- Основы взаимозаменяемости. Тема 2.4

Содержание
- 2. Наиболее широко применяют полную взаимозаменяемость, которая обеспечивает возможность беспригоночной сборки (или замены при ремонте) любых независимо
- 3. При полной взаимозаменяемости: упрощается процесс сборки — он сводится к простому соединению деталей рабочими преимущественно невысокой
- 4. Иногда для удовлетворения эксплуатационных требований необходимо изготовлять детали и сборочные единицы с малыми экономически неприемлемыми или
- 5. Внешняя взаимозаменяемость — это взаимозаменяемость покупных и кооперируемых изделий (монтируемых в другие более сложные изделия) и
- 6. Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделие. Например, в подшипнике качения
- 7. Уровень взаимозаменяемости производства можно характеризовать коэффициентом взаимозаменяемости Кв, равным отношению трудоемкости изготовления взаимозаменяемых деталей и сборочных
- 8. Взаимозаменяемость, при которой обеспечивается работоспособность изделий с оптимальными и стабильными во времени эксплуатационными показателями или с
- 9. Принципы построения системы допусков и посадок Системой допусков и посадок (СДП) называется совокупность рядов допусков и
- 10. Получить при изготовлении абсолютно точное идеальное значение параметра нельзя. Поэтому на все параметры детали должны быть
- 11. Термины «отверстие» и «вал» применяют для описания следующих размерных элементов: цилиндр (например, при установлении допуска на
- 12. Размеры, предельные отклонения и допуски. На чертеже должны быть проставлены все размеры, необходимые для изготовления детали
- 13. Предельные — это два предельно допустимых размера, между которыми должен находиться или которым может быть равен
- 14. Наибольший предельный размер — это наибольший допустимый размер элемента, наименьший — это наименьший допустимый размер элемента
- 15. ГОСТ 25346 - 89 установлены связанные с предельными размерами новые термины — "проходной" и "непроходной" пределы.
- 16. Отклонение — это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
- 17. В ГОСТ 25346 - 89 приняты условные обозначения: верхнее отклонение отверстия ЕS, вала — еs, нижнее
- 18. Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении
- 19. Допуск – это разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и
- 20. Для упрощения допуски можно изображать графически в виде полей допусков (рис. 2.3, б). При этом ось
- 21. Поле допуска — это поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и
- 22. Графическое изображение полей допусков 0 + - Поле допуска ES (es) Dн (dн) EI (ei) Dmin
- 24. Поле допуска образуется сочетанием условного обозначения основного отклонения (используются буквы латинского алфавита) квалитета (обозначается цифрой). Основные
- 34. Понятия «максимум» и «минимум» материала. Предел максимума материала – термин, относящийся к тому из предельных размеров,
- 35. Соединения Машины и механизмы состоят из деталей, которые в процессе работы должны совершать относительные движения или
- 36. Соединения и посадки. Соединения подразделяются по геометрической форме сопрягаемых поверхностей. Соединение деталей, имеющих сопрягаемые цилиндрические поверхности
- 37. Посадкой называют характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадка характеризует свободу относительного
- 38. В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть: с зазором (см.
