- Прихватка деталей

Содержание
- 2. Прихватка – это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых
- 3. Длина прихватки зависит от протяженности соединения. Ориентировочная длина прихваток приведена в таблице
- 4. Прихватки, длиной менее 10 мм называют точечными. Точечные прихватки используют: - для закрепления при сборке деталей
- 5. .Удаляемые прихватки – это короткие сварные швы, которые используются только для закрепления деталей при сборке и
- 6. .Неудаляемые прихватки – это короткие швы, которые служат не только для закрепления деталей при сборке, но
- 7. Угловые прихваточные швы следует выполнять с проваром вершины угла.
- 8. Требования к выполнению прихваток Прихватки следует выполнять равномерно по всей длине или периметру соединения с одинаковым
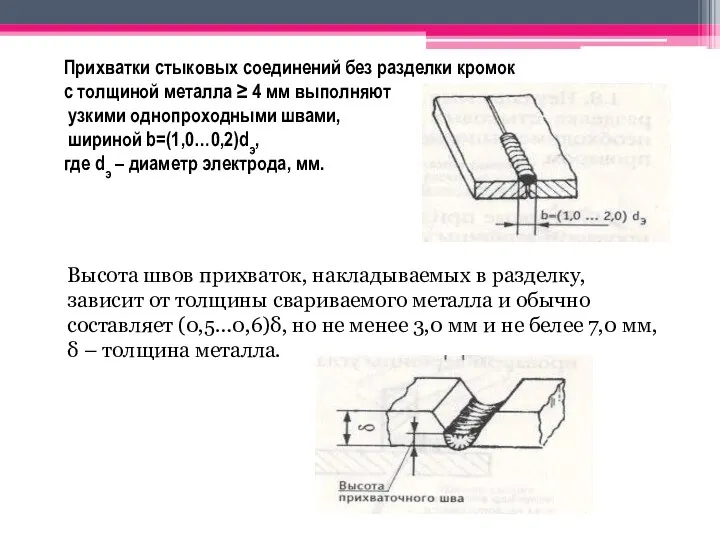
- 9. Прихватки стыковых соединений без разделки кромок с толщиной металла ≥ 4 мм выполняют узкими однопроходными швами,
- 10. Закрепление деталей с толщиной металла ≤ 3 мм рекомендуется выполнять точечными прихватками с длиной 5…9 мм.
- 11. Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными валиками: b=(2…3)dэ где b
- 12. Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет прихваточного углового шва должен быть
