- Предприятие, производящее межкомнатные шпонированные двери

Содержание
- 2. Сырье для изготовления межкомнатных дверей В производстве межкомнатных деревянных дверей можно использовать готовые материалы: мебельный щит,
- 3. Технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном 1. Древесина (бревена) распиливается на
- 4. 4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине в мебельный щит. Прочность дверного
- 5. 7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в запарной камере в течение 3-х
- 6. 10. Для придания двери особой износоустойчивости, используют три слоя шпона (в эконом варианте – заменяют на
- 7. 12. Следом происходит замер длины/ширины изделия. Дверь отправляется на станок, который снимает фаску и обрезает края
- 8. Цепочка создания ценности производства изделий из древесины
- 9. Произ-водство и контроль готовой продукции Разработка и соверш. новых продуктов Продвижение и продажи Дос-тавка и уста-новка
- 10. Генеральный директор Зам директора по производству Специалист по кадрам Зам директора по экономике и финансам Главный
- 13. Скачать презентацию
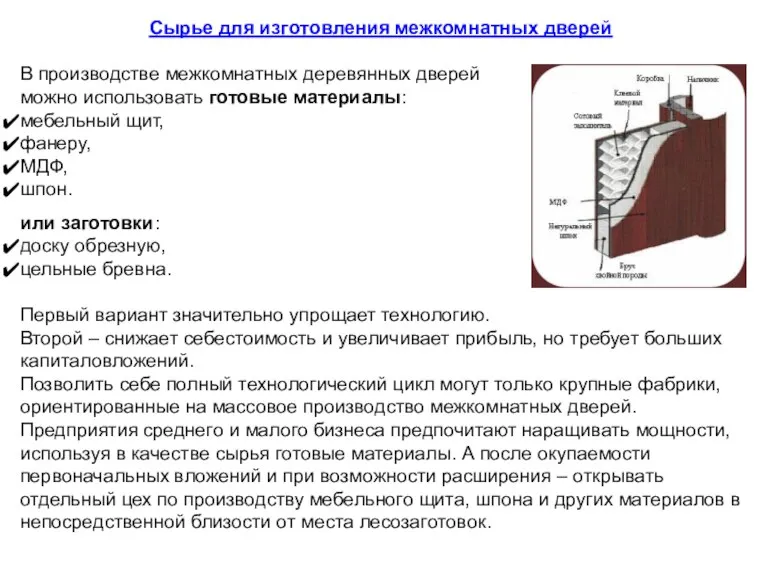
Сырье для изготовления межкомнатных дверей
В производстве межкомнатных деревянных дверей
можно использовать
Сырье для изготовления межкомнатных дверей
В производстве межкомнатных деревянных дверей
можно использовать
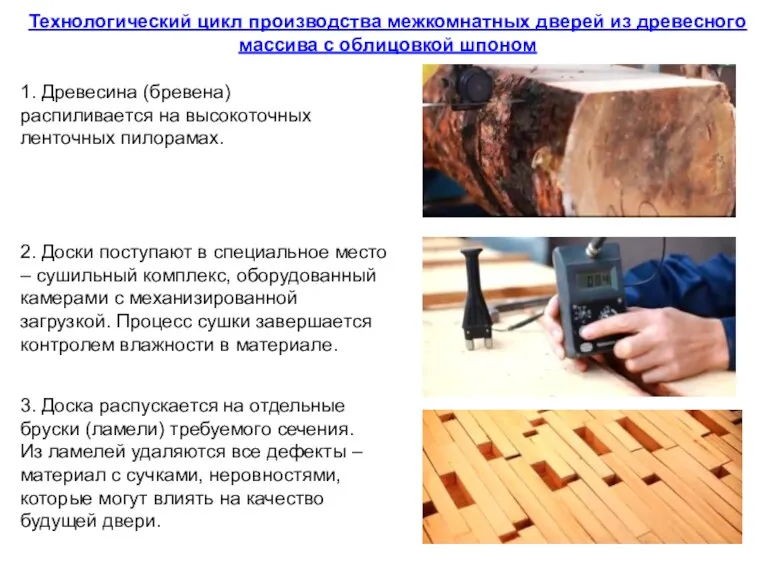
Технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном
1.
Технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном
1.
