- Отрезка. Критерии выбора державок

Содержание
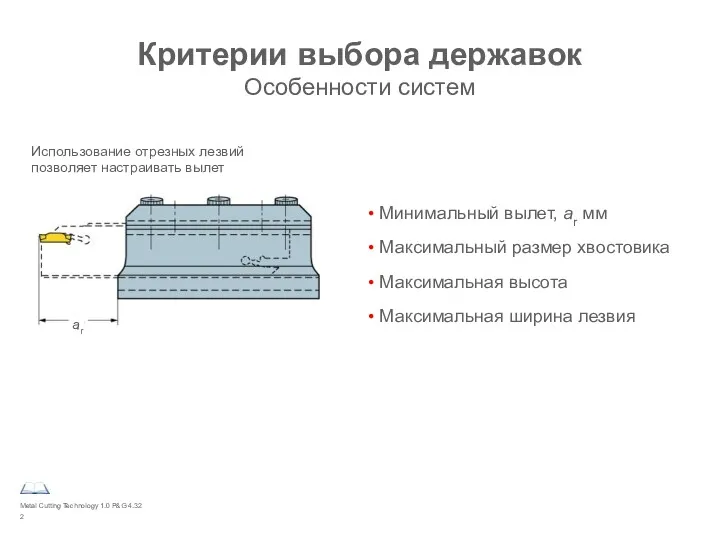
- 2. Metal Cutting Technology 1.0 P&G 4.32 Критерии выбора державок Особенности систем Минимальный вылет, ar мм Максимальный
- 3. Metal Cutting Technology 1.0 P&G 4.32 Пружинное закрепление режущей пластины Особенности/преимущества: Быстая замена пластины Отрезка большого
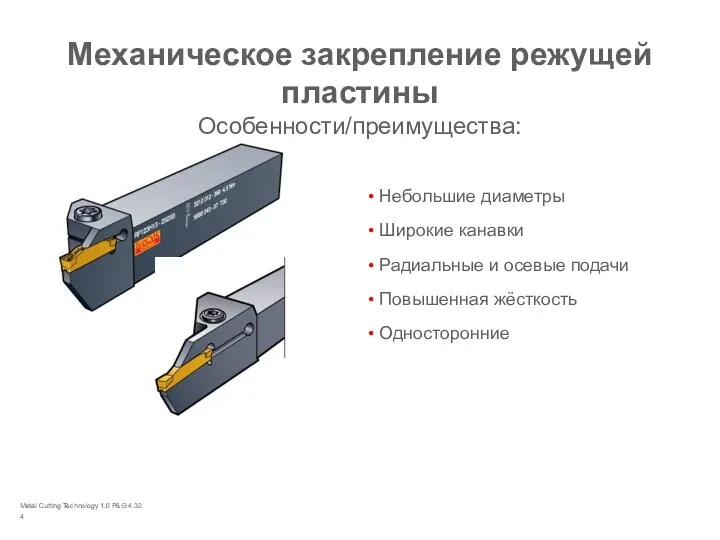
- 4. Metal Cutting Technology 1.0 P&G 4.32 Механическое закрепление режущей пластины Особенности/преимущества: Небольшие диаметры Широкие канавки Радиальные
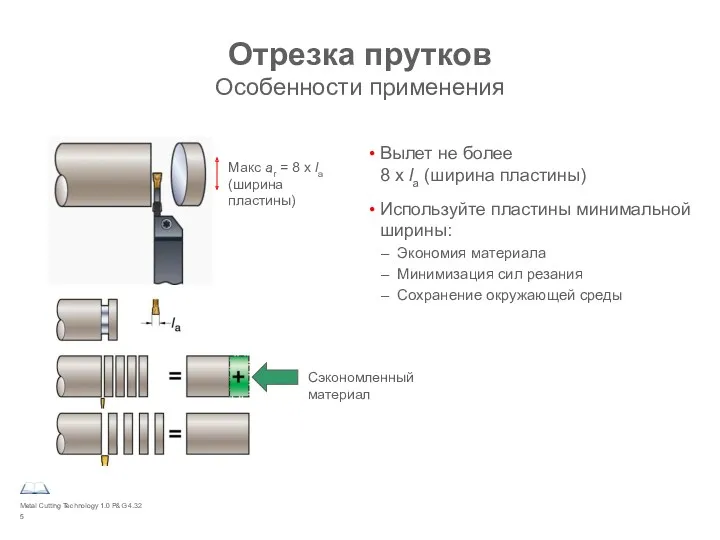
- 5. Metal Cutting Technology 1.0 P&G 4.32 Отрезка прутков Особенности применения Вылет не более 8 x la
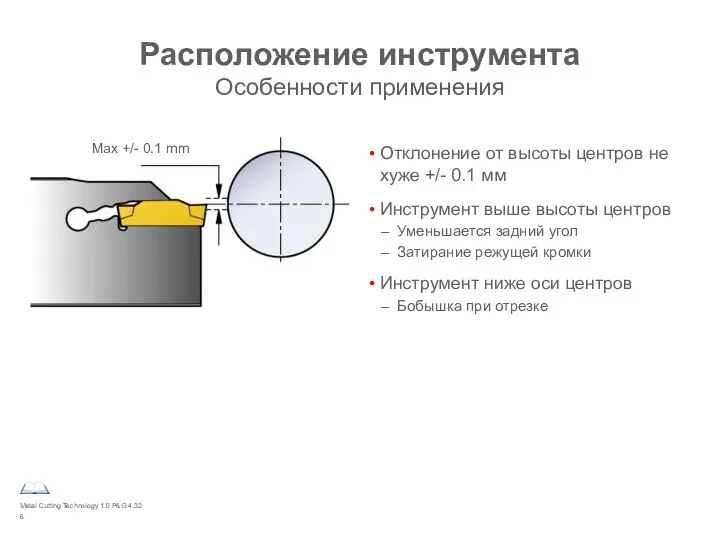
- 6. Metal Cutting Technology 1.0 P&G 4.32 Расположение инструмента Особенности применения Отклонение от высоты центров не хуже
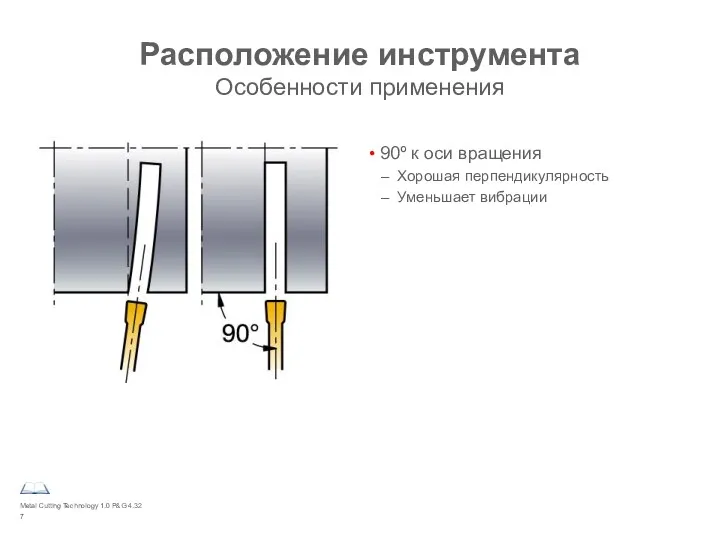
- 7. Metal Cutting Technology 1.0 P&G 4.32 Расположение инструмента Особенности применения 90º к оси вращения Хорошая перпендикулярность
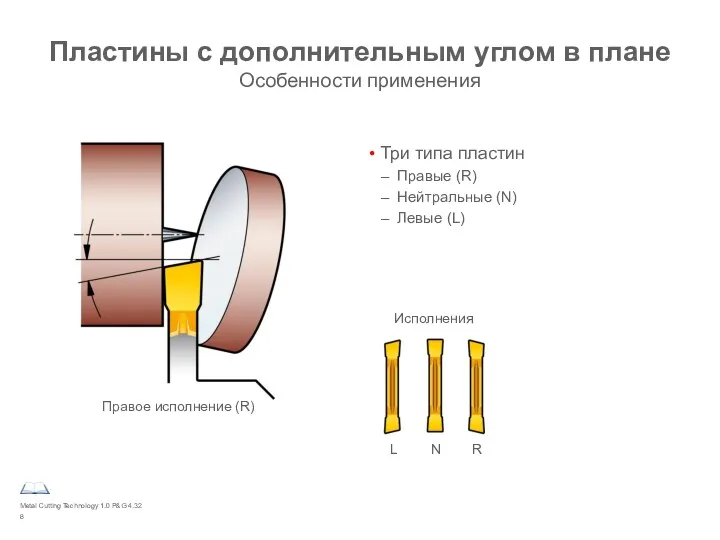
- 8. Metal Cutting Technology 1.0 P&G 4.32 Пластины с дополнительным углом в плане Особенности применения Три типа
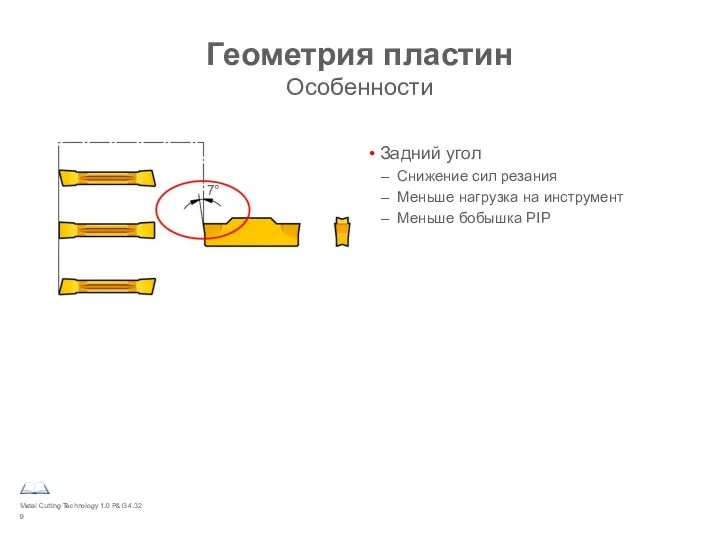
- 9. Metal Cutting Technology 1.0 P&G 4.32 Геометрия пластин Особенности Задний угол Снижение сил резания Меньше нагрузка
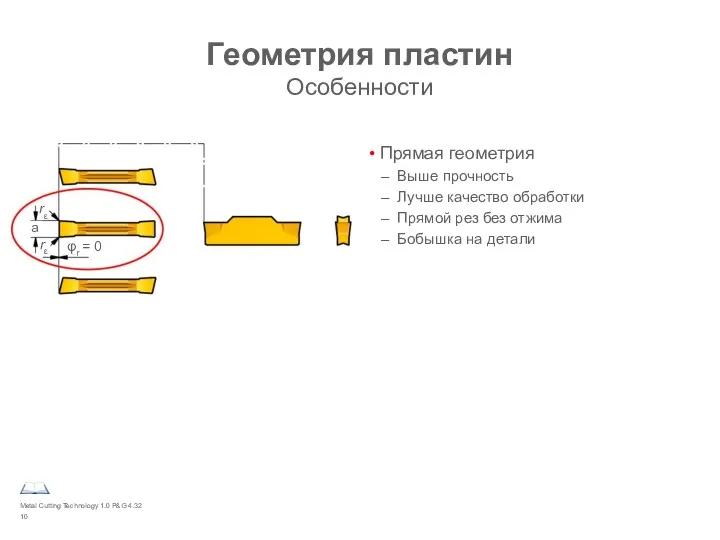
- 10. Metal Cutting Technology 1.0 P&G 4.32 Геометрия пластин Особенности Прямая геометрия Выше прочность Лучше качество обработки
- 11. Metal Cutting Technology 1.0 P&G 4.32 Геометрия пластин Особенности Маленький радиус при вершине Меньше бобышка Лучше
- 12. Metal Cutting Technology 1.0 P&G 4.32 Отрезка труб Особенности Отрезка труб Используйте минимальную ширину пластины для
- 13. Metal Cutting Technology 1.0 P&G 4.32 Практические рекомендации Как применить инструмент Высота центров, ±0.1 мм При
- 15. Скачать презентацию
Metal Cutting Technology 1.0 P&G 4.32
Критерии выбора державок
Особенности систем
Минимальный вылет, ar
Metal Cutting Technology 1.0 P&G 4.32
Критерии выбора державок
Особенности систем
Минимальный вылет, ar

Metal Cutting Technology 1.0 P&G 4.32
Пружинное закрепление режущей пластины
Особенности/преимущества:
Быстая замена пластины
Отрезка
Metal Cutting Technology 1.0 P&G 4.32
Пружинное закрепление режущей пластины
Особенности/преимущества:
Быстая замена пластины
Отрезка
Metal Cutting Technology 1.0 P&G 4.32
Механическое закрепление режущей пластины
Особенности/преимущества:
Небольшие диаметры
Широкие канавки
Радиальные
Metal Cutting Technology 1.0 P&G 4.32
Механическое закрепление режущей пластины
Особенности/преимущества:
Небольшие диаметры
Широкие канавки
Радиальные
Metal Cutting Technology 1.0 P&G 4.32
Отрезка прутков
Особенности применения
Вылет не более
8
Metal Cutting Technology 1.0 P&G 4.32
Отрезка прутков
Особенности применения
Вылет не более 8
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
Отклонение от высоты центров
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
Отклонение от высоты центров
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
90º к оси вращения
Хорошая
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
90º к оси вращения
Хорошая
Metal Cutting Technology 1.0 P&G 4.32
Пластины с дополнительным углом в плане
Особенности
Metal Cutting Technology 1.0 P&G 4.32
Пластины с дополнительным углом в плане Особенности
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Задний угол
Снижение сил резания
Меньше нагрузка
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Задний угол
Снижение сил резания
Меньше нагрузка
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Прямая геометрия
Выше прочность
Лучше качество обработки
Прямой
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Прямая геометрия
Выше прочность
Лучше качество обработки
Прямой
Metal Cutting Technology 1.0 P&G 4.32
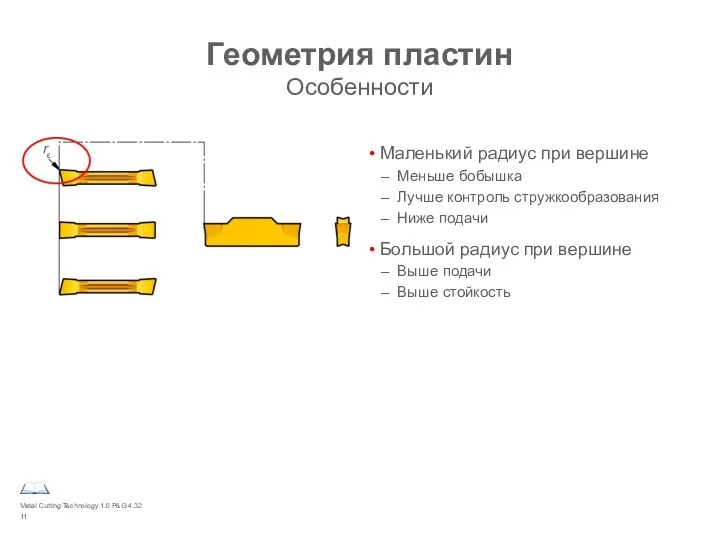
Геометрия пластин
Особенности
Маленький радиус при вершине
Меньше бобышка
Лучше
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Маленький радиус при вершине
Меньше бобышка
Лучше

Metal Cutting Technology 1.0 P&G 4.32
Отрезка труб
Особенности
Отрезка труб
Используйте минимальную ширину пластины
Metal Cutting Technology 1.0 P&G 4.32
Отрезка труб
Особенности
Отрезка труб
Используйте минимальную ширину пластины
Metal Cutting Technology 1.0 P&G 4.32
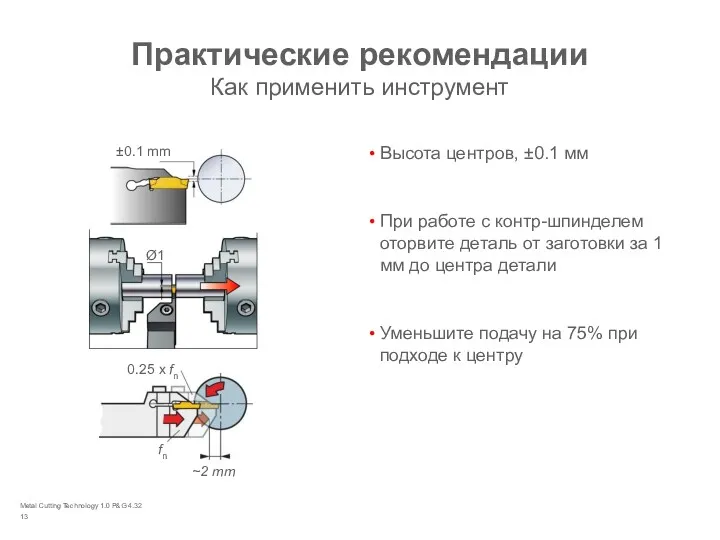
Практические рекомендации
Как применить инструмент
Высота центров, ±0.1
Metal Cutting Technology 1.0 P&G 4.32
Практические рекомендации
Как применить инструмент
Высота центров, ±0.1
 Весна, паводок
Весна, паводок Женщины-космонавты России
Женщины-космонавты России Анкета. Колледж
Анкета. Колледж к 100 летию экспедиции Седого
к 100 летию экспедиции Седого Выступление на РМО по теме Агрессия в школе- презентация.
Выступление на РМО по теме Агрессия в школе- презентация. Сущность и содержание финансов предприятия
Сущность и содержание финансов предприятия Игра-тренажер по математике В школе у Мальвины для детей 4-7 лет
Игра-тренажер по математике В школе у Мальвины для детей 4-7 лет Беседа с родителями на темуСтили и методы семейного воспитания
Беседа с родителями на темуСтили и методы семейного воспитания Основы термической и химико-термической обработки металлов и сплавов. Лекция 3 материаловедение
Основы термической и химико-термической обработки металлов и сплавов. Лекция 3 материаловедение Острое повреждение почек при массивной кровопотере
Острое повреждение почек при массивной кровопотере Презентация Влияние пищевых добавок
Презентация Влияние пищевых добавок Неотложная помощь
Неотложная помощь Обязательные предварительные и периодические медицинские осмотры по приказу Минздравсоцразвития РФ
Обязательные предварительные и периодические медицинские осмотры по приказу Минздравсоцразвития РФ Патопсихологический подход к исследованию нарушений психической деятельности и личности при психических расстройствах
Патопсихологический подход к исследованию нарушений психической деятельности и личности при психических расстройствах Презентация фотоотчета о Дне Матери
Презентация фотоотчета о Дне Матери Экономическая теория. Лекция 6. Эластичность спроса и предложения
Экономическая теория. Лекция 6. Эластичность спроса и предложения Безработица. Причины безработицы
Безработица. Причины безработицы Явления, происходящие с телами
Явления, происходящие с телами Розвиток освіти і педагогічної думки в епоху українського відродження
Розвиток освіти і педагогічної думки в епоху українського відродження Методический кабинет Диск
Методический кабинет Диск Боги Древней Греции. Викторина
Боги Древней Греции. Викторина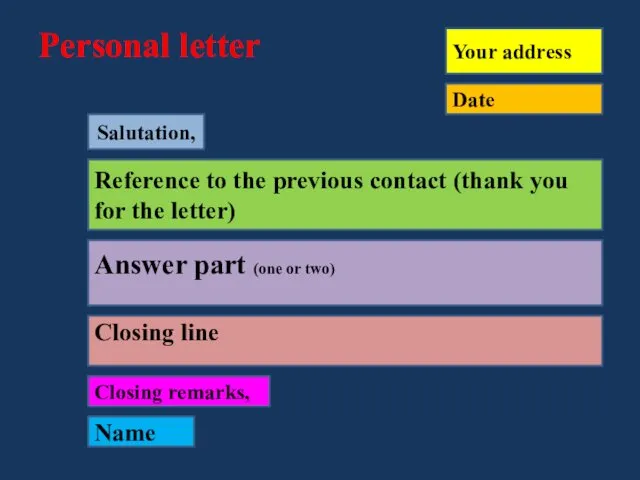 Personal letter
Personal letter Презентация к уроку технологии Город мастеров 3 класс
Презентация к уроку технологии Город мастеров 3 класс Spotlight 8. Module 2. Слова по теме еда
Spotlight 8. Module 2. Слова по теме еда Великдень або Пасха. Христове Воскресіння
Великдень або Пасха. Христове Воскресіння Источники права. Что такое источники права
Источники права. Что такое источники права позновательно-информационный проект У Копатыча в гостях
позновательно-информационный проект У Копатыча в гостях Маршрутная сеть Новокузнецкого городского округа (ПРОЕКТ)
Маршрутная сеть Новокузнецкого городского округа (ПРОЕКТ)