- 13. При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов. Прихватки выполняются
- 15. Скачать презентацию
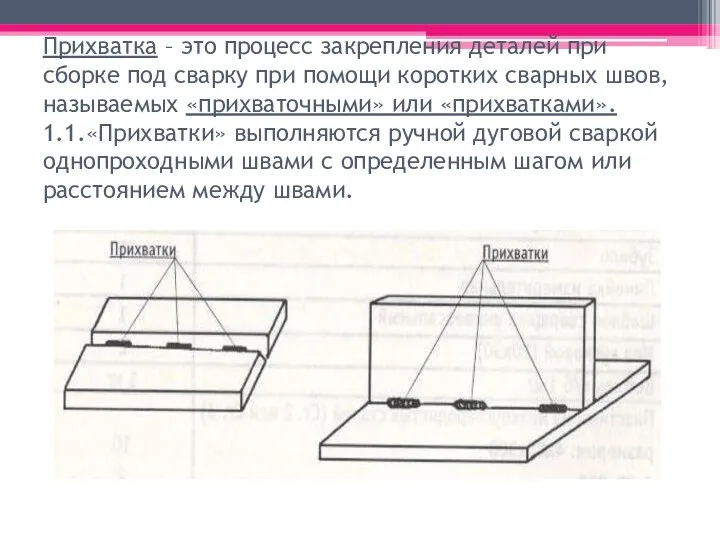
Прихватка – это процесс закрепления деталей при сборке под сварку при
Прихватка – это процесс закрепления деталей при сборке под сварку при
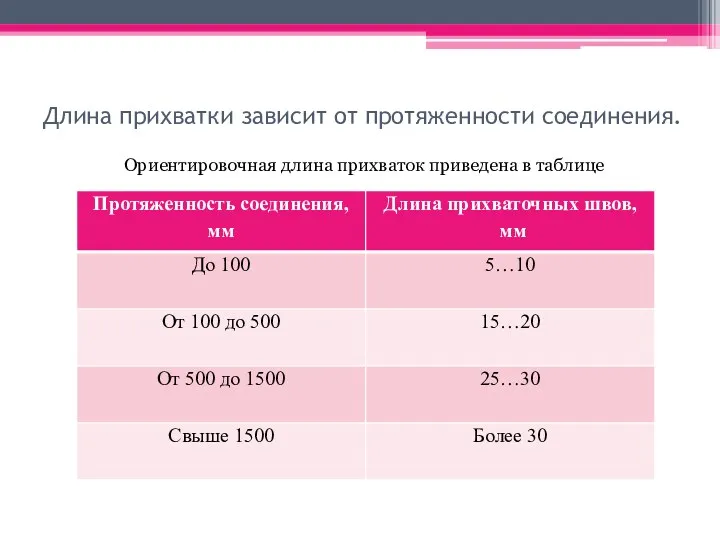
Длина прихватки зависит от протяженности соединения.
Ориентировочная длина прихваток приведена в таблице
Длина прихватки зависит от протяженности соединения.
Ориентировочная длина прихваток приведена в таблице
Прихватки, длиной менее 10 мм называют точечными.
Точечные прихватки используют:
- для закрепления
Прихватки, длиной менее 10 мм называют точечными. Точечные прихватки используют: - для закрепления
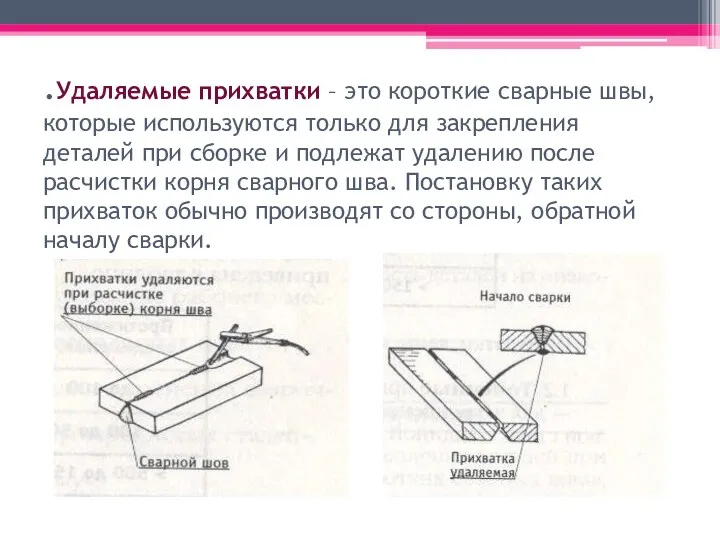
.Удаляемые прихватки – это короткие сварные швы, которые используются только для
.Удаляемые прихватки – это короткие сварные швы, которые используются только для
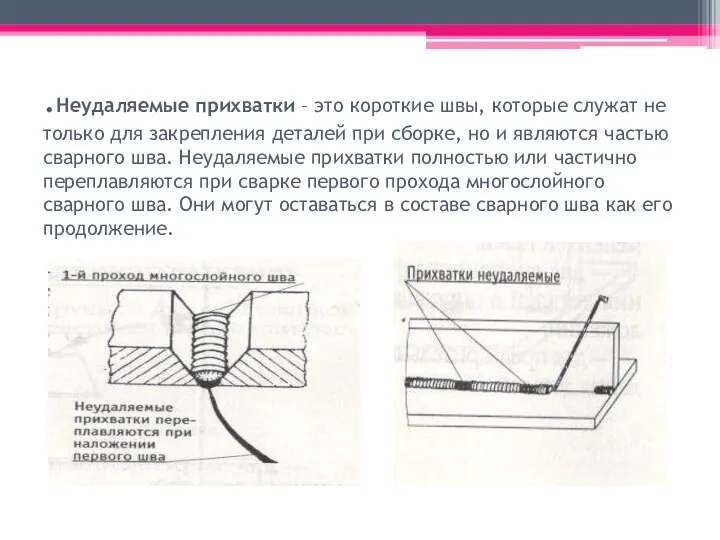
.Неудаляемые прихватки – это короткие швы, которые служат не только для
.Неудаляемые прихватки – это короткие швы, которые служат не только для
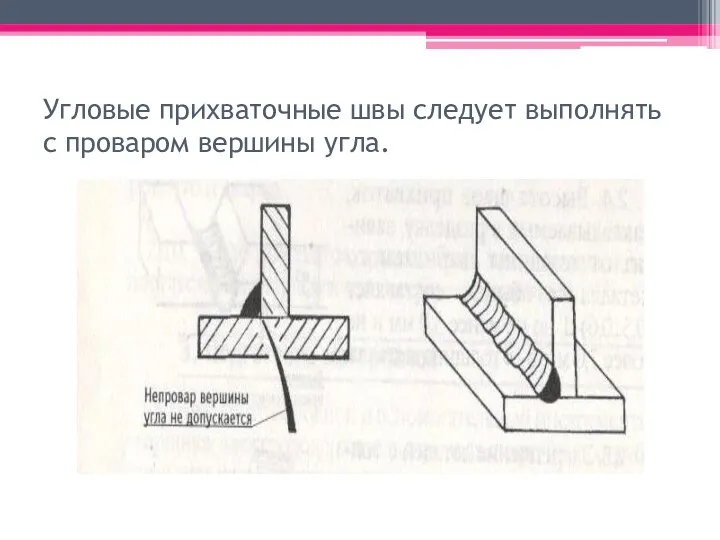
Угловые прихваточные швы следует выполнять с проваром вершины угла.
