- Предварительно-напряженные листовые металлические конструкции

Содержание
- 2. Листовые металлические конструкции Общая характеристика металлических листовых конструкций Листовые конструкции представляют собой емкостные конструкции, состоящие из
- 3. Металлические листовые конструкции: Резервуары для хранения жидкостей; Газгольдеры для хранения газов; Бункера и силосы для хранения
- 4. Наземные резервуары для хранения жидкостей
- 5. Газгольдеры для хранения газов
- 6. Силос для хранения зерна
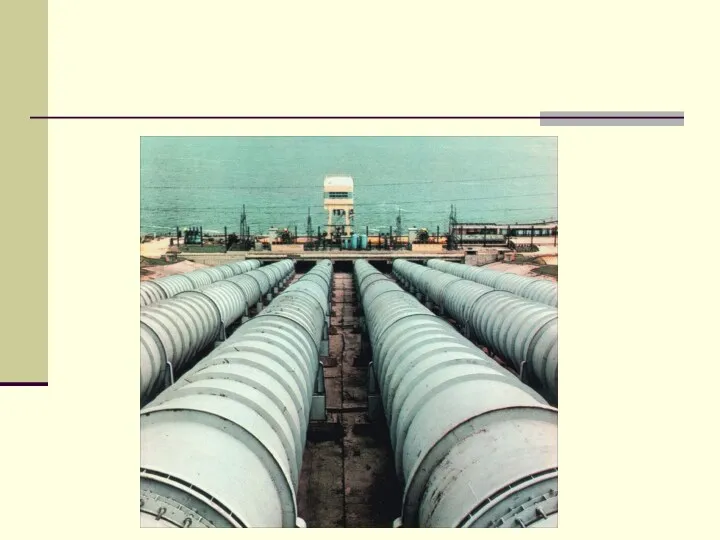
- 7. Трубопроводы большого диаметра
- 9. Вентиляционная труба
- 10. Барабанная вращающаяся печь для обжига керамзита
- 12. Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями Швы листовых конструкций должны: удовлетворять требованиям
- 13. Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций. Условия работы листовых конструкций весьма разнообразны: они
- 14. При изготовлении листовых конструкций применяются операции, не требующиеся при производстве обычных металлоконструкций: фасонный раскрой листового проката,
- 15. Металлические предварительно напряженные конструкции – это такие конструкции, в которых искусственным путем в период изготовления или
- 16. Предварительное напряжение листовых конструкций предварительное напряжение создается при помощи обмотки их высокопрочной проволокой или лентой с
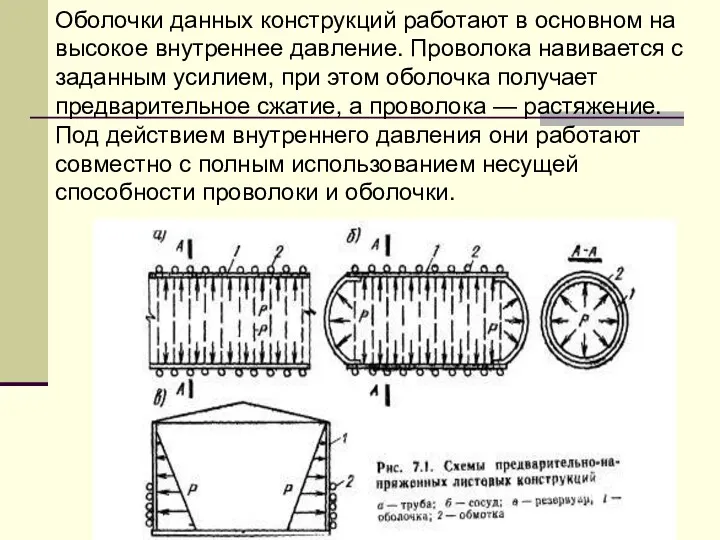
- 17. Оболочки данных конструкций работают в основном на высокое внутреннее давление. Проволока навивается с заданным усилием, при
- 18. В качестве обмотки могут применяться: Высокопрочная стальная проволока Высокопрочная стальная лента Стеклонити в один или несколько
- 19. Навивка проволоки Навивка проволоки производится тремя способами: Способ кольцевой навивки Способ спиральной навивки Навивка лентой С
- 20. Спиральная навивка При навивке напряженной арматуры по спирали уменьшаются не только кольцевые, но и продольные напряжения
- 21. Спиральная навивка
- 22. Кольцевая навивка Технологически наиболее прост способ кольцевой навивки, когда витки укладываются вплотную один к другому или
- 23. Кольцевая навивка
- 24. Навивка лентой Еще один вариант кольцевой навивки – многослойная обмотка тонкостенного сосуда профилированной высокопрочной лента. Специальный
- 26. Скачать презентацию
Листовые металлические конструкции
Общая характеристика металлических листовых конструкций
Листовые конструкции представляют собой емкостные
Листовые металлические конструкции
Общая характеристика металлических листовых конструкций
Листовые конструкции представляют собой емкостные
Металлические листовые конструкции:
Резервуары для хранения жидкостей;
Газгольдеры для хранения газов;
Бункера и силосы
Металлические листовые конструкции:
Резервуары для хранения жидкостей;
Газгольдеры для хранения газов;
Бункера и силосы

