Правила подготовки изделий под сварку. Очистка поверхностей металла металлической щеткой, напильником, зубилом презентация
- Правила подготовки изделий под сварку. Очистка поверхностей металла металлической щеткой, напильником, зубилом

Содержание
- 2. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ.
- 3. Подготовка поверхности металла под сварку. Подготовительные операции под сварку включают резку, правку, очистку, разметку и сборку.
- 4. Резка Резка на механических станках более производительна и обладает высоким качеством реза. Для механической прямолинейной резки
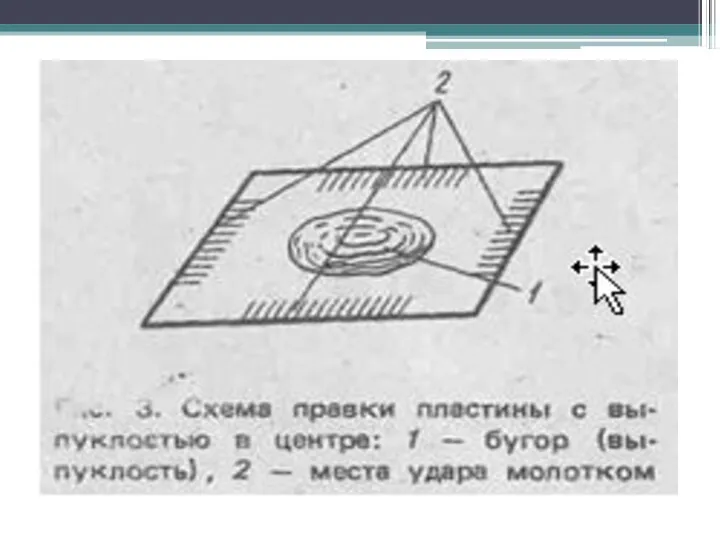
- 5. Правка металла Правку металла выполняют на станках или вручную. Листовой и полосовый металл правят на различных
- 6. Правка металла.
- 7. Вальцы Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки кромок заготовок, гибки
- 8. Вальцы Листо-правильные вальцы листового проката
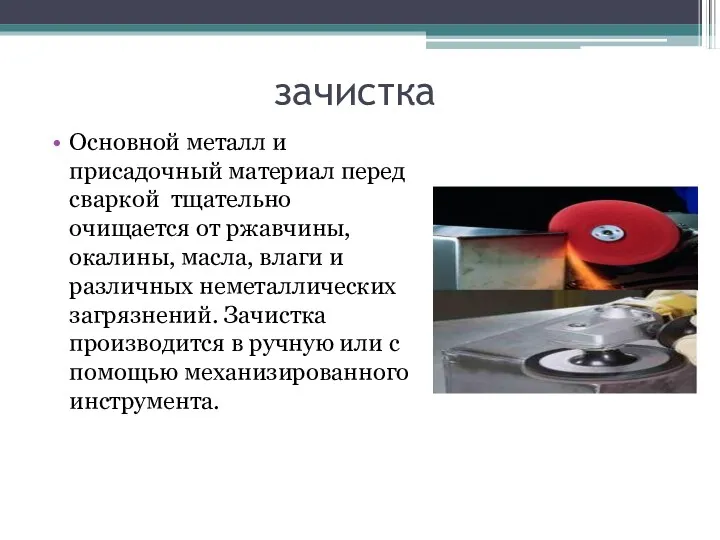
- 9. зачистка Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины, масла, влаги и
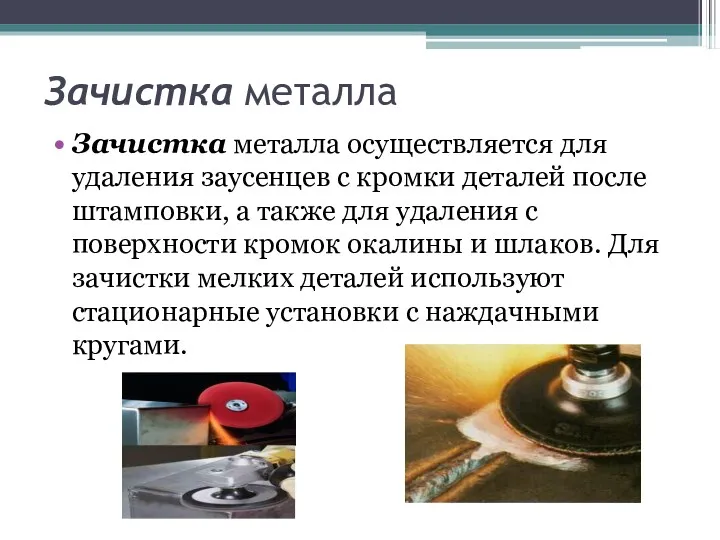
- 10. Зачистка металла Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки, а также для
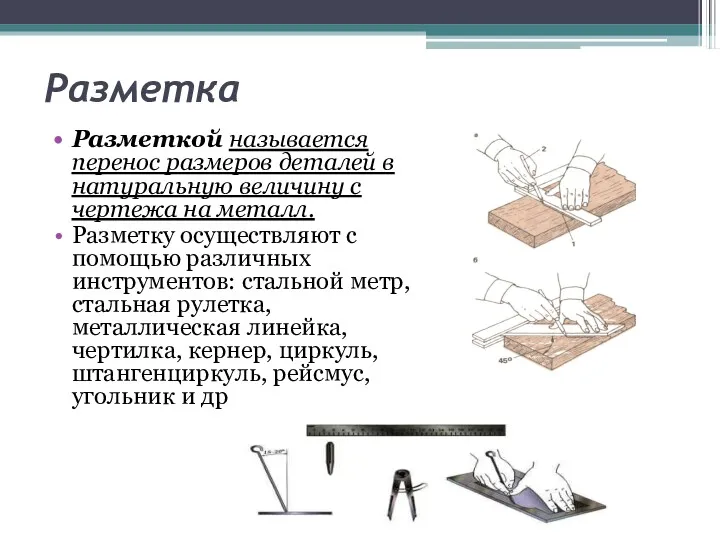
- 11. Разметка Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл. Разметку осуществляют с
- 12. Гибка деталей Гибка деталей и заготовок производится на металлогибочных вальцах, как правило, для изготовления различных емкостей