Угловые прихваточные швы следует выполнять с проваром вершины угла.
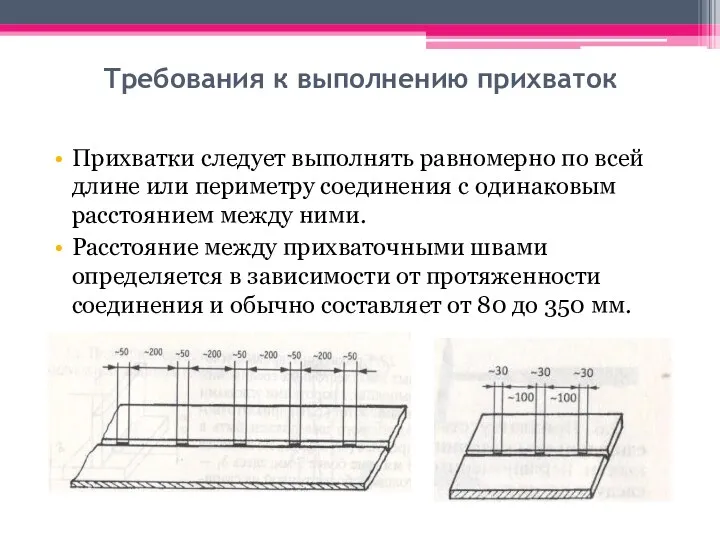
Требования к выполнению прихваток
Прихватки следует выполнять равномерно по всей длине или
Требования к выполнению прихваток
Прихватки следует выполнять равномерно по всей длине или
Прихватки стыковых соединений без разделки кромок
с толщиной металла ≥ 4
Прихватки стыковых соединений без разделки кромок с толщиной металла ≥ 4
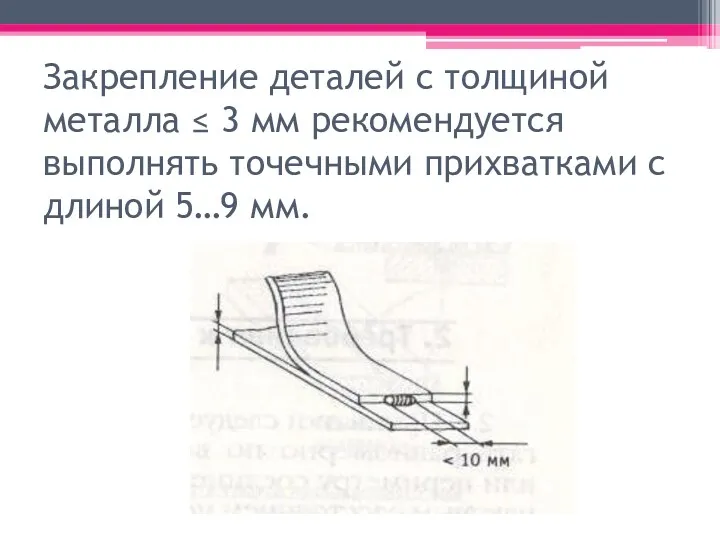
Закрепление деталей с толщиной металла ≤ 3 мм рекомендуется выполнять точечными
Закрепление деталей с толщиной металла ≤ 3 мм рекомендуется выполнять точечными
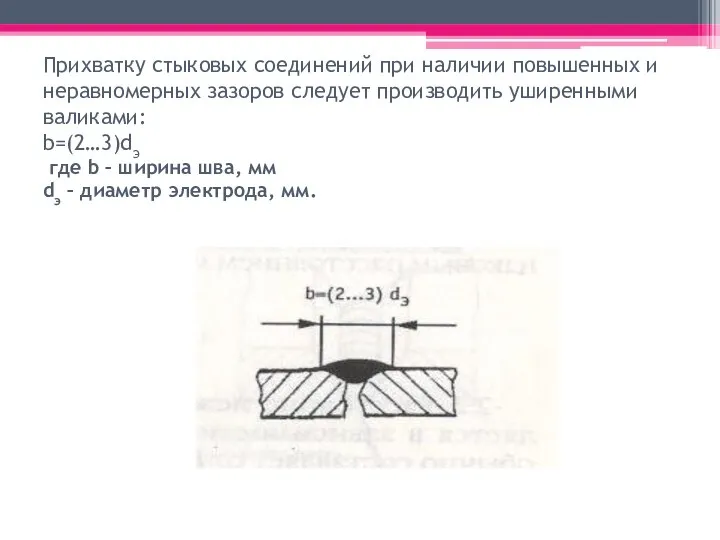
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить
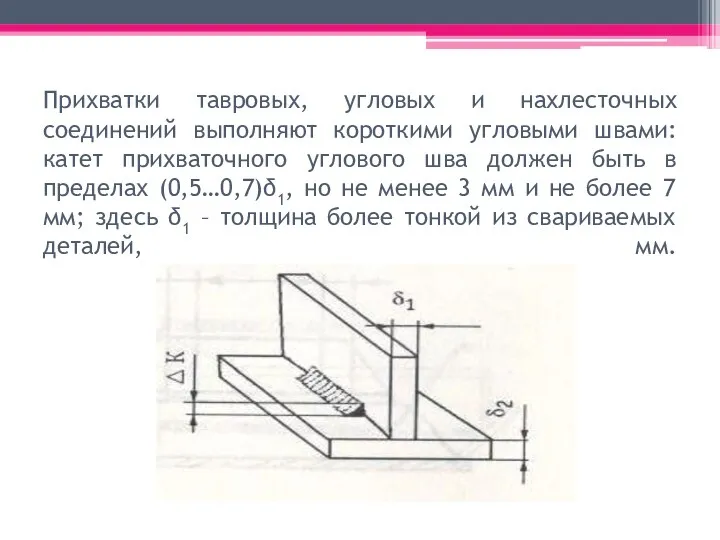
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет
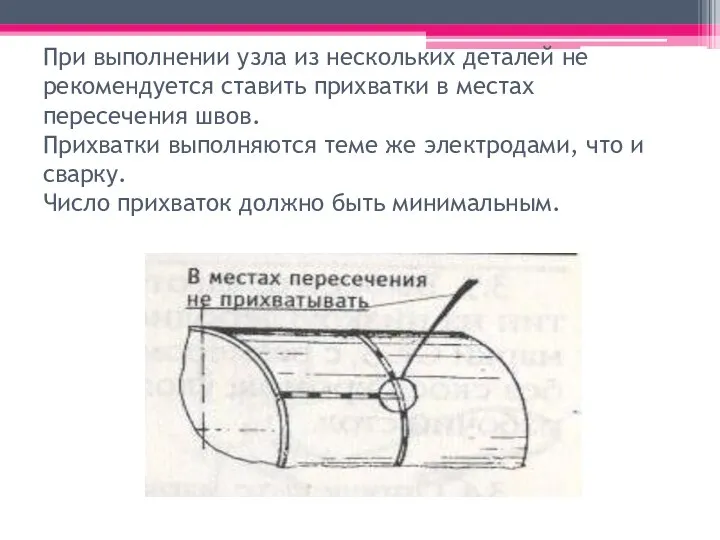
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в
 Особые типы магматических формаций. Формации расслоенных интрузивов ультраосновных и основных пород
Особые типы магматических формаций. Формации расслоенных интрузивов ультраосновных и основных пород Участие в фестивале знай наших!. Сказка Колобок. Презентация.
