- Отпуск сталей

Содержание
- 2. Отпуск в сталях Отпуск – это термическая обработка стали с метастабильной структурой мартенсита или нижнего бейнита,
- 3. Отпуск в сталях М Перераспределение углерода. Выделение промежуточных карбидов. Мартенсит представляет собой пересыщенный по углероду α
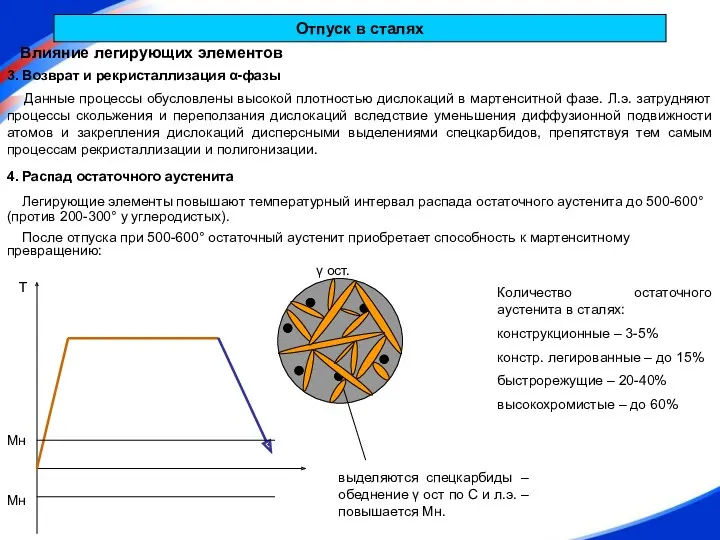
- 4. Отпуск в сталях Распад остаточного аустенита. После закалки в структуре наряду с мартенситом практически всегда имеется
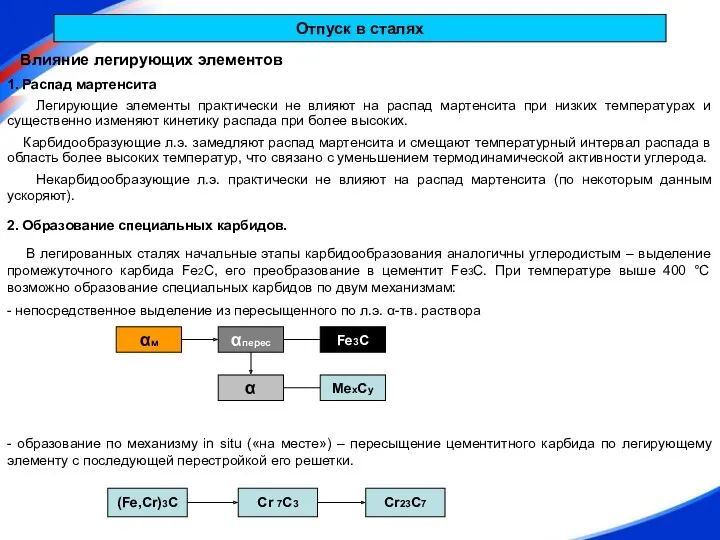
- 5. Отпуск в сталях Выделение цементитных карбидов. При температуре двухфазного распада мартенсита в виде тонких пластин или
- 6. Превращения при отпуске Условно выделяют четыре превращения при отпуске: I II III IV t,°C I сопровождается
- 7. Влияние легирующих элементов 1. Распад мартенсита Легирующие элементы практически не влияют на распад мартенсита при низких