- 13. Сборка изделий под сварку. Трудоемкость сборки изделий под сварку достигает 30% общей трудоёмкости изготовления. Поэтому для
- 14. Требования к сборочно-сварочным приспособлениям. Они должны : -обеспечить доступность мест установок деталей, рукояток фиксирующих и зажимных
- 15. Обеспечить наивыгоднейший порядок сборки и сварки; Обеспечить безопасность сборочных и сварочных работ.
- 16. Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и сварки различных изделий. Они
- 17. Проверка качества сборки. Проверку качества сборки удобно производить специальными шаблонами и щупами
- 18. прихватки Собранные детали и узлы соединяют сначала прихватками. Сварочными прихватками называются короткие швы с поперечным сечением
- 20. Скачать презентацию
ПОДГОТОВКА МЕТАЛЛА
ПОД СВАРКУ
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ.
ПОДГОТОВКА МЕТАЛЛА
ПОД СВАРКУ
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ.
Подготовка поверхности металла под сварку.
Подготовительные операции под сварку включают резку, правку,
Подготовка поверхности металла под сварку.
Подготовительные операции под сварку включают резку, правку,
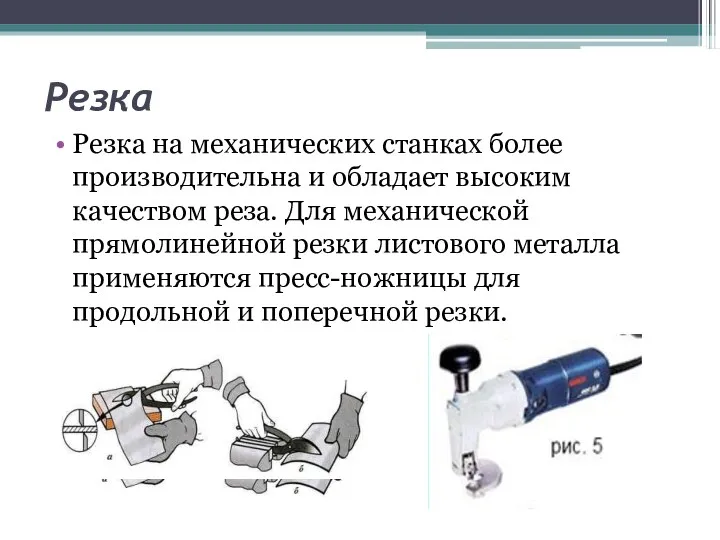
Резка
Резка на механических станках более производительна и обладает высоким качеством реза.
Резка
Резка на механических станках более производительна и обладает высоким качеством реза.