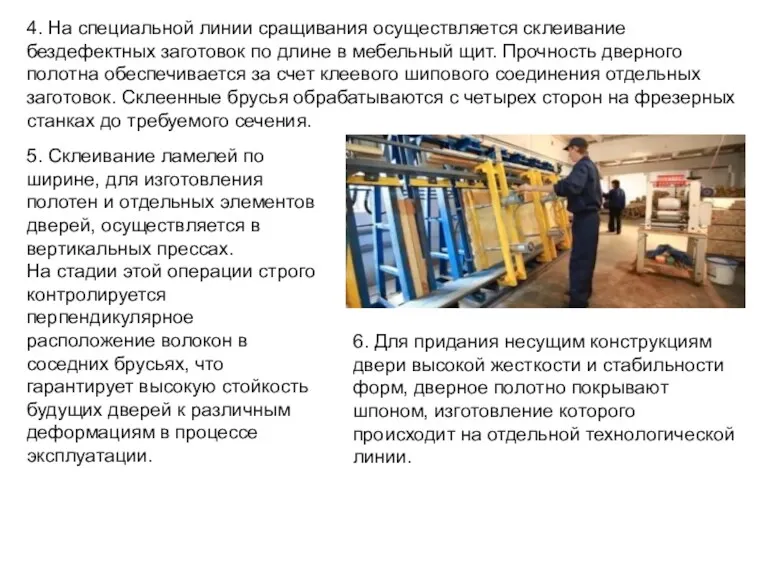
4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине
4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине
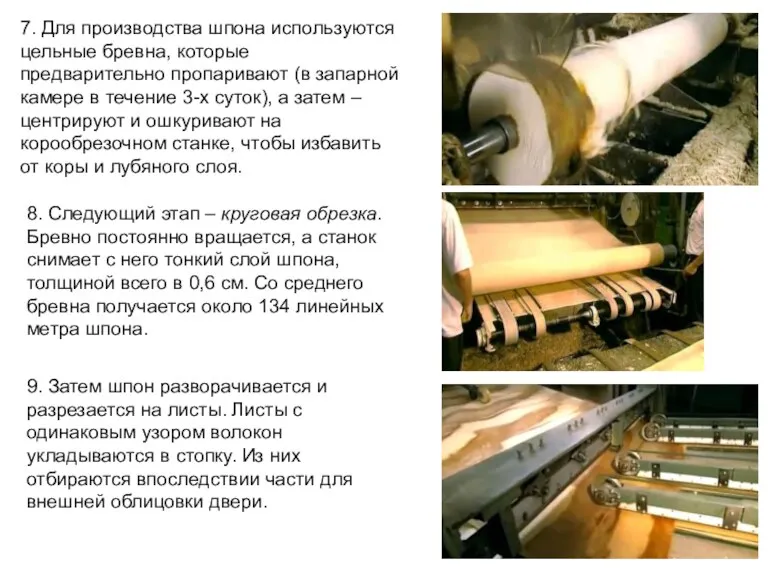
7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в
7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в
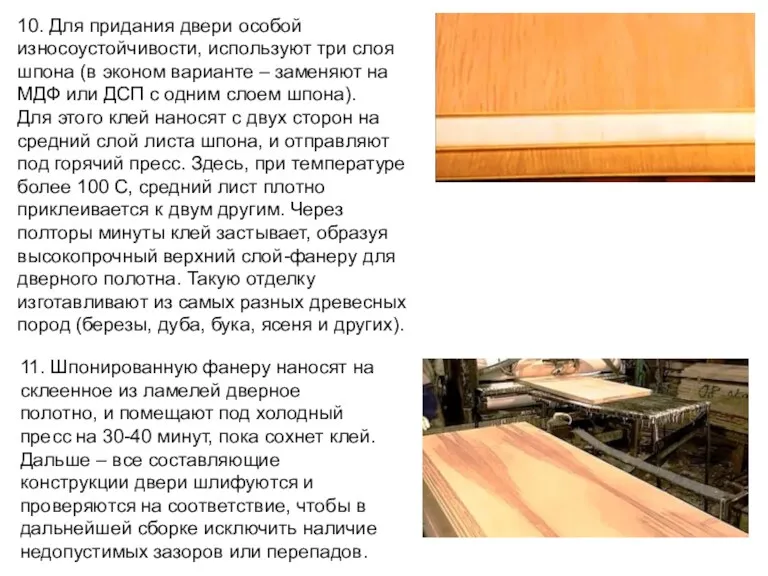
10. Для придания двери особой износоустойчивости, используют три слоя шпона (в
10. Для придания двери особой износоустойчивости, используют три слоя шпона (в

12. Следом происходит замер длины/ширины изделия.
Дверь отправляется на станок, который снимает
12. Следом происходит замер длины/ширины изделия.