- 39. Посадка с зазором — посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над
- 40. Зазор S - разность размеров отверстия и вала, если размер отверстия больше размера вала. Наибольший, наименьший
- 41. Наибольший зазор -разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с
- 43. Посадка с натягом — посадка, при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под
- 44. Натяг N — разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
- 45. Наибольший натяг - разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки
- 47. Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия
- 49. Точность детали Единая система допусков и посадок (ЕСДП) Точность детали определяется точностью размеров, шероховатостью поверхностей, точностью
- 50. В ЕСДП [ГОСТ 25346-89 (СТ СЭВ 145-88)] в первую очередь стандартизованы базовые элементы, необходимые для получения
- 51. Ранее было принято, что две или несколько деталей разных размеров следует считать одинаковой точности (принадлежащими одному
- 52. Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть а характеризовала тип станка, другая
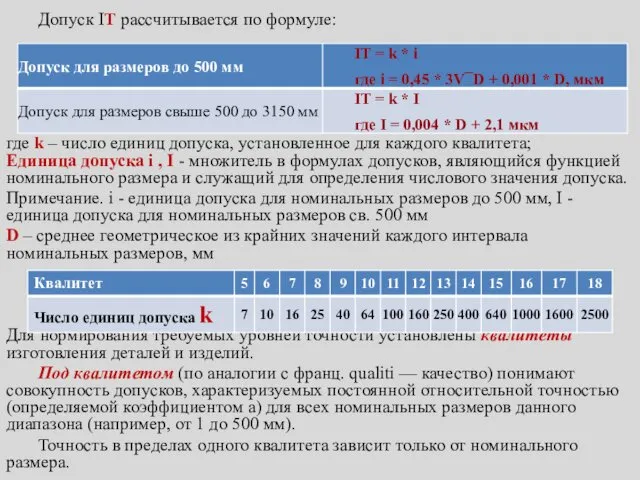
- 53. Допуск IT рассчитывается по формуле: где k – число единиц допуска, установленное для каждого квалитета; Единица
- 55. Для построения рядов допусков каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для
- 56. Первоначально в системе ОСТ были установлены классы точности: 1; 2; 2a; 3; 3a; 4; 5; 7;
- 58. Основное отклонение – Характеристикой расположения поля допуска в ЕСДП является знаки и числовое значение основного отклонения
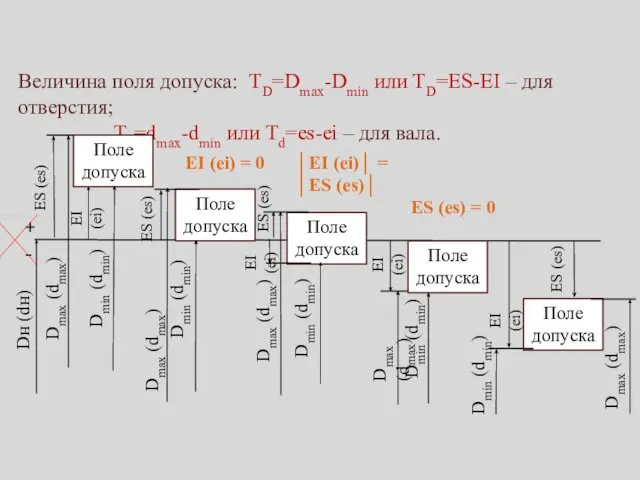
- 59. + - Величина поля допуска: ТD=Dmax-Dmin или TD=ES-EI – для отверстия; Td=dmax-dmin или Td=es-ei – для
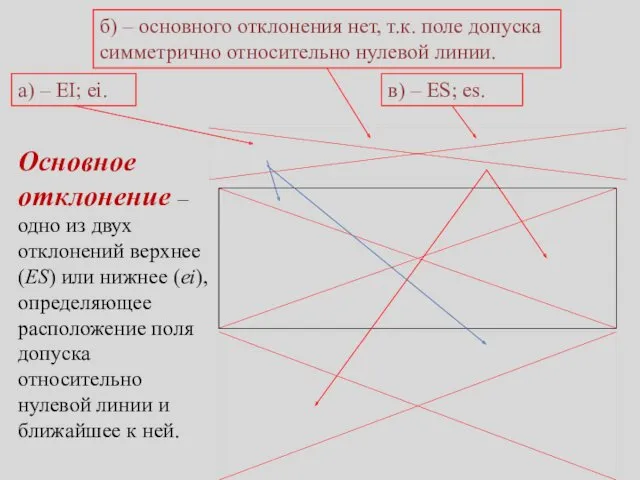
- 60. Основное отклонение – одно из двух отклонений верхнее (ES) или нижнее (ei), определяющее расположение поля допуска
- 61. Второй принцип построения СДП Установлено 27 основных отклонений валов и 27 основных отклонений отверстий. Основное отклонение
- 62. Поля допусков отверстий (пример)
- 63. Поля допусков валов (пример)
- 64. Отклонения a – h (A – H) предназначены для образования посадок с зазором, js – zc
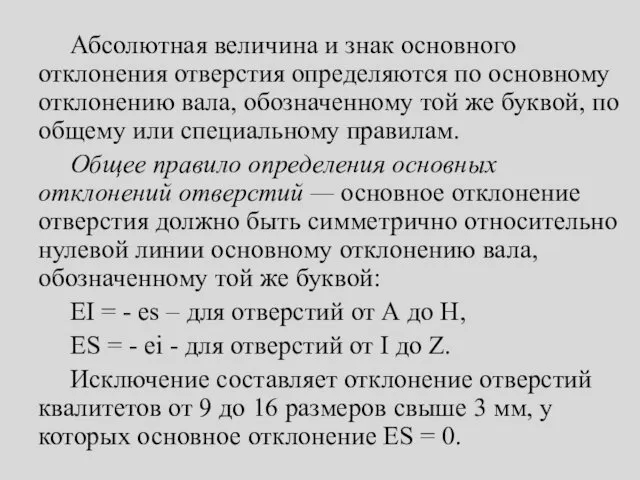
- 65. Абсолютная величина и знак основного отклонения отверстия определяются по основному отклонению вала, обозначенному той же буквой,
- 66. Числовые значения основных отклонений валов приведены в табл. 2 . Второе отклонение поля допуска вала определяется