Наземные резервуары для хранения жидкостей
Наземные резервуары для хранения жидкостей
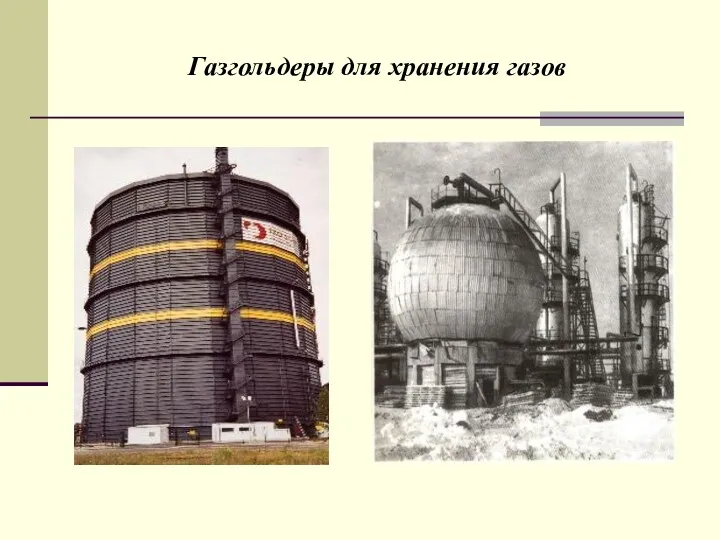
Газгольдеры для хранения газов
Газгольдеры для хранения газов
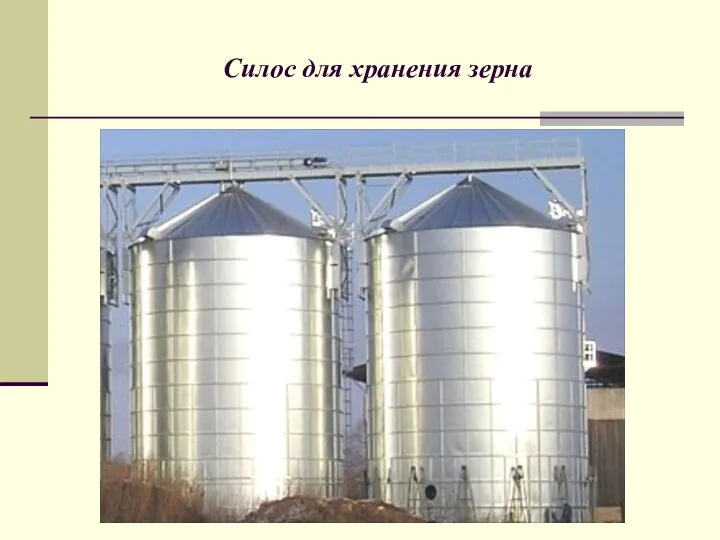
Силос для хранения зерна
Силос для хранения зерна

Трубопроводы большого диаметра
Трубопроводы большого диаметра
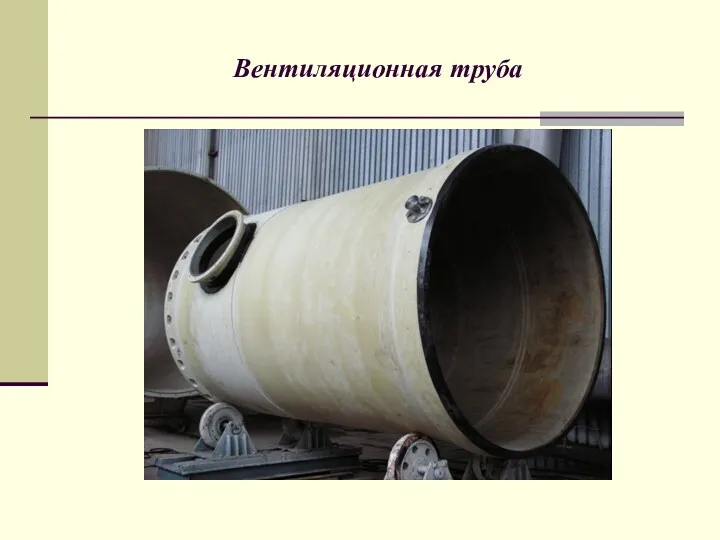
Вентиляционная труба
Вентиляционная труба

Барабанная вращающаяся печь для обжига керамзита
Барабанная вращающаяся печь для обжига керамзита

Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями
Швы
Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями
Швы
Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций.
Условия работы листовых
Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций.
Условия работы листовых
При изготовлении листовых конструкций применяются операции, не требующиеся при производстве обычных
При изготовлении листовых конструкций применяются операции, не требующиеся при производстве обычных
Металлические предварительно напряженные конструкции – это такие конструкции, в которых искусственным
Металлические предварительно напряженные конструкции – это такие конструкции, в которых искусственным
Предварительное напряжение листовых конструкций
предварительное напряжение создается при помощи обмотки их высокопрочной
Предварительное напряжение листовых конструкций
предварительное напряжение создается при помощи обмотки их высокопрочной
Оболочки данных конструкций работают в основном на высокое внутреннее давление. Проволока
Оболочки данных конструкций работают в основном на высокое внутреннее давление. Проволока
В качестве обмотки могут применяться:
Высокопрочная стальная проволока
Высокопрочная стальная лента
Стеклонити в один
В качестве обмотки могут применяться:
Высокопрочная стальная проволока
Высокопрочная стальная лента
Стеклонити в один
Навивка проволоки
Навивка проволоки производится тремя способами:
Способ кольцевой навивки
Способ спиральной навивки
Навивка лентой
С
Навивка проволоки
Навивка проволоки производится тремя способами:
Способ кольцевой навивки
Способ спиральной навивки
Навивка лентой
С
Спиральная навивка
При навивке напряженной арматуры по спирали уменьшаются не только кольцевые,
Спиральная навивка
При навивке напряженной арматуры по спирали уменьшаются не только кольцевые,
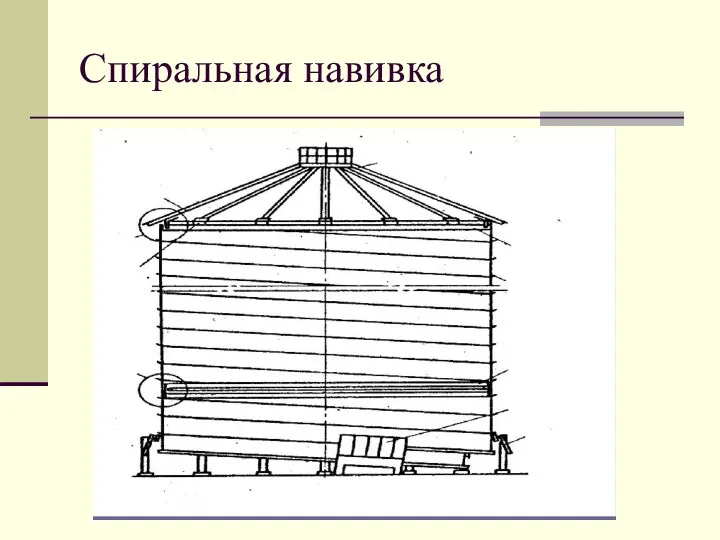
Спиральная навивка
Спиральная навивка
Кольцевая навивка
Технологически наиболее прост способ кольцевой навивки, когда витки укладываются вплотную
Кольцевая навивка
Технологически наиболее прост способ кольцевой навивки, когда витки укладываются вплотную

Кольцевая навивка
Кольцевая навивка
Навивка лентой
Еще один вариант кольцевой навивки – многослойная обмотка тонкостенного сосуда
Навивка лентой
Еще один вариант кольцевой навивки – многослойная обмотка тонкостенного сосуда
 Распространение шума в зданиях
Распространение шума в зданиях Экономическое учение Карла Маркса
Экономическое учение Карла Маркса Дружба крепкая не сломается...
Дружба крепкая не сломается... Правоохранительные органы
Правоохранительные органы Классный час Международный день толерантности
Классный час Международный день толерантности Язык JavaScript, введение
Язык JavaScript, введение Понятия религии и религиозности. Религия как социальный институт и тип мировоззрения. Структура, функции религии
Понятия религии и религиозности. Религия как социальный институт и тип мировоззрения. Структура, функции религии Формирование грамматически правильной речи. Дидактическая игра Чудесный мешочек
Формирование грамматически правильной речи. Дидактическая игра Чудесный мешочек музыка в кино
музыка в кино Проект Моя семья
Проект Моя семья Единый государственный экзамен по обществознанию
Единый государственный экзамен по обществознанию День Государственного флага Российской Федерации
День Государственного флага Российской Федерации Общение в жизни ребенка
Общение в жизни ребенка Викторина по математике
Викторина по математике Значение дидактических игр в развитие детей раннего возраста
Значение дидактических игр в развитие детей раннего возраста ВОЗ
ВОЗ Часть речи глагол. Повторение
Часть речи глагол. Повторение Женский костюм в стиле барокко
Женский костюм в стиле барокко Информация. Измерение информации
Информация. Измерение информации Шаблоны презентаций Краска
Шаблоны презентаций Краска Презентация к классному часу Время сеять добро. Крещение
Презентация к классному часу Время сеять добро. Крещение Презентация: Небо Покрышкина или хроника одного истребителя Диск
Презентация: Небо Покрышкина или хроника одного истребителя Диск 50
50 География транспорта мира
География транспорта мира Храмы Петербурга Диск
Храмы Петербурга Диск Методы обработки фасонных поверхностей
Методы обработки фасонных поверхностей Lipton Ice Tea Mojito 2014
Lipton Ice Tea Mojito 2014 Дириг амытаннардан алыр кара эмнер
Дириг амытаннардан алыр кара эмнер