- 8. Влияние легирующих элементов 3. Возврат и рекристаллизация α-фазы Данные процессы обусловлены высокой плотностью дислокаций в мартенситной
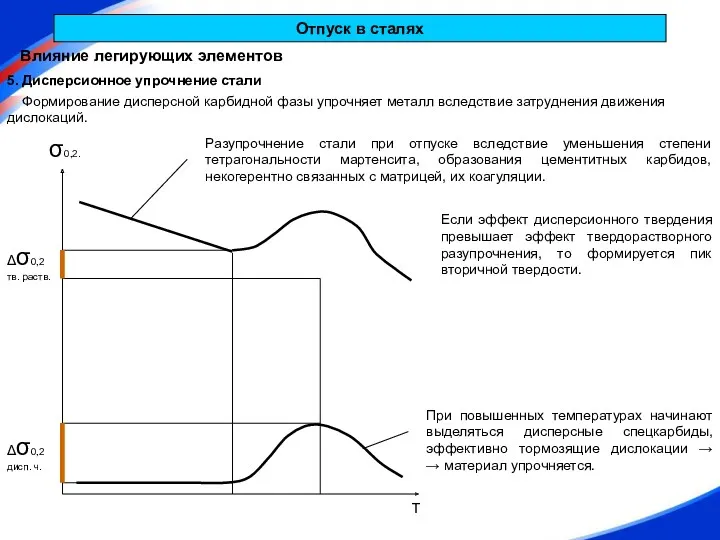
- 9. Влияние легирующих элементов 5. Дисперсионное упрочнение стали Формирование дисперсной карбидной фазы упрочняет металл вследствие затруднения движения
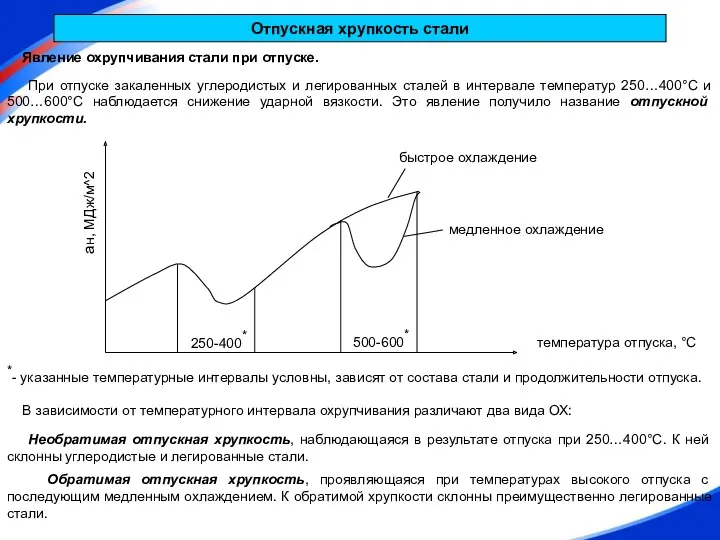
- 10. Отпускная хрупкость стали Явление охрупчивания стали при отпуске. При отпуске закаленных углеродистых и легированных сталей в
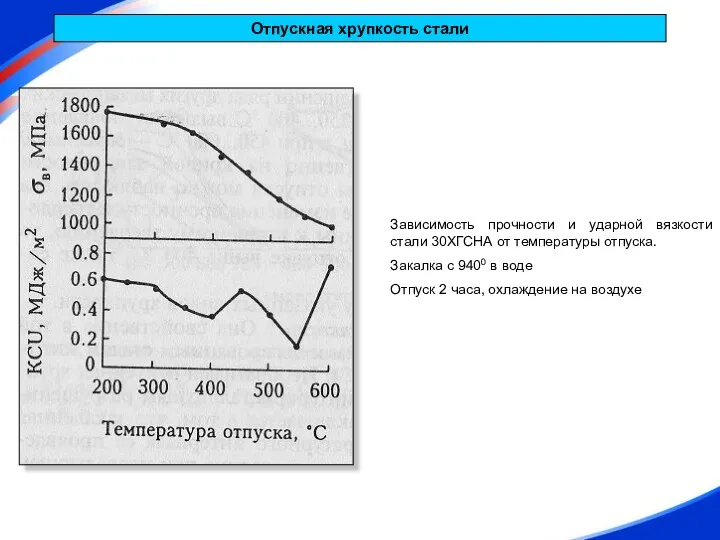
- 11. Отпускная хрупкость стали Зависимость прочности и ударной вязкости стали 30ХГСНА от температуры отпуска. Закалка с 9400
- 12. Отпускная хрупкость стали Необратимая отпускная хрупкость. Отличительной особенностью отпускной хрупкости 1го рода является ее необратимый характер.