- 67. Третий принцип построения СДП Различают две равноценные системы образования посадок — систему отверстия и систему вала
- 69. Посадки в системе вала — это посадки, в которых различные зазоры и натяги получаются соединением различных
- 72. Допускается применение комбинированных посадок, в которых отверстие и вал выполнены в разных системах. Например, у посадки
- 73. Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т.п.). Каждый такой инструмент применяют для
- 74. Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения
- 75. Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут быть изготовлены из точных холоднотянутых
- 76. Четвертый принцип построения СДП Установлена нормальная температура. Допуски и отклонения, устанавливаемые стандартами, относятся к деталям, размеры
- 77. Сочетание любых основных отклонений с любым квалитетом ИСО дает свыше 1000 полей допусков для валов и
- 78. Посадки, как правило, должны назначаться в системе отверстия или системе вала. Применение системы отверстия предпочтительнее. Систему
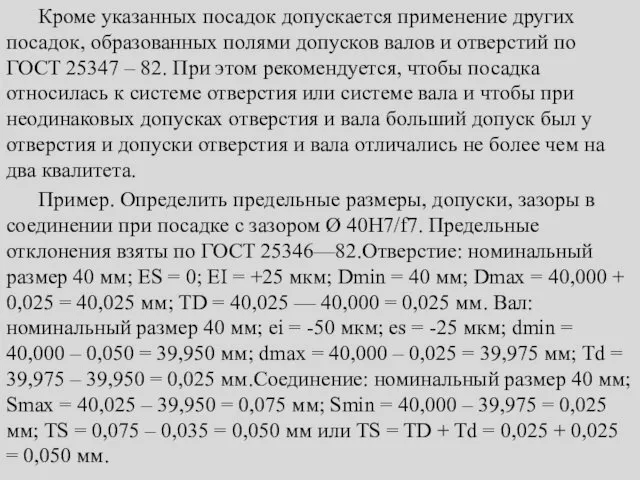
- 79. Кроме указанных посадок допускается применение других посадок, образованных полями допусков валов и отверстий по ГОСТ 25347
- 80. Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных
- 81. Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе
- 82. В условных обозначениях полей допусков обязательно указывать числовые значения предельных отклонений в следующих случаях: для размеров,
- 83. Предельные отклонения, не указанные непосредственно после номинальных размеров, а оговоренные общей записью в технических требованиях чертежа,
- 87. Погрешность средства измерений - погрешность средства измерений, выраженная в единицах измеряемой физической величины. Абсолютная погрешность вычисляется,
- 89. Скачать презентацию
Наиболее широко применяют полную взаимозаменяемость, которая обеспечивает возможность беспригоночной сборки (или
Наиболее широко применяют полную взаимозаменяемость, которая обеспечивает возможность беспригоночной сборки (или
При полной взаимозаменяемости:
упрощается процесс сборки — он сводится к простому соединению
При полной взаимозаменяемости:
упрощается процесс сборки — он сводится к простому соединению
Иногда для удовлетворения эксплуатационных требований необходимо изготовлять детали и сборочные единицы
Иногда для удовлетворения эксплуатационных требований необходимо изготовлять детали и сборочные единицы
Внешняя взаимозаменяемость — это взаимозаменяемость покупных и кооперируемых изделий (монтируемых