Участие в фестивале знай наших!. Сказка Колобок. Презентация. 20231031_prezentatsiya_po_biologii_na_temu_metody_izucheniya_zhivoy_prirody-izmerenie.5_klass
20231031_prezentatsiya_po_biologii_na_temu_metody_izucheniya_zhivoy_prirody-izmerenie.5_klass Рисуем череп по канону художников древней Греции
Рисуем череп по канону художников древней Греции Microbus Riddle
Microbus Riddle Антиколониальное движение в Индии
Антиколониальное движение в Индии Презентация Весёлая гимнастика для язычка часть1
Презентация Весёлая гимнастика для язычка часть1 Математика в наших будущих профессиях
Математика в наших будущих профессиях День мамы
День мамы Проектирование релейной защиты и автоматики ЦПС 220/110/10 кВ с программной реализацией алгоритма АЛАР
Проектирование релейной защиты и автоматики ЦПС 220/110/10 кВ с программной реализацией алгоритма АЛАР Пособие по безработице: понятие, размеры и сроки выплат
Пособие по безработице: понятие, размеры и сроки выплат Понятие о тракторе. Классификация и общее устройство тракторов
Понятие о тракторе. Классификация и общее устройство тракторов Памятники Донецка
Памятники Донецка Внешняя политика. Русско-японская война 1904-1905 гг
Внешняя политика. Русско-японская война 1904-1905 гг Инфракрасное и ультрафиолетовое излучения
Инфракрасное и ультрафиолетовое излучения ДНК, РНК, АТФ. Окружающий мир. 5 класс
ДНК, РНК, АТФ. Окружающий мир. 5 класс Material Formats
Material Formats Бумажный креатив
Бумажный креатив Цифровой образовательный ресурс Перелетные птицы(ЦОР)
Цифровой образовательный ресурс Перелетные птицы(ЦОР) Культура и искусство Древнего Рима
Культура и искусство Древнего Рима Российская нефтяная компания ПАО Татнефть
Российская нефтяная компания ПАО Татнефть Что такое эмоции и зачем они нужны. Программа для дошкольников
Что такое эмоции и зачем они нужны. Программа для дошкольников Siemens. Strength 7SJ61 - ABB REF 610 feeder protection
Siemens. Strength 7SJ61 - ABB REF 610 feeder protection Публичная презентация общественности и профессиональному сообществу результатов педагогической деятельности
Публичная презентация общественности и профессиональному сообществу результатов педагогической деятельности Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов
Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов презентация Эхо войны
презентация Эхо войны Факторинговые операции коммерческих банков
Факторинговые операции коммерческих банков Japanese Culture!
Japanese Culture!