- Пример презентации Наладчик

Содержание
- 2. Заготовка – Шестигранник S36 Материал – Сталь 35 Гост 1050-88
- 3. Применяющийся режущий инструмент Подрезная пластина для наружного точения. Отрезная и канавочная пластины Sandvik Пластина для резьбонарезания
- 4. Применяющиеся приспособления Трехкулачковый клиновый патрон
- 5. Применяющийся мерительный инструмент Штангенциркуль ШЦЦ-I-125 Резьбовые калибр-кольца М24х1,5-6g и М33х2-g Угломер Шаблон для контроля длин и
- 6. Последовательность обработки Операция токарная 005 Установить заготовку шестигранник S=36 L=104 Подрезать торец Точить Ø32h11 (-0,16) L=54
- 7. Текст управляющей программы 00001 (shtucer) G21G40G99G80 G54 G28V0W0 T0101M6(Podrezka) G96S180M03 G50S1600 G00X41,57Z-2M08 G01X-2F0,2 G01Z1 G28V0W0 Название
- 8. Текст управляющей программы N10 G71P10Q20U1W0.1F0.5 G00Z0 G01X23,92Z-1,6 G01Z-21 G01X30,72 G01X31,92Z-21,6 G01Z-54 G01X39,5 G01X41,5Z-55G01Z1 G28V0W0 N20 Начало
- 9. Текст управляющей программы G70P20Q30F0.2S1600 T0202M6 (Chistovoy) G00X20,72 G00Z0 G01X23,92Z-1,6 G01Z-21 G01X30,72 G01X31,92Z-21,6 G01Z-54 G01X39.5 G01X41,5Z-55 G01Z1
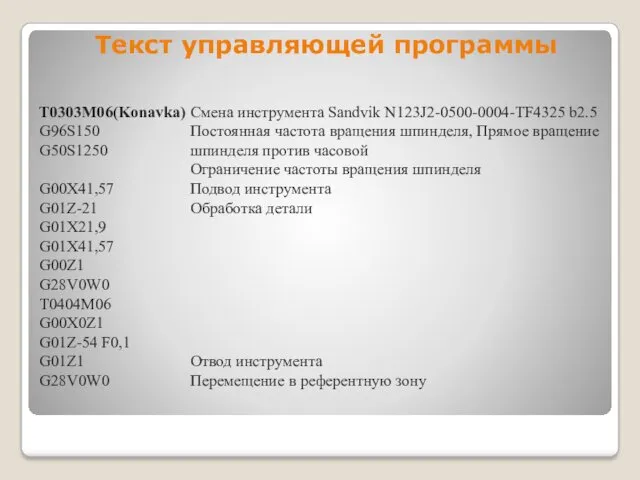
- 10. Текст управляющей программы T0303M06(Konavka) G96S150 G50S1250 G00X41,57 G01Z-21 G01X21,9 G01X41,57 G00Z1 G28V0W0 T0404M06 G00X0Z1 G01Z-54 F0,1
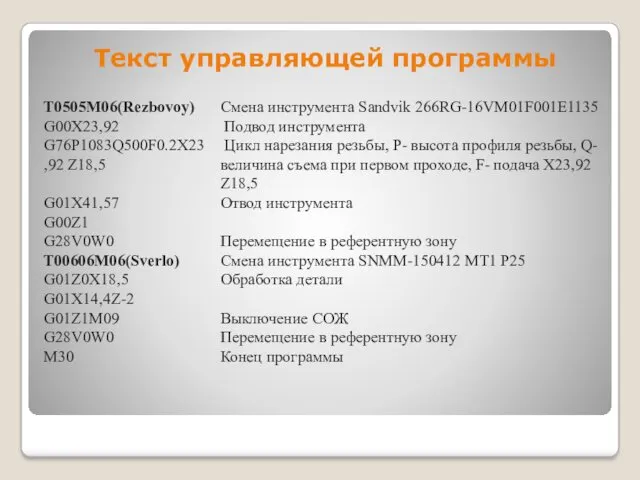
- 11. Текст управляющей программы T0505M06(Rezbovoy) G00X23,92 G76P1083Q500F0.2X23,92 Z18,5 G01X41,57 G00Z1 G28V0W0 T00606M06(Sverlo) G01Z0X18,5 G01X14,4Z-2 G01Z1M09 G28V0W0 M30
- 13. Скачать презентацию