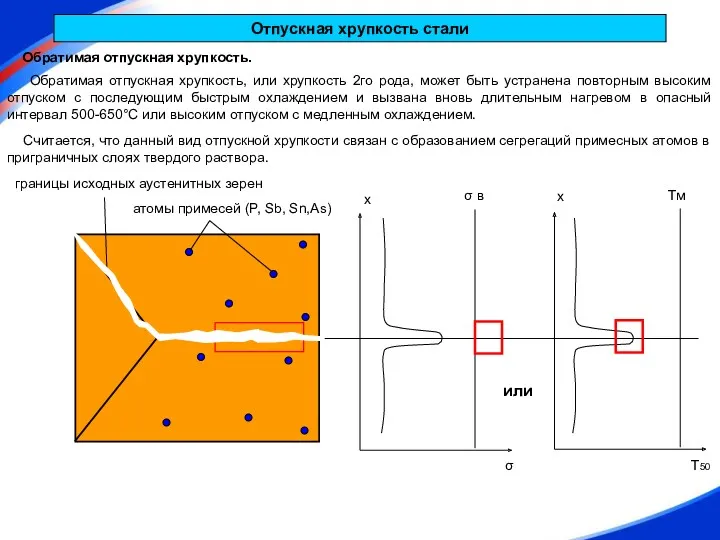
- 13. Отпускная хрупкость стали Обратимая отпускная хрупкость. Обратимая отпускная хрупкость, или хрупкость 2го рода, может быть устранена
- 15. Скачать презентацию
Отпуск в сталях
Отпуск – это термическая обработка стали с метастабильной
Отпуск в сталях
Отпуск – это термическая обработка стали с метастабильной
Отпуск в сталях
М
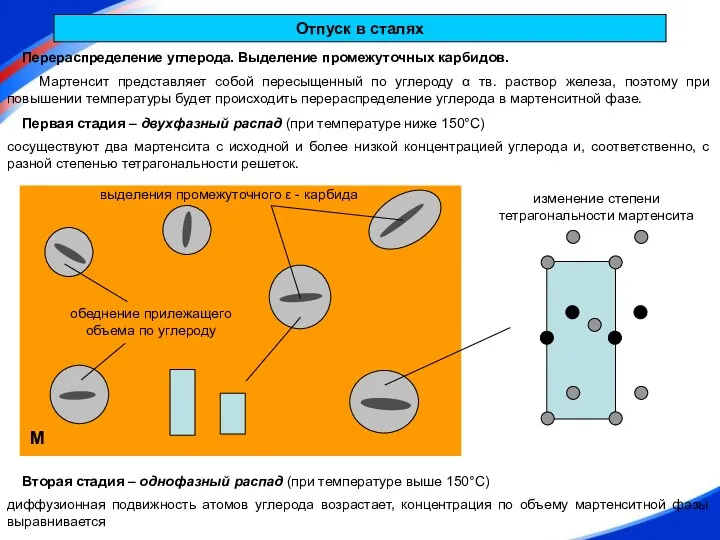
Перераспределение углерода. Выделение промежуточных карбидов.
Мартенсит представляет собой
Отпуск в сталях
М
Перераспределение углерода. Выделение промежуточных карбидов.
Мартенсит представляет собой
Отпуск в сталях
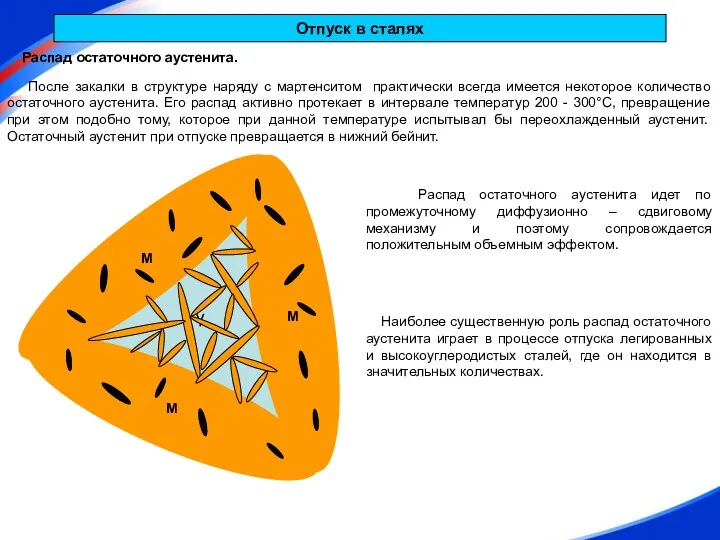
Распад остаточного аустенита.
После закалки в структуре наряду
Отпуск в сталях
Распад остаточного аустенита.
После закалки в структуре наряду
Отпуск в сталях
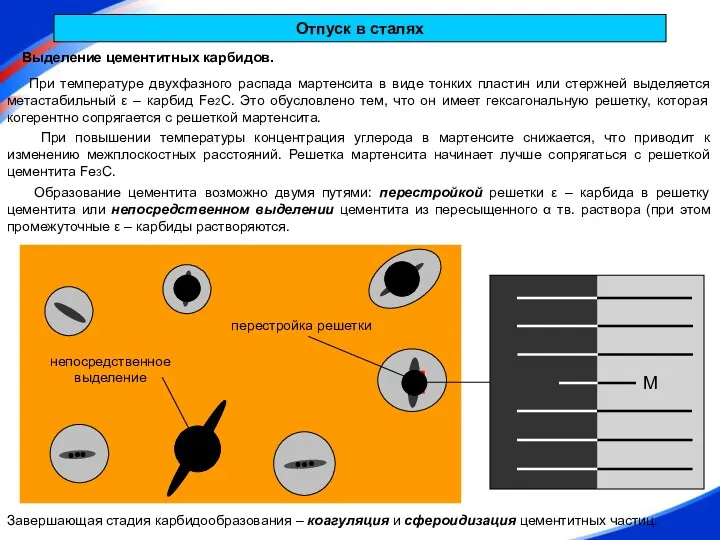
Выделение цементитных карбидов.
При температуре двухфазного распада мартенсита
Отпуск в сталях
Выделение цементитных карбидов.
