- Особенности литейного производства. Преимущества и недостатки литых заготовок

Содержание
- 2. ОПРЕДЕЛЕНИЕ ПОНЯТИЯ « ЛИТЕЙНАЯ ТЕХНОЛОГИЯ» Литейная технология – это процесс получения литых заготовок путем заливки расплавленного
- 3. Масса : от нескольких граммов до 300 т Длина : от нескольких сантиметров до 20 м
- 4. Области применения Отливки надежно работают в реактивных двигателях, атомных энергетических установках и других машинах ответственного назначения.
- 5. Отливки делят на 6 групп сложности Первая группа характеризуется гладкими и прямолинейными наружными поверхностями с наличием
- 6. Литейные сплавы Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой, низкой склонностью к образованию
- 7. Свойства литейных сплавов Усадка – свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии,
- 8. Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки,
- 9. Медные сплавы – бронзы и латуни. Латуни – наиболее распространенные медные сплавы. Для изготовления различной аппаратуры
- 10. Изготовление отливок в песчаных формах Схема технологического процесса изготовления отливок в песчаных формах
- 11. Модельный комплект
- 12. Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые
- 13. Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость
- 14. Разновидности литниковых систем По способу подвода расплава в рабочую полость формы литниковые системы делят на: нижнюю,
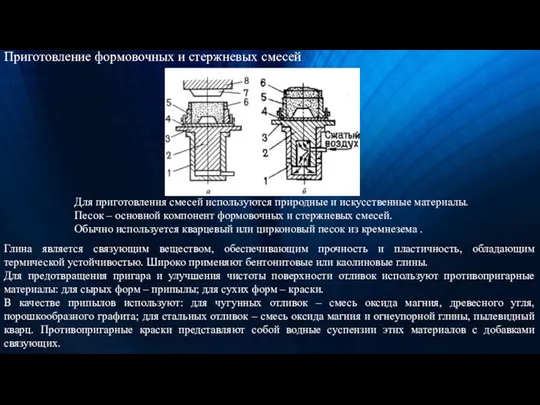
- 15. Приготовление формовочных и стержневых смесей Для приготовления смесей используются природные и искусственные материалы. Песок – основной
- 16. Смеси должны обладать рядом свойств. Прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении
- 17. Литниковая система служит для ввода жидкого металла в форму и задерживает шлак, не допуская его в
- 18. ВИДЫ БРАКА ОТЛИВОК
- 19. Контроль производства отливок и их дефекты Контроль осуществляют на специально оборудованных участках, обеспеченных необходимыми контрольно-измерительными инструментами,
- 20. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
- 21. ЛИТЬЕ В ЗЕМЛЮ
- 22. ЛИТЬЕ В КОКИЛЬ
- 23. ЛИТЬЕ ПОД ДАВЛЕНИЕМ
- 24. ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
- 25. ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
- 26. ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
- 27. Литье по газифицируемым моделям
- 28. Непрерывная разливка металла
- 29. Литье выжиманием
- 30. Литье в оболочковые формы
- 31. СВОЙСТВА МЕТАЛЛОВ
- 32. 1. Сокращение (исключение) механической обработки на металлорежущих станках, 2. Экономия металла 3. Снижение трудоемкости и стоимости
- 34. Скачать презентацию
ОПРЕДЕЛЕНИЕ ПОНЯТИЯ « ЛИТЕЙНАЯ ТЕХНОЛОГИЯ»
Литейная технология – это процесс получения
ОПРЕДЕЛЕНИЕ ПОНЯТИЯ « ЛИТЕЙНАЯ ТЕХНОЛОГИЯ»
Литейная технология – это процесс получения

Масса : от нескольких граммов до 300 т
Длина :
Масса : от нескольких граммов до 300 т
Длина :
Области применения
Отливки надежно работают в реактивных двигателях, атомных энергетических установках и
Области применения
Отливки надежно работают в реактивных двигателях, атомных энергетических установках и
Отливки делят на 6 групп сложности
Первая группа характеризуется гладкими и прямолинейными
Отливки делят на 6 групп сложности
Первая группа характеризуется гладкими и прямолинейными
Литейные сплавы
Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой,
Литейные сплавы
Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой,
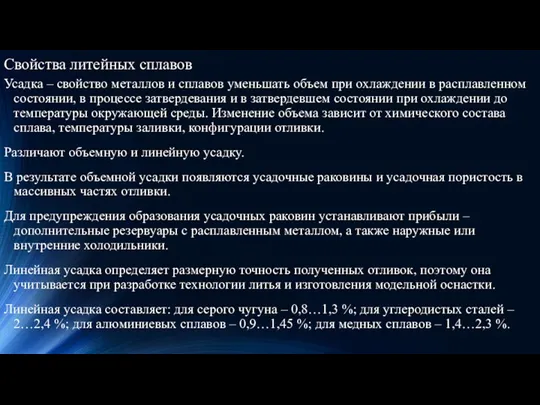
Свойства литейных сплавов
Усадка – свойство металлов и сплавов уменьшать объем при
Свойства литейных сплавов
Усадка – свойство металлов и сплавов уменьшать объем при
Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация
Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация

Медные сплавы – бронзы и латуни.
Латуни – наиболее распространенные медные сплавы.
Медные сплавы – бронзы и латуни. Латуни – наиболее распространенные медные сплавы.

Изготовление отливок в песчаных формах
Схема технологического процесса изготовления отливок в песчаных
Изготовление отливок в песчаных формах
Схема технологического процесса изготовления отливок в песчаных
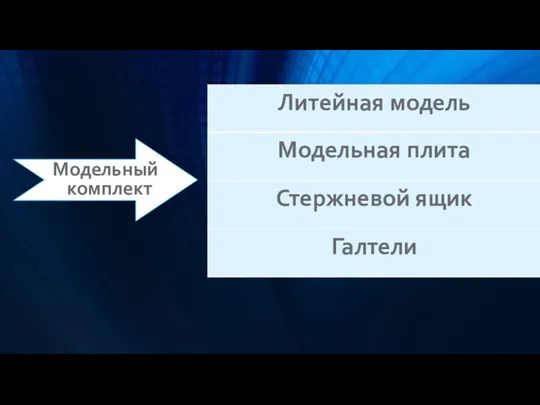
Модельный
комплект
Модельный
комплект
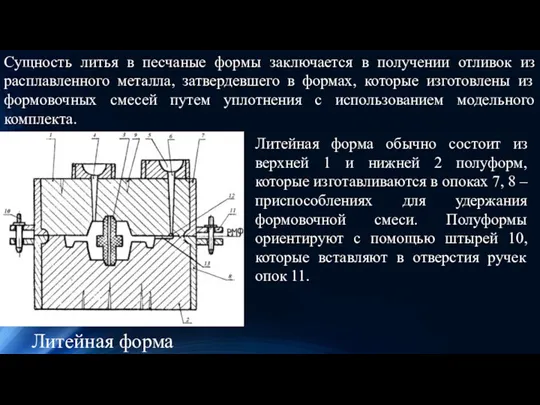
Сущность литья в песчаные формы заключается в получении отливок из расплавленного
Сущность литья в песчаные формы заключается в получении отливок из расплавленного
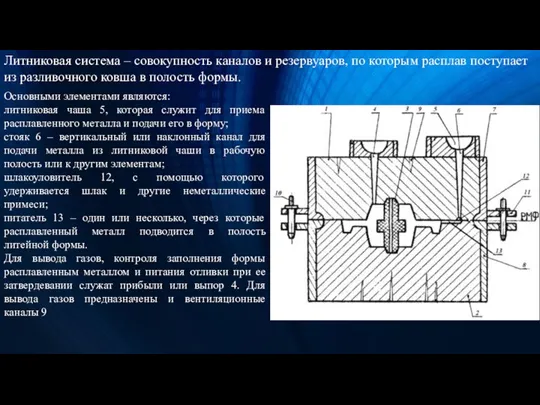
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает

Разновидности литниковых систем
По способу подвода расплава в рабочую полость формы литниковые
Разновидности литниковых систем
По способу подвода расплава в рабочую полость формы литниковые
Приготовление формовочных и стержневых смесей
Для приготовления смесей используются природные и искусственные
Приготовление формовочных и стержневых смесей
Для приготовления смесей используются природные и искусственные
Смеси должны обладать рядом свойств.
Прочность – способность смеси обеспечивать сохранность
Смеси должны обладать рядом свойств.
Прочность – способность смеси обеспечивать сохранность
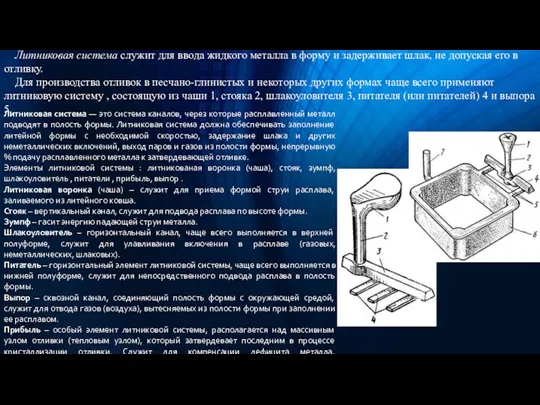
Литниковая система служит для ввода жидкого металла в форму и задерживает
Литниковая система служит для ввода жидкого металла в форму и задерживает
ВИДЫ БРАКА ОТЛИВОК
ВИДЫ БРАКА ОТЛИВОК
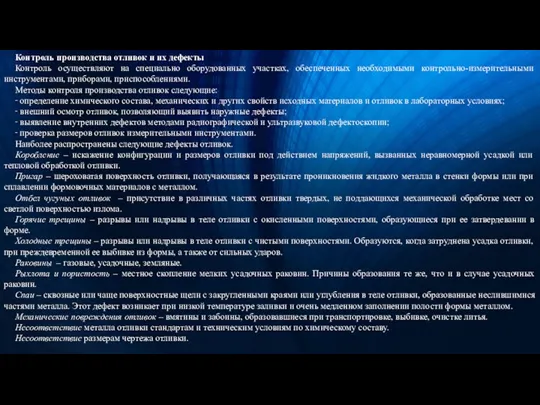
Контроль производства отливок и их дефекты
Контроль осуществляют на специально оборудованных участках,
Контроль производства отливок и их дефекты
Контроль осуществляют на специально оборудованных участках,
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ

ЛИТЬЕ В ЗЕМЛЮ
ЛИТЬЕ В ЗЕМЛЮ

ЛИТЬЕ В КОКИЛЬ
ЛИТЬЕ В КОКИЛЬ

ЛИТЬЕ ПОД ДАВЛЕНИЕМ
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
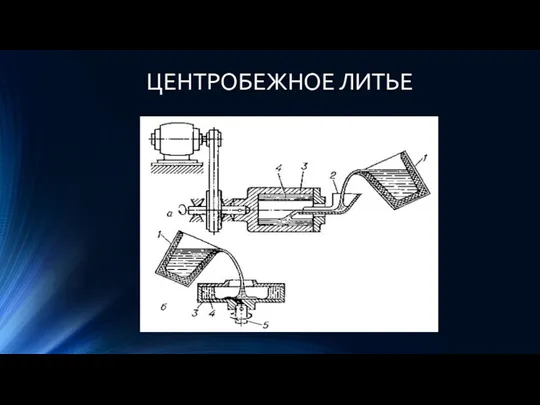
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
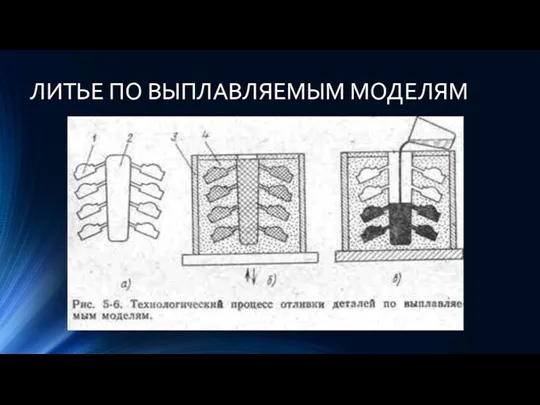
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ

ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
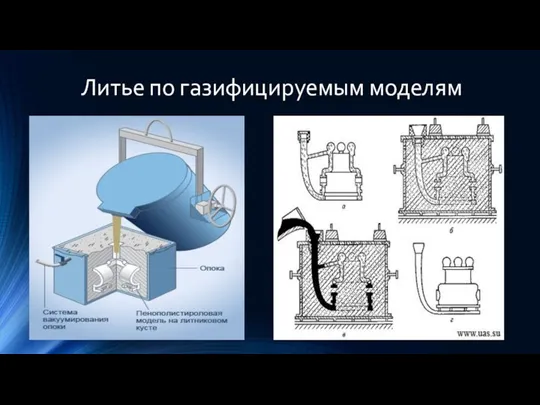
Литье по газифицируемым моделям
Литье по газифицируемым моделям