Внешняя взаимозаменяемость — это взаимозаменяемость покупных и кооперируемых изделий (монтируемых
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие
Уровень взаимозаменяемости производства можно характеризовать коэффициентом взаимозаменяемости Кв, равным отношению
Уровень взаимозаменяемости производства можно характеризовать коэффициентом взаимозаменяемости Кв, равным отношению
Взаимозаменяемость, при которой обеспечивается работоспособность изделий с оптимальными и стабильными
Взаимозаменяемость, при которой обеспечивается работоспособность изделий с оптимальными и стабильными
Принципы построения системы допусков и посадок
Системой допусков и посадок
Принципы построения системы допусков и посадок
Системой допусков и посадок
Получить при изготовлении абсолютно точное идеальное значение параметра нельзя. Поэтому
Получить при изготовлении абсолютно точное идеальное значение параметра нельзя. Поэтому
Термины «отверстие» и «вал» применяют для описания следующих размерных элементов:
цилиндр
Термины «отверстие» и «вал» применяют для описания следующих размерных элементов:
цилиндр
Размеры, предельные отклонения и допуски.
На чертеже должны быть
Размеры, предельные отклонения и допуски.
На чертеже должны быть
Предельные — это два предельно допустимых размера, между которыми должен находиться
Предельные — это два предельно допустимых размера, между которыми должен находиться
Наибольший предельный размер — это наибольший допустимый размер элемента,
наименьший —
Наибольший предельный размер — это наибольший допустимый размер элемента,
наименьший —
ГОСТ 25346 - 89 установлены связанные с предельными размерами новые термины
ГОСТ 25346 - 89 установлены связанные с предельными размерами новые термины
Отклонение — это алгебраическая разность между размером (действительным, предельным и т.
Отклонение — это алгебраическая разность между размером (действительным, предельным и т.
В ГОСТ 25346 - 89 приняты условные обозначения: верхнее отклонение
В ГОСТ 25346 - 89 приняты условные обозначения: верхнее отклонение
Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются
Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются
Допуск – это разность между наибольшим и наименьшим предельными размерами или
Допуск – это разность между наибольшим и наименьшим предельными размерами или
Для упрощения допуски можно изображать графически в виде полей допусков (рис.
Для упрощения допуски можно изображать графически в виде полей допусков (рис.