При температуре двухфазного распада мартенсита

Превращения при отпуске
Условно выделяют четыре превращения при отпуске:
I
II
III
IV
t,°C
I
Превращения при отпуске
Условно выделяют четыре превращения при отпуске:
I
II
III
IV
t,°C
I
Влияние легирующих элементов
1. Распад мартенсита
Легирующие элементы практически не влияют
Влияние легирующих элементов
1. Распад мартенсита
Легирующие элементы практически не влияют
Влияние легирующих элементов
3. Возврат и рекристаллизация α-фазы
Данные процессы обусловлены
Влияние легирующих элементов
3. Возврат и рекристаллизация α-фазы
Данные процессы обусловлены
Влияние легирующих элементов
5. Дисперсионное упрочнение стали
Формирование дисперсной карбидной фазы
Влияние легирующих элементов
5. Дисперсионное упрочнение стали
Формирование дисперсной карбидной фазы
Отпускная хрупкость стали
Явление охрупчивания стали при отпуске.
При отпуске закаленных
Отпускная хрупкость стали
Явление охрупчивания стали при отпуске.
При отпуске закаленных
Отпускная хрупкость стали
Зависимость прочности и ударной вязкости стали 30ХГСНА от температуры
Отпускная хрупкость стали
Зависимость прочности и ударной вязкости стали 30ХГСНА от температуры

Отпускная хрупкость стали
Необратимая отпускная хрупкость.
Отличительной особенностью отпускной хрупкости 1го
Отпускная хрупкость стали
Необратимая отпускная хрупкость.
Отличительной особенностью отпускной хрупкости 1го
Отпускная хрупкость стали
Обратимая отпускная хрупкость.
Обратимая отпускная хрупкость, или хрупкость
Отпускная хрупкость стали
Обратимая отпускная хрупкость.
Обратимая отпускная хрупкость, или хрупкость
 Комплекс подводящих упражнений для освоения техники разных способов лазанья по канату
Комплекс подводящих упражнений для освоения техники разных способов лазанья по канату Мои физминутки
Мои физминутки Особенность анестезиологического пособия в амбулаторных условиях
Особенность анестезиологического пособия в амбулаторных условиях Донбасс – мой родной край. Выдающиеся личности Донбасса
Донбасс – мой родной край. Выдающиеся личности Донбасса Неформальная молодежная группа - байкеры
Неформальная молодежная группа - байкеры Рисуем картину за урок. Часть 1
Рисуем картину за урок. Часть 1 Творческий проект Животный мир родного края, 2 класс
Творческий проект Животный мир родного края, 2 класс Родителям о правилах дорожного движения
Родителям о правилах дорожного движения Алгоритм обследования бесплодной пары
Алгоритм обследования бесплодной пары Времена года. Сезонные изменения в природе
Времена года. Сезонные изменения в природе Презентация
Презентация Освоение нетрадиционных источников получения энергии
Освоение нетрадиционных источников получения энергии Модем, как устройство передачи информации. Подключение и настройка модема
Модем, как устройство передачи информации. Подключение и настройка модема Исследование скважин и пластов
Исследование скважин и пластов Презентация Узнай птицу по описанию
Презентация Узнай птицу по описанию Проект Моя семья создала Никифорова Нина
Проект Моя семья создала Никифорова Нина Игра-презентация Читаем по слогам
Игра-презентация Читаем по слогам Автоматты қайта қосылу
Автоматты қайта қосылу Обобщающий урок по теме Скелет человека 8 класс
Обобщающий урок по теме Скелет человека 8 класс Задачи на дроби
Задачи на дроби Intelligent Tester-II. Руководство пользователя
Intelligent Tester-II. Руководство пользователя Камчатка. 9 класс
Камчатка. 9 класс Внеклассное занятие по нравственному воспитанию школьника. Интеллектуальная игра Дружба начинается с улыбки.
Внеклассное занятие по нравственному воспитанию школьника. Интеллектуальная игра Дружба начинается с улыбки. Устройство кинескопа
Устройство кинескопа Продвижение веб-сайта ФГБВОУ ВО Академия гражданской защиты МЧС России средствами рекламы в сети Интернет
Продвижение веб-сайта ФГБВОУ ВО Академия гражданской защиты МЧС России средствами рекламы в сети Интернет ЕГЭ. Орфография. Задание 14. -н- и -нн- в различных частях речи
ЕГЭ. Орфография. Задание 14. -н- и -нн- в различных частях речи Теоретические основы поиска и разведки нефти и газа
Теоретические основы поиска и разведки нефти и газа Разработка технологии и рецептуры вареных колбасных изделий с использованием композиции из моркови и гречневой муки
Разработка технологии и рецептуры вареных колбасных изделий с использованием композиции из моркови и гречневой муки