Непрерывная разливка металла
Непрерывная разливка металла

Литье выжиманием
Литье выжиманием

Литье в оболочковые формы
Литье в оболочковые формы
СВОЙСТВА МЕТАЛЛОВ
СВОЙСТВА МЕТАЛЛОВ
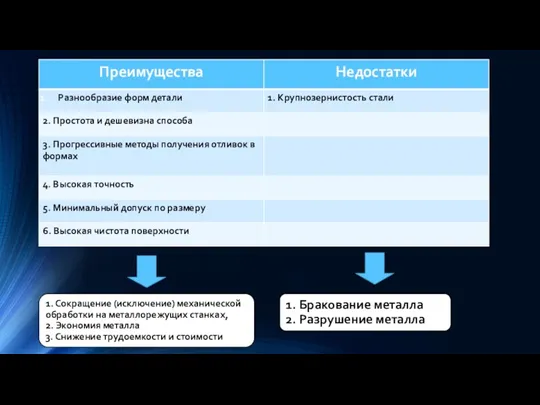
1. Сокращение (исключение) механической обработки на металлорежущих станках,
2. Экономия металла
1. Сокращение (исключение) механической обработки на металлорежущих станках,
2. Экономия металла
 Основы производства комбикормов
Основы производства комбикормов Регулирование частоты вращения асинхронных двигателей с фазным ротором
Регулирование частоты вращения асинхронных двигателей с фазным ротором Что такое технология
Что такое технология Силовая электроника. Лекция 1
Силовая электроника. Лекция 1 Городской транспорт
Городской транспорт Правописание [не] с глаголами
Правописание [не] с глаголами Презентация к уроку по теме Дробные выражения
Презентация к уроку по теме Дробные выражения Внеклассное мероприятие Игра: ЧТО? ГДЕ? КОГДА?
Внеклассное мероприятие Игра: ЧТО? ГДЕ? КОГДА? Оказание государственной поддержки малым формам хозяйствования в Удмуртской Республике
Оказание государственной поддержки малым формам хозяйствования в Удмуртской Республике Взаимное расположение двух окружностей
Взаимное расположение двух окружностей Библейские притчи
Библейские притчи Горнодобывающая отрасль
Горнодобывающая отрасль Педсовет: Использование новых активных форм и методов обучения в учебно-воспитательном процессе
Педсовет: Использование новых активных форм и методов обучения в учебно-воспитательном процессе Игра - пособие Русская матрешка
Игра - пособие Русская матрешка Обоснование экономической эффективности инвестиционного проекта ООО Вернисаж
Обоснование экономической эффективности инвестиционного проекта ООО Вернисаж Правильные и неправильные дроби
Правильные и неправильные дроби Бактерии
Бактерии Каталог характеристик лопастных насосов
Каталог характеристик лопастных насосов Генетика популяций
Генетика популяций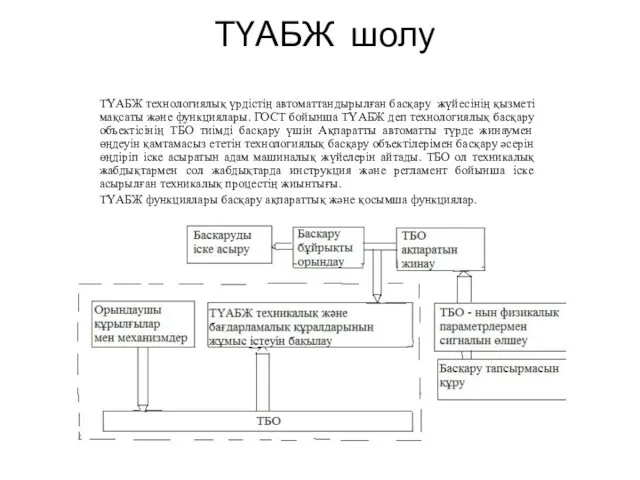 ТҮАБЖ шолу
ТҮАБЖ шолу Милосердие, забота о слабых, взаимопомощь, социальные проблемы общества и отношение к ним разных религий
Милосердие, забота о слабых, взаимопомощь, социальные проблемы общества и отношение к ним разных религий Вступление в систему непрерывного медицинского и фармацевтического образования. Пошаговые инструкции
Вступление в систему непрерывного медицинского и фармацевтического образования. Пошаговые инструкции Принципы организации развивающей предметно-пространственной среды в группах детского сада в соответствии с Федеральным государственным образовательным стандартом дошкольных организаций.
Принципы организации развивающей предметно-пространственной среды в группах детского сада в соответствии с Федеральным государственным образовательным стандартом дошкольных организаций. Профилактика суицидальных тенденций среди несовершеннолетних в условиях урочной и внеурочной деятельности
Профилактика суицидальных тенденций среди несовершеннолетних в условиях урочной и внеурочной деятельности Алканы, алкены, алкины
Алканы, алкены, алкины Презентация Золотые рыбки в технике оригами
Презентация Золотые рыбки в технике оригами Строительная теплотехника
Строительная теплотехника Изучение факторов, способствующих лучшей взбитости мороженого
Изучение факторов, способствующих лучшей взбитости мороженого