Дверь отправляется на станок, который снимает

Цепочка создания ценности производства изделий из древесины
Цепочка создания ценности производства изделий из древесины
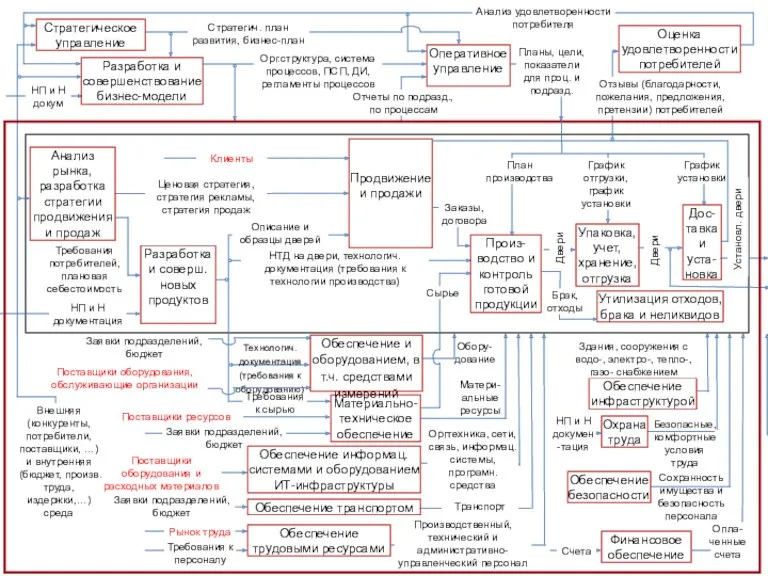
Произ-водство и контроль готовой продукции
Разработка и соверш. новых продуктов
Продвижение и продажи
Дос-тавка
Произ-водство и контроль готовой продукции
Разработка и соверш. новых продуктов
Продвижение и продажи
Дос-тавка
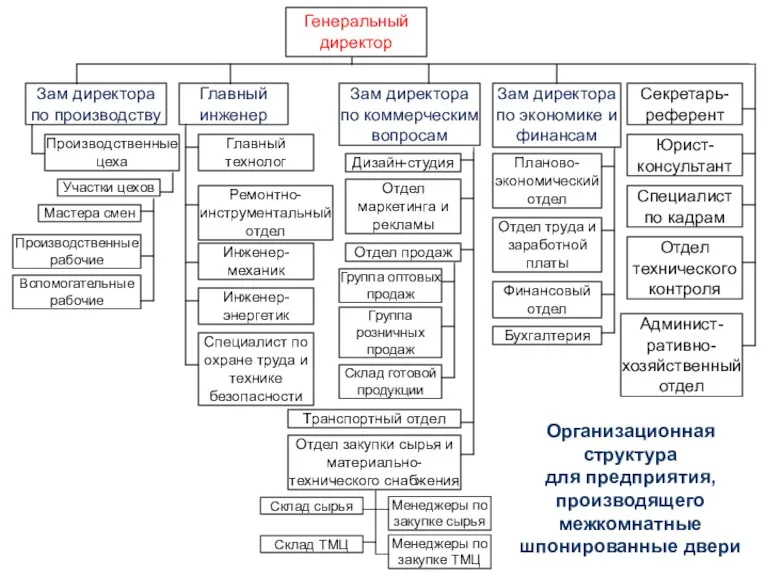
Генеральный директор
Зам директора по производству
Специалист по кадрам
Зам директора по экономике и
Генеральный директор
Зам директора по производству
Специалист по кадрам
Зам директора по экономике и
 Инструкция для участника итогового сочинения
Инструкция для участника итогового сочинения Ремонт зубчатых колес коробки подач токарных станков
Ремонт зубчатых колес коробки подач токарных станков Визитка группы раннего возраста Ладушки
Визитка группы раннего возраста Ладушки Лето, Лето к нам пришло! Средняя группа Ласточка
Лето, Лето к нам пришло! Средняя группа Ласточка Основы рекреологии
Основы рекреологии Типы химических реакций
Типы химических реакций Бытие 1-2. Сотворение и его значение
Бытие 1-2. Сотворение и его значение Обмен веществ
Обмен веществ Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО
Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО Знакомство с жителями Страны Чувств
Знакомство с жителями Страны Чувств Взаимодействие токов. Магнитное поле. Вектор магнитной индукции. Линии магнитной индукции
Взаимодействие токов. Магнитное поле. Вектор магнитной индукции. Линии магнитной индукции Знакомый и незнакомый картофель
Знакомый и незнакомый картофель Обыкновенные дроби
Обыкновенные дроби Совместная деятельность
Совместная деятельность Презентация Руссая народная кукла. Домашние обрядовые куклы
Презентация Руссая народная кукла. Домашние обрядовые куклы Презентация к внеклассному мероприятию Изготовление поделки РАДУГА
Презентация к внеклассному мероприятию Изготовление поделки РАДУГА Аппаратное обеспечение компьютера
Аппаратное обеспечение компьютера Права ребёнка. Презентация.
Права ребёнка. Презентация. Оперативная память
Оперативная память Россия советская и постсоветская 1953 – 2008 гг
Россия советская и постсоветская 1953 – 2008 гг Донецко-Криворожская республика. Артем(Ф.А.Сергеев)
Донецко-Криворожская республика. Артем(Ф.А.Сергеев) Аналоговый датчик линии
Аналоговый датчик линии Я Научу Тебя Творить
Я Научу Тебя Творить Собака - лучший друг человека!
Собака - лучший друг человека! Формы взаимодействия психолога с коллективом
Формы взаимодействия психолога с коллективом Безопасность, гигиена, эргономика, ресурсосбережение. Эксплуатационные требования к компьютерному рабочему месту
Безопасность, гигиена, эргономика, ресурсосбережение. Эксплуатационные требования к компьютерному рабочему месту Игра - путешествие
Игра - путешествие Правовой режим земель населенных пунктов
Правовой режим земель населенных пунктов