Поле допуска — это поле, ограниченное наибольшим и наименьшим предельными размерами
Поле допуска — это поле, ограниченное наибольшим и наименьшим предельными размерами

Графическое изображение полей допусков
0
+
-
Поле допуска
ES (es)
Dн (dн)
EI (ei)
Dmin (dmin)
Dmax (dmax)
T
Dн
Графическое изображение полей допусков
0
+
-
Поле допуска
ES (es)
Dн (dн)
EI (ei)
Dmin (dmin)
Dmax (dmax)
T
Dн
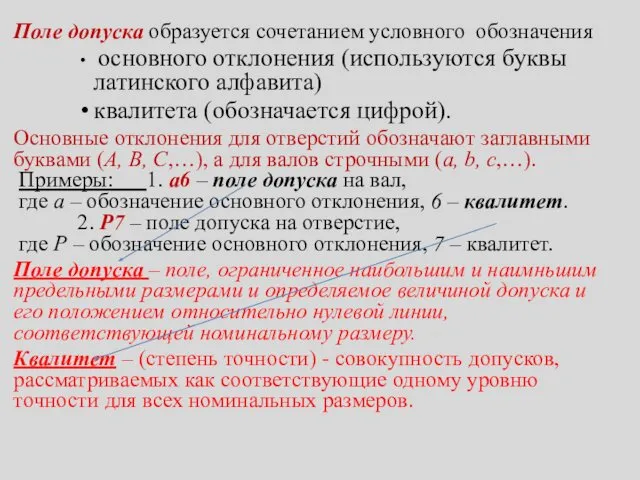
Поле допуска образуется сочетанием условного обозначения
основного отклонения (используются буквы латинского
Поле допуска образуется сочетанием условного обозначения
основного отклонения (используются буквы латинского

Понятия «максимум» и «минимум» материала.
Предел максимума материала – термин, относящийся к тому
Понятия «максимум» и «минимум» материала.
Предел максимума материала – термин, относящийся к тому
Соединения
Машины и механизмы состоят из деталей, которые в процессе работы должны
Соединения
Машины и механизмы состоят из деталей, которые в процессе работы должны
Соединения и посадки.
Соединения подразделяются по геометрической форме сопрягаемых поверхностей.
Соединения и посадки.
Соединения подразделяются по геометрической форме сопрягаемых поверхностей.
Посадкой называют характер соединения двух деталей, определяемый разностью их размеров до
Посадкой называют характер соединения двух деталей, определяемый разностью их размеров до
В зависимости от взаимного расположения полей допусков отверстия и вала посадка
В зависимости от взаимного расположения полей допусков отверстия и вала посадка
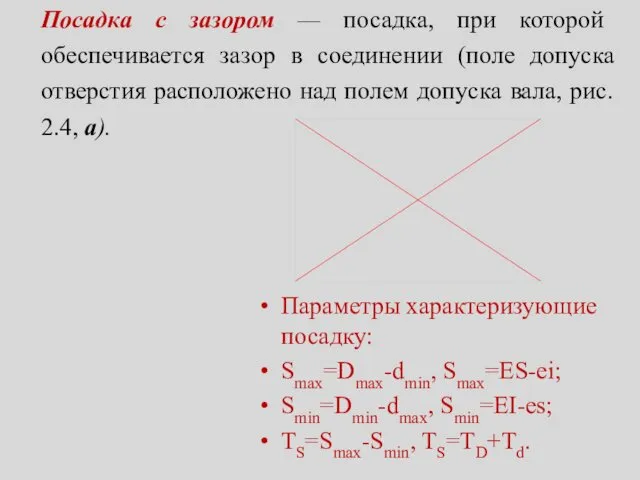
Посадка с зазором — посадка, при которой обеспечивается зазор в соединении
Посадка с зазором — посадка, при которой обеспечивается зазор в соединении
Зазор S - разность размеров отверстия и вала, если размер отверстия
Зазор S - разность размеров отверстия и вала, если размер отверстия
Наибольший зазор -разность между наибольшим предельным размером отверстия и наименьшим предельным
Наибольший зазор -разность между наибольшим предельным размером отверстия и наименьшим предельным

Посадка с натягом — посадка, при которой обеспечивается натяг в соединении
Посадка с натягом — посадка, при которой обеспечивается натяг в соединении
Натяг N — разность размеров вала и отверстия до сборки, если
Натяг N — разность размеров вала и отверстия до сборки, если
Наибольший натяг - разность между наибольшим предельным размером вала и наименьшим
Наибольший натяг - разность между наибольшим предельным размером вала и наименьшим

Переходная посадка — посадка, при которой возможно получение как зазора, так
Переходная посадка — посадка, при которой возможно получение как зазора, так

Точность детали
Единая система допусков и посадок (ЕСДП)
Точность детали определяется
Точность детали
Единая система допусков и посадок (ЕСДП)
Точность детали определяется
![В ЕСДП [ГОСТ 25346-89 (СТ СЭВ 145-88)] в первую очередь](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/80734/slide-49.jpg)
В ЕСДП [ГОСТ 25346-89 (СТ СЭВ 145-88)]
в первую очередь стандартизованы базовые
В ЕСДП [ГОСТ 25346-89 (СТ СЭВ 145-88)]
в первую очередь стандартизованы базовые
Ранее было принято, что две или несколько деталей разных размеров следует
Ранее было принято, что две или несколько деталей разных размеров следует
Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть
Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть
Допуск IT рассчитывается по формуле:
где k – число единиц допуска, установленное
Допуск IT рассчитывается по формуле:
где k – число единиц допуска, установленное

Для построения рядов допусков каждый из диапазонов размеров, в свою очередь,
Для построения рядов допусков каждый из диапазонов размеров, в свою очередь,
Первоначально в системе ОСТ были установлены классы точности: 1; 2; 2a;
Первоначально в системе ОСТ были установлены классы точности: 1; 2; 2a;
Основное отклонение – Характеристикой расположения поля допуска в ЕСДП является знаки
Основное отклонение – Характеристикой расположения поля допуска в ЕСДП является знаки
+
-
Величина поля допуска: ТD=Dmax-Dmin или TD=ES-EI – для отверстия;
Td=dmax-dmin или
+
-
Величина поля допуска: ТD=Dmax-Dmin или TD=ES-EI – для отверстия;
Td=dmax-dmin или
Основное отклонение – одно из двух отклонений верхнее (ES) или нижнее
Основное отклонение – одно из двух отклонений верхнее (ES) или нижнее
Второй принцип построения СДП
Установлено 27 основных отклонений валов и 27 основных
Второй принцип построения СДП
Установлено 27 основных отклонений валов и 27 основных
Поля допусков отверстий (пример)
Поля допусков отверстий (пример)
Поля допусков валов (пример)
Поля допусков валов (пример)
Отклонения a – h (A – H) предназначены для образования посадок
Отклонения a – h (A – H) предназначены для образования посадок
Абсолютная величина и знак основного отклонения отверстия определяются по основному отклонению
Абсолютная величина и знак основного отклонения отверстия определяются по основному отклонению
Числовые значения основных
отклонений валов приведены в табл. 2 .
Второе отклонение
Числовые значения основных
отклонений валов приведены в табл. 2 .
Второе отклонение
Третий принцип построения СДП
Различают две равноценные системы образования посадок — систему
Третий принцип построения СДП
Различают две равноценные системы образования посадок — систему

Посадки в системе вала — это посадки, в которых различные зазоры
Посадки в системе вала — это посадки, в которых различные зазоры

Допускается применение комбинированных посадок, в которых отверстие и вал выполнены в
Допускается применение комбинированных посадок, в которых отверстие и вал выполнены в
Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т.п.).
Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т.п.).
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала,
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала,
Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут
Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут
Четвертый принцип построения СДП
Установлена нормальная температура.
Допуски и отклонения, устанавливаемые стандартами, относятся
Четвертый принцип построения СДП
Установлена нормальная температура.
Допуски и отклонения, устанавливаемые стандартами, относятся
Сочетание любых основных отклонений с любым квалитетом ИСО дает свыше 1000
Сочетание любых основных отклонений с любым квалитетом ИСО дает свыше 1000
Посадки, как правило, должны назначаться в системе отверстия или системе вала.
Посадки, как правило, должны назначаться в системе отверстия или системе вала.
Кроме указанных посадок допускается применение других посадок, образованных полями допусков валов
Кроме указанных посадок допускается применение других посадок, образованных полями допусков валов
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном
В условных обозначениях полей допусков обязательно указывать числовые значения предельных отклонений
В условных обозначениях полей допусков обязательно указывать числовые значения предельных отклонений
Предельные отклонения, не указанные непосредственно после номинальных размеров, а оговоренные общей
Предельные отклонения, не указанные непосредственно после номинальных размеров, а оговоренные общей

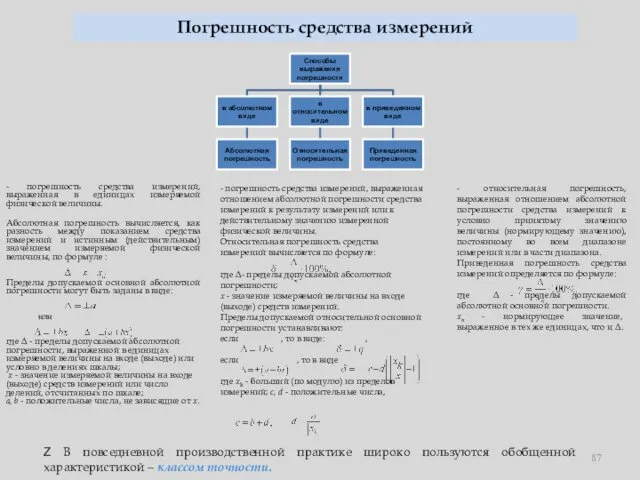
Погрешность средства измерений
- погрешность средства измерений, выраженная в единицах измеряемой
Погрешность средства измерений
- погрешность средства измерений, выраженная в единицах измеряемой
 Изготовление новогодней гигиенической маски Бычок
Изготовление новогодней гигиенической маски Бычок Жердің ғаламшар ретіндегі жалпы сипаттамасы
Жердің ғаламшар ретіндегі жалпы сипаттамасы Права и обязанности школьника
Права и обязанности школьника Целостные формы проявления человека. Воля. Функции
Целостные формы проявления человека. Воля. Функции Копилочка АМО2
Копилочка АМО2 Выполнение судовых работ. Рангоут и такелаж судна
Выполнение судовых работ. Рангоут и такелаж судна Мир художественной культуры Просвещения
Мир художественной культуры Просвещения Иосиф Александрович Бродский
Иосиф Александрович Бродский Инженерные сети ПП. Водоснабжение, канализация энергоснабжение, теплоснабжение
Инженерные сети ПП. Водоснабжение, канализация энергоснабжение, теплоснабжение Занятие по психологии Диск
Занятие по психологии Диск Многолетняя мерзлота Диск
Многолетняя мерзлота Диск Катетеризация центральных вен
Катетеризация центральных вен Познавательные модели биологии
Познавательные модели биологии Необходимые компетенции для Pre-Sale
Необходимые компетенции для Pre-Sale Презентация Что такое здоровьесбереженье? Здоровьесберегающий урок
Презентация Что такое здоровьесбереженье? Здоровьесберегающий урок Мартеновский способ производства стали. Выплавка стали в электропечах
Мартеновский способ производства стали. Выплавка стали в электропечах Winter
Winter Самомассаж. Профилактика заболеваемости детей
Самомассаж. Профилактика заболеваемости детей Завоевание Римом Италии
Завоевание Римом Италии Правовая система США
Правовая система США Организация предметно-развивающей среды (ПРС) в группе ДОУ в соответствии с ФГОС
Организация предметно-развивающей среды (ПРС) в группе ДОУ в соответствии с ФГОС Марина Цветаева
Марина Цветаева Пушкин в астрономии
Пушкин в астрономии Менингококковая инфекция у детей
Менингококковая инфекция у детей Современные педагогические технологии как средство оптимизации образовательного процесса
Современные педагогические технологии как средство оптимизации образовательного процесса Гемолитическая болезнь плода. Мифы и реальность диагностики, профилактики и лечения
Гемолитическая болезнь плода. Мифы и реальность диагностики, профилактики и лечения Религия как историческое социокультурное явление. (лекция1)
Религия как историческое социокультурное явление. (лекция1) Основположники методики развития речи
Основположники методики развития речи