Заготовка – Шестигранник S36
Материал –
Сталь 35 Гост 1050-88
Заготовка – Шестигранник S36
Материал –
Сталь 35 Гост 1050-88

Применяющийся режущий инструмент
Подрезная пластина для наружного точения.
Отрезная и канавочная пластины
Применяющийся режущий инструмент
Подрезная пластина для наружного точения.
Отрезная и канавочная пластины

Применяющиеся приспособления
Трехкулачковый клиновый патрон
Применяющиеся приспособления
Трехкулачковый клиновый патрон

Применяющийся мерительный инструмент
Штангенциркуль ШЦЦ-I-125
Резьбовые калибр-кольца М24х1,5-6g и М33х2-g
Угломер
Шаблон для контроля длин
Применяющийся мерительный инструмент
Штангенциркуль ШЦЦ-I-125
Резьбовые калибр-кольца М24х1,5-6g и М33х2-g
Угломер
Шаблон для контроля длин
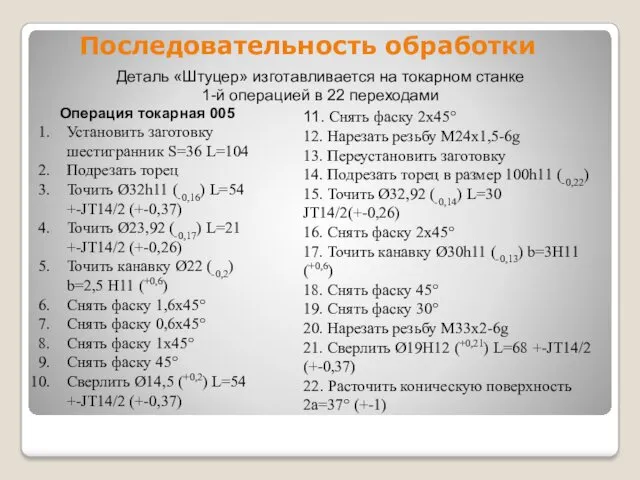
Последовательность обработки
Операция токарная 005
Установить заготовку шестигранник S=36 L=104
Подрезать торец
Точить Ø32h11
Последовательность обработки
Операция токарная 005
Установить заготовку шестигранник S=36 L=104
Подрезать торец
Точить Ø32h11
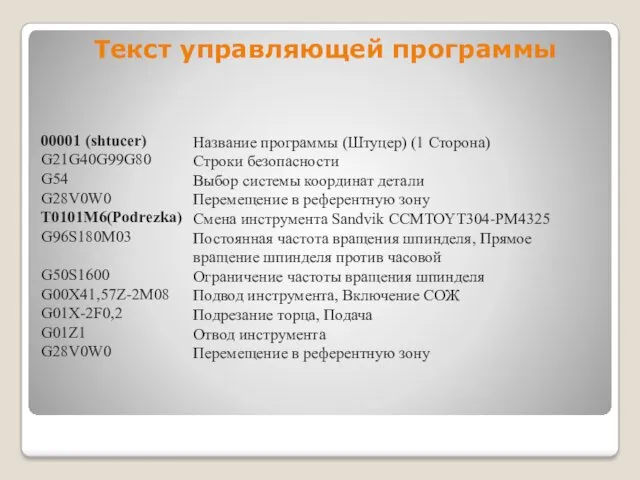
Текст управляющей программы
00001 (shtucer)
G21G40G99G80
G54
G28V0W0
T0101M6(Podrezka)
G96S180M03
G50S1600
G00X41,57Z-2M08
G01X-2F0,2
G01Z1
G28V0W0
Название программы (Штуцер) (1 Сторона)
Строки
Текст управляющей программы
00001 (shtucer)
G21G40G