- Презентация по МДК по теме_ _сварка трубопроводов_

Содержание
- 2. Трубопровод — это инженерное сооружение, предназначенное для транспортировки жидких, газообразных и твердых (сыпучих) продуктов.
- 3. Основные марки сталей, применяемые в производстве труб
- 4. Трубопроводы состоят из: прямых участков труб, деталей, запорно-регулирующей арматуры, контрольно-измерительных приборов, средств автоматики, опор и подвесок,
- 5. Детали трубопроводов — это соединительные детали, которые используют при строительстве трубопроводов различного назначения, необходимые при изгибах,
- 6. Отвод- трубный отрезок, который изгибают под углом 30, 45, 60, 90, 180 градусов, служащий для соединения
- 7. ПЕРЕХОД Переходы - специальные детали, предназначенные для соединения труб различных диаметров
- 8. Тройники – это детали трубопроводов, имеющие три отверстия. Использование тройника позволяет подключать к основной трубе несколько
- 9. ФЛАНЕЦ Фланец — плоская деталь трубопровода, предназначенная для монтажа отдельных его частей, а также для присоединения
- 10. ЗАГЛУШКА Заглушка — деталь предназначенная для закрытия концевых отверстий в трубопроводах и изготовления ёмкостей.
- 11. КОМПЕНСАТОР Компенсатор — устройство, позволяющее воспринимать и компенсировать перемещения, температурные деформации, вибрации, смещения.
- 12. Электроды для ручной электродуговой сварки трубопроводов
- 14. При монтаже трубопроводов, сварные стыки между трубами в трубопроводе могут быть поворотными, неповоротными и горизонтальными, как
- 15. Перед сборкой и сваркой необходимо проконтролировать следующие факторы: - наличие сертификата на трубы, отсутствие эллипсности по
- 16. Работы по сварке трубопроводов допускается выполнять при температуре окружающего воздуха не ниже -20°С. Если температура будет
- 17. Также необходимо учесть тот момент, что содержащиеся в металле трубы легирующие элементы сильно влияют на свариваемость.
- 18. Подготовка труб к сварке 1. Очистка стыков труб Очистку свариваемых труб рекомендуется выполнять следующим образом. Следы
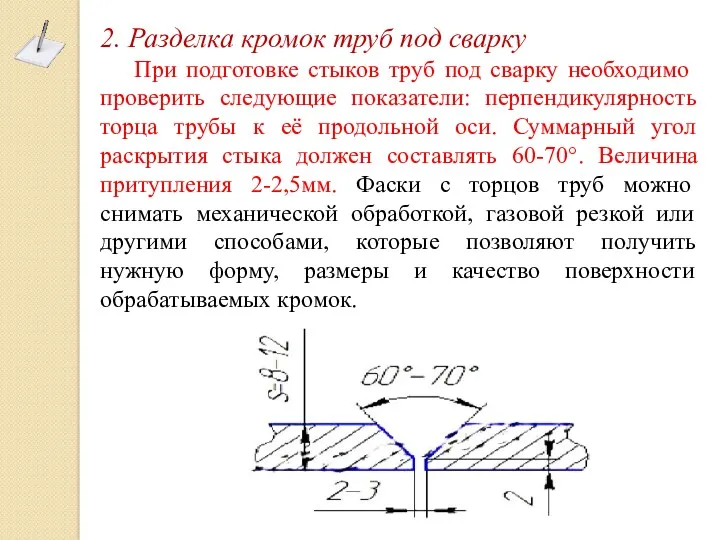
- 19. 2. Разделка кромок труб под сварку При подготовке стыков труб под сварку необходимо проверить следующие показатели:
- 20. 3. Сборка труб под сварку При сборке стыков труб необходимо совмещать их кромки так, чтобы поверхности
- 21. СВАРКА ПОВОРОТНЫХ СТЫКОВ ТРУБ Провар корня шва выполняют электродами, диаметром 2-4мм. Высота первого шва составляет, как
- 22. Первый способ сварки поворотного стыка Стык трубопровода условно разделяют на 4 примерно одинаковых участка. Сначала сваривают
- 23. Второй способ сварки поворотного стыка Также, как и в первом способе, стык условно делят на 4
- 24. Третий способ. Сварка труб большого диаметра Данный способ сварки применяют для сваривания труб большого диаметра, более
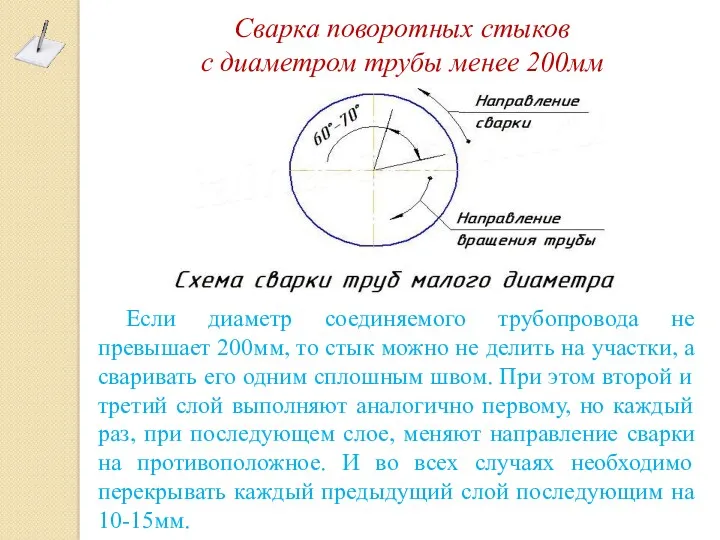
- 25. Сварка поворотных стыков с диаметром трубы менее 200мм Если диаметр соединяемого трубопровода не превышает 200мм, то
- 26. СВАРКА НЕПОВОРОТНЫХ СТЫКОВ ТРУБ Сварка неповоротных стыков трубопроводов, при толщине стенки 12мм, происходит с выполнением трёх
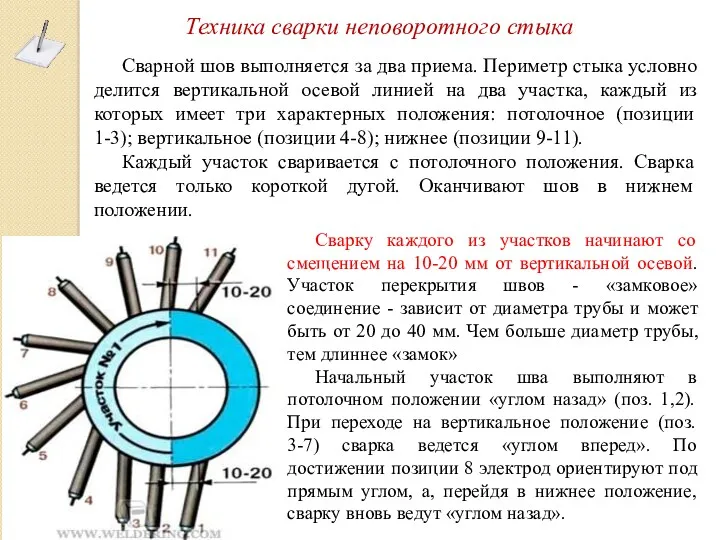
- 27. Техника сварки неповоротного стыка Сварной шов выполняется за два приема. Периметр стыка условно делится вертикальной осевой
- 28. Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору
- 29. При сварке корневого шва, поверхность каждого слоя может быть вогнутой или выпуклой. Но стоит иметь ввиду,
- 30. Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение.
- 31. Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по
- 32. При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в
- 33. В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из
- 35. Скачать презентацию

Трубопровод — это инженерное сооружение, предназначенное для транспортировки жидких, газообразных и твердых
Трубопровод — это инженерное сооружение, предназначенное для транспортировки жидких, газообразных и твердых
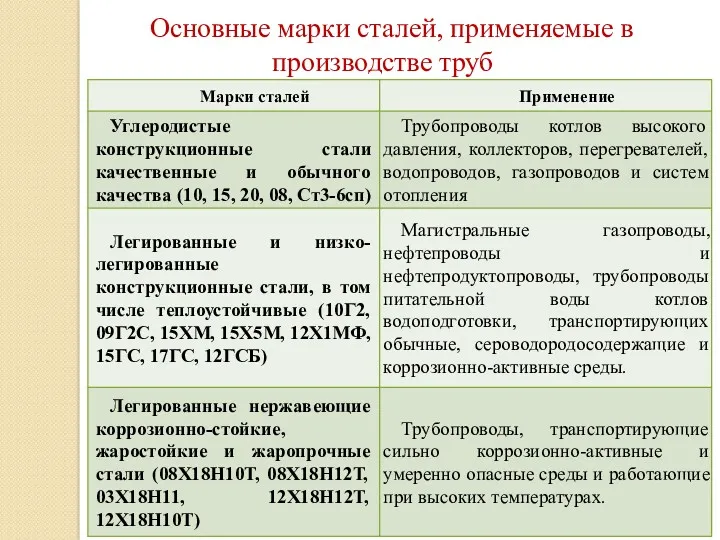
Основные марки сталей, применяемые в производстве труб
Основные марки сталей, применяемые в производстве труб
Трубопроводы состоят из:
прямых участков труб,
деталей,
запорно-регулирующей арматуры,
контрольно-измерительных приборов,
средств автоматики,
Трубопроводы состоят из:
прямых участков труб,
деталей,
запорно-регулирующей арматуры,
контрольно-измерительных приборов,
средств автоматики,
Детали трубопроводов — это соединительные детали, которые используют при строительстве трубопроводов различного
Детали трубопроводов — это соединительные детали, которые используют при строительстве трубопроводов различного

Отвод- трубный отрезок, который изгибают под углом 30, 45, 60, 90,
Отвод- трубный отрезок, который изгибают под углом 30, 45, 60, 90,

ПЕРЕХОД
Переходы - специальные детали, предназначенные для соединения труб различных диаметров
ПЕРЕХОД
Переходы - специальные детали, предназначенные для соединения труб различных диаметров

Тройники – это детали трубопроводов, имеющие три отверстия. Использование тройника позволяет
Тройники – это детали трубопроводов, имеющие три отверстия. Использование тройника позволяет

ФЛАНЕЦ
Фланец — плоская деталь трубопровода, предназначенная для монтажа отдельных его частей,
ФЛАНЕЦ
Фланец — плоская деталь трубопровода, предназначенная для монтажа отдельных его частей,

ЗАГЛУШКА
Заглушка — деталь предназначенная для закрытия концевых отверстий в трубопроводах и
ЗАГЛУШКА
Заглушка — деталь предназначенная для закрытия концевых отверстий в трубопроводах и

КОМПЕНСАТОР
Компенсатор — устройство, позволяющее воспринимать и компенсировать перемещения, температурные деформации, вибрации,
КОМПЕНСАТОР
Компенсатор — устройство, позволяющее воспринимать и компенсировать перемещения, температурные деформации, вибрации,

Электроды для ручной электродуговой сварки трубопроводов
Электроды для ручной электродуговой сварки трубопроводов


При монтаже трубопроводов, сварные стыки между трубами в трубопроводе могут быть
При монтаже трубопроводов, сварные стыки между трубами в трубопроводе могут быть
Перед сборкой и сваркой необходимо проконтролировать следующие факторы:
- наличие сертификата
Перед сборкой и сваркой необходимо проконтролировать следующие факторы:
- наличие сертификата
Работы по сварке трубопроводов допускается выполнять при температуре окружающего воздуха не
Работы по сварке трубопроводов допускается выполнять при температуре окружающего воздуха не
Также необходимо учесть тот момент, что содержащиеся в металле трубы легирующие
Также необходимо учесть тот момент, что содержащиеся в металле трубы легирующие
Подготовка труб к сварке
1. Очистка стыков труб
Очистку свариваемых труб рекомендуется выполнять
Подготовка труб к сварке
1. Очистка стыков труб
Очистку свариваемых труб рекомендуется выполнять
2. Разделка кромок труб под сварку
При подготовке стыков труб под сварку
2. Разделка кромок труб под сварку
При подготовке стыков труб под сварку
3. Сборка труб под сварку
При сборке стыков труб необходимо совмещать их
3. Сборка труб под сварку
При сборке стыков труб необходимо совмещать их
СВАРКА ПОВОРОТНЫХ СТЫКОВ ТРУБ
Провар корня шва выполняют электродами, диаметром 2-4мм. Высота
СВАРКА ПОВОРОТНЫХ СТЫКОВ ТРУБ
Провар корня шва выполняют электродами, диаметром 2-4мм. Высота
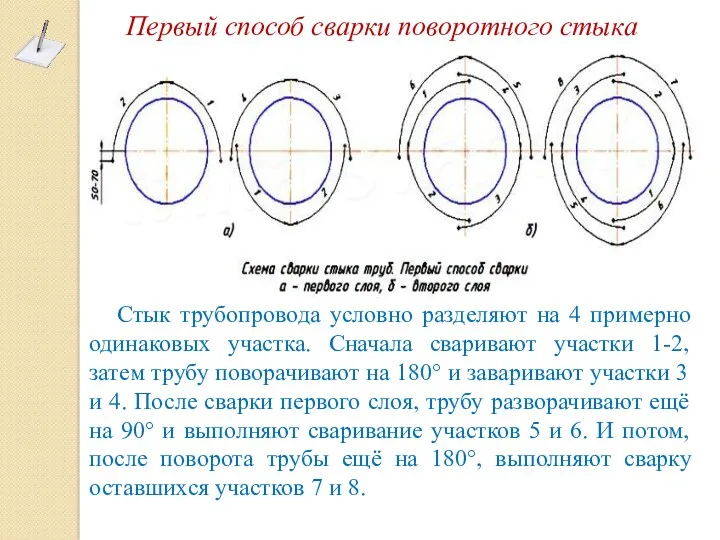
Первый способ сварки поворотного стыка
Стык трубопровода условно разделяют на 4 примерно
Первый способ сварки поворотного стыка
Стык трубопровода условно разделяют на 4 примерно
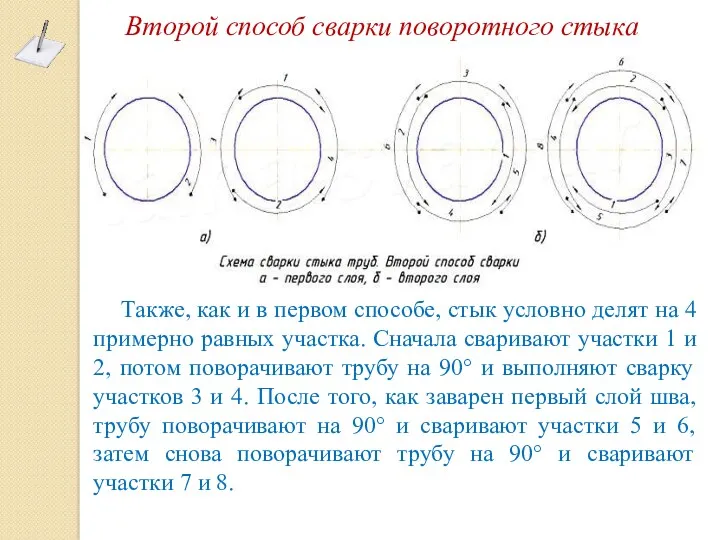
Второй способ сварки поворотного стыка
Также, как и в первом способе, стык
Второй способ сварки поворотного стыка
Также, как и в первом способе, стык

Третий способ. Сварка труб большого диаметра
Данный способ сварки применяют для сваривания
Третий способ. Сварка труб большого диаметра
Данный способ сварки применяют для сваривания
Сварка поворотных стыков
с диаметром трубы менее 200мм
Если диаметр соединяемого трубопровода
Сварка поворотных стыков
с диаметром трубы менее 200мм
Если диаметр соединяемого трубопровода
СВАРКА НЕПОВОРОТНЫХ
СТЫКОВ ТРУБ
Сварка неповоротных стыков трубопроводов, при толщине стенки 12мм,
СВАРКА НЕПОВОРОТНЫХ
СТЫКОВ ТРУБ
Сварка неповоротных стыков трубопроводов, при толщине стенки 12мм,
Техника сварки неповоротного стыка
Сварной шов выполняется за два приема. Периметр стыка
Техника сварки неповоротного стыка
Сварной шов выполняется за два приема. Периметр стыка
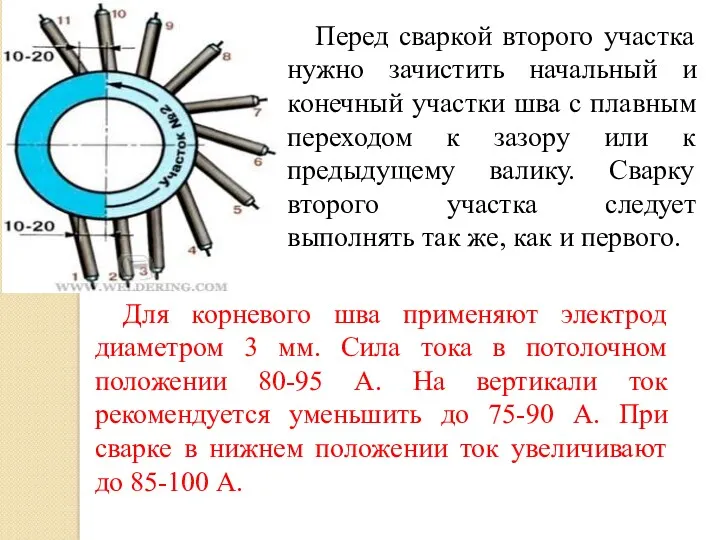
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва
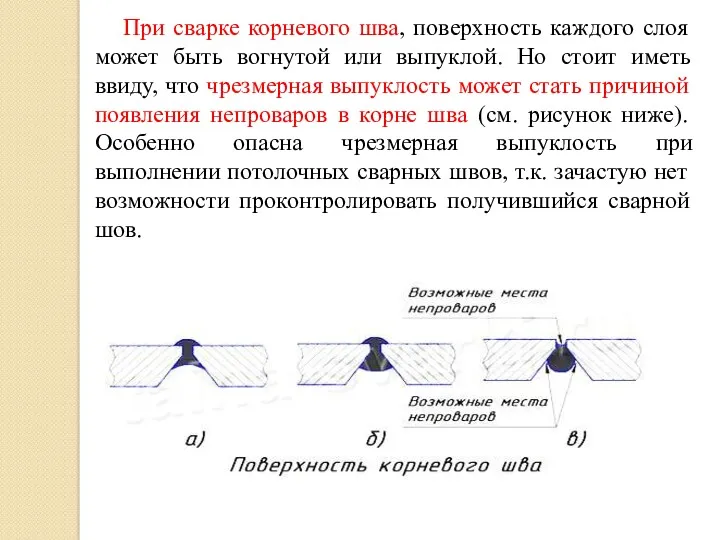
При сварке корневого шва, поверхность каждого слоя может быть вогнутой или
При сварке корневого шва, поверхность каждого слоя может быть вогнутой или
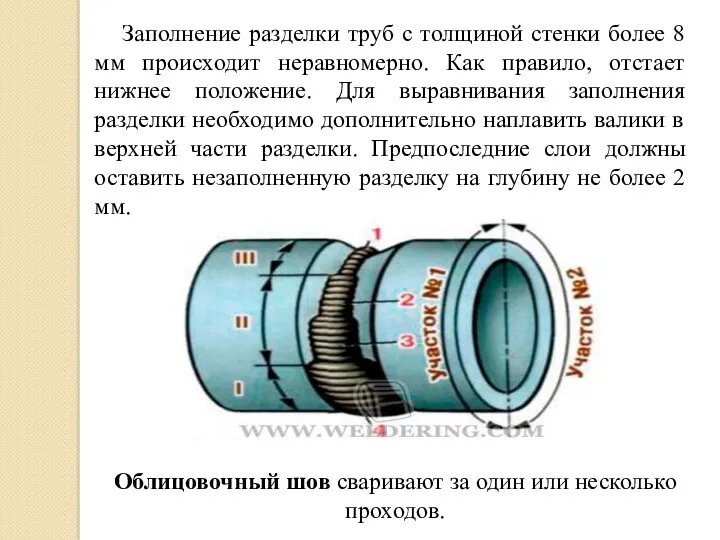
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно.
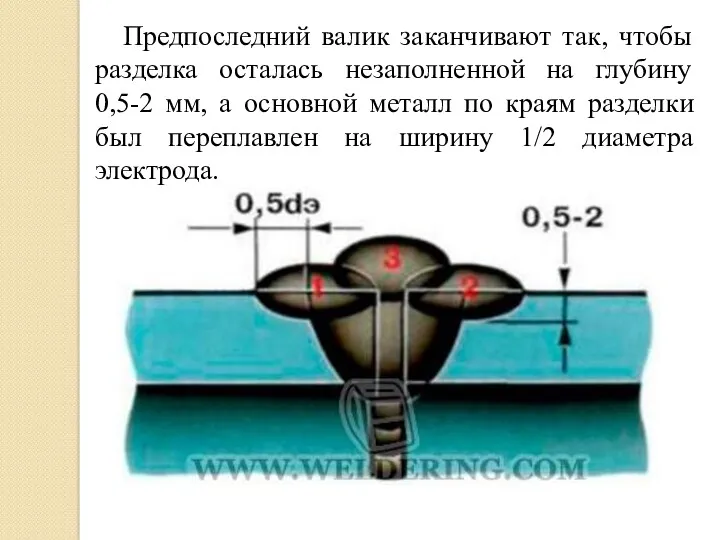
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2
При сварке труб диаметром менее 150 мм с толщиной стенки менее
При сварке труб диаметром менее 150 мм с толщиной стенки менее
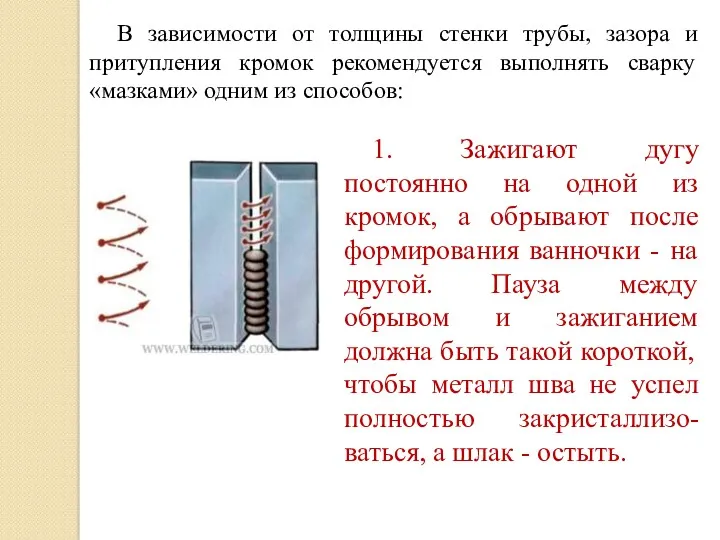
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется
 Андрей Миронов: жизнь в кадре
Андрей Миронов: жизнь в кадре Жомарт және адамгершілігі жоғары
Жомарт және адамгершілігі жоғары Проект по ПДД
Проект по ПДД Одноатомные спирты. Химические свойства (презентация).
Одноатомные спирты. Химические свойства (презентация). Монтаж РЭА
Монтаж РЭА Птицы нашего края
Птицы нашего края Презентация Волшебное тесто
Презентация Волшебное тесто Устройство памяти и процессора. Память ЭВМ
Устройство памяти и процессора. Память ЭВМ НФ Детский епархиальный образовательный центр УФ Клявлинский
НФ Детский епархиальный образовательный центр УФ Клявлинский Классный час на тему: Москва - город открытых сердец
Классный час на тему: Москва - город открытых сердец Презентация Гео-декор - оформление участка детского сада
Презентация Гео-декор - оформление участка детского сада Презентация История первого письма
Презентация История первого письма День учителя. Фотошоп
День учителя. Фотошоп Государство и право Англии в средние века
Государство и право Англии в средние века АСК 2 урок Природные особенности Смоленской области
АСК 2 урок Природные особенности Смоленской области Польза дождевых червей
Польза дождевых червей Реалізація програмного комплексу ip-телефонії на основі PBX Asterisk
Реалізація програмного комплексу ip-телефонії на основі PBX Asterisk Изготовление биполярной ИС с изоляцией транзисторов p-n-переходом
Изготовление биполярной ИС с изоляцией транзисторов p-n-переходом Испытание машин
Испытание машин Prezentatsia_Organizatsia_predprinimatelskoy_deyat
Prezentatsia_Organizatsia_predprinimatelskoy_deyat Физминутка
Физминутка Business vocabulary Idioms
Business vocabulary Idioms Содержание и технологии педагогической деятельности по ранней профориентации детей дошкольного возраста
Содержание и технологии педагогической деятельности по ранней профориентации детей дошкольного возраста Механика грунтов, основания и фундаменты
Механика грунтов, основания и фундаменты Struktury organizacyjne
Struktury organizacyjne Фотосинтез процесі
Фотосинтез процесі Регулятор напряжения генератора в схеме ЭВ.10
Регулятор напряжения генератора в схеме ЭВ.10 Классный час Будь здоров.
Классный час Будь здоров.