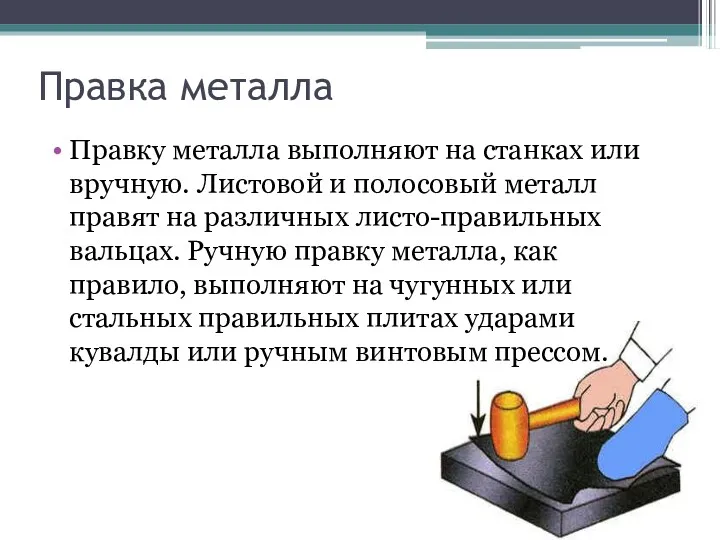
Правка металла
Правку металла выполняют на станках или вручную. Листовой и полосовый
Правка металла
Правку металла выполняют на станках или вручную. Листовой и полосовый
Правка металла.
Правка металла.

Вальцы
Вальцы гибочные используются для качественной гибки различных форм из листового проката,
Вальцы
Вальцы гибочные используются для качественной гибки различных форм из листового проката,

Вальцы
Листо-правильные вальцы листового проката
Вальцы
Листо-правильные вальцы листового проката
зачистка
Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины,
зачистка
Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины,
Зачистка металла
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после
Зачистка металла
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после
Разметка
Разметкой называется перенос размеров деталей в натуральную величину с чертежа на
Разметка
Разметкой называется перенос размеров деталей в натуральную величину с чертежа на
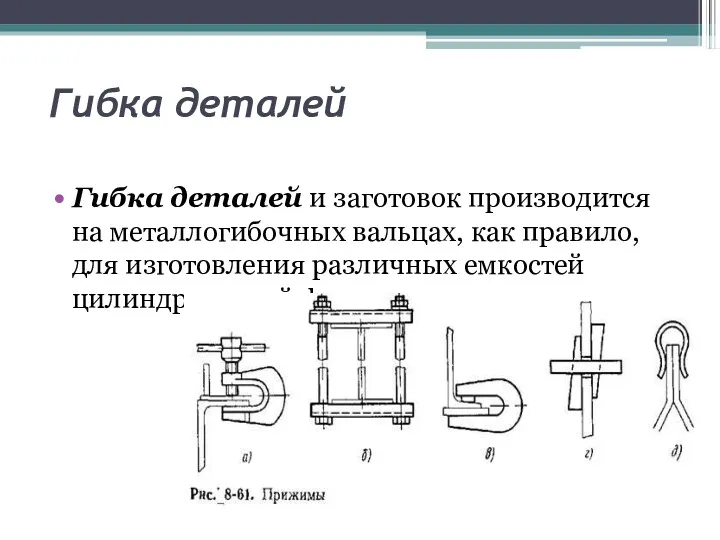
Гибка деталей
Гибка деталей и заготовок производится на металлогибочных вальцах, как правило,
Гибка деталей
Гибка деталей и заготовок производится на металлогибочных вальцах, как правило,
Сборка изделий под сварку.
Трудоемкость сборки изделий под сварку достигает 30% общей
Сборка изделий под сварку.
Трудоемкость сборки изделий под сварку достигает 30% общей
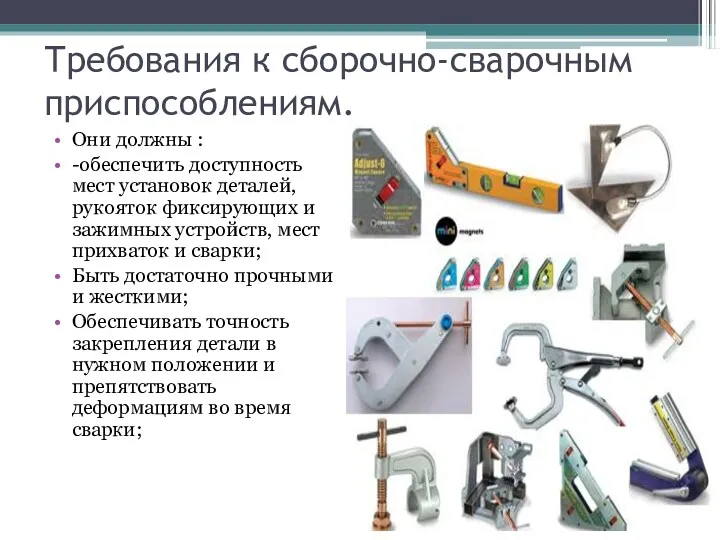
Требования к сборочно-сварочным приспособлениям.
Они должны :
-обеспечить доступность мест установок деталей, рукояток
Требования к сборочно-сварочным приспособлениям.
Они должны :
-обеспечить доступность мест установок деталей, рукояток

Обеспечить наивыгоднейший порядок сборки и сварки;
Обеспечить безопасность сборочных и сварочных работ.
Обеспечить наивыгоднейший порядок сборки и сварки;
Обеспечить безопасность сборочных и сварочных работ.

Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки
Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки
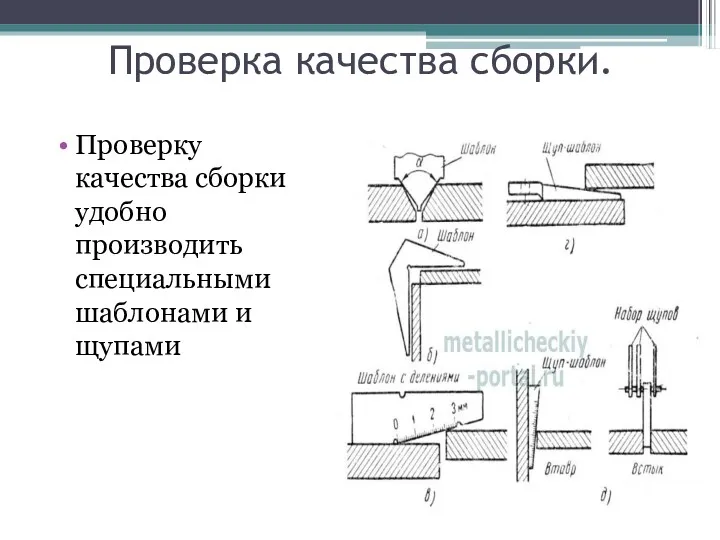
Проверка качества сборки.
Проверку качества сборки удобно производить специальными шаблонами и щупами
Проверка качества сборки.
Проверку качества сборки удобно производить специальными шаблонами и щупами
прихватки
Собранные детали и узлы соединяют сначала прихватками.
Сварочными прихватками называются короткие швы
прихватки
Собранные детали и узлы соединяют сначала прихватками.
Сварочными прихватками называются короткие швы
 Покровы тела
Покровы тела Двойственные изображения
Двойственные изображения Интеллектуальный марафон - 18 (2 класс)
Интеллектуальный марафон - 18 (2 класс) Основные термины и определения. Развитие ЦЭВМ и МП. (Лекция 1)
Основные термины и определения. Развитие ЦЭВМ и МП. (Лекция 1) Презентация к уроку географии 6 класс ФГОС. Рельеф суши. Горы.
Презентация к уроку географии 6 класс ФГОС. Рельеф суши. Горы. 50 лет в космосе Диск
50 лет в космосе Диск творчество на уроках географии
творчество на уроках географии Пасхальный сувенир Радость в дом
Пасхальный сувенир Радость в дом Человек и космос
Человек и космос Алгоритм и его формальное исполнение. 9 класс
Алгоритм и его формальное исполнение. 9 класс Технологические основы управления судном
Технологические основы управления судном Основы пластической анатомии человека
Основы пластической анатомии человека Аппликация из кругов
Аппликация из кругов Вычитание из чисел 6и7. Закрепление изученных приёмов
Вычитание из чисел 6и7. Закрепление изученных приёмов Неуправляемые выпрямители
Неуправляемые выпрямители Компания Сибирское здоровье. Продукт для профилактики хронических дегенеративных поражений суставов
Компания Сибирское здоровье. Продукт для профилактики хронических дегенеративных поражений суставов Вирус
Вирус Курсовая работа здание спортивного комплекса
Курсовая работа здание спортивного комплекса Устройства внутренней памяти компьютера
Устройства внутренней памяти компьютера Философские проблемы современного образования ( психолого-педагогические аспекты)
Философские проблемы современного образования ( психолого-педагогические аспекты) Презентация Методы и приемы формирования положительного отношения к взрослым у детей раннего возраста
Презентация Методы и приемы формирования положительного отношения к взрослым у детей раннего возраста Презентация по теме: Физические и химические свойства железа
Презентация по теме: Физические и химические свойства железа Живопись и скульптура Россия, 18 век
Живопись и скульптура Россия, 18 век Актуальность формирования речевой культуры. Проблемы формирования культуры речи обучающихся
Актуальность формирования речевой культуры. Проблемы формирования культуры речи обучающихся Проектирование технологических процессов ремонта деталей
Проектирование технологических процессов ремонта деталей Профессия моей мечты
Профессия моей мечты 5 класс Классный час Поговорим о дружбе
5 класс Классный час Поговорим о дружбе Мотив. Мы помогаем людям быть всегда на связи!
Мотив. Мы помогаем людям быть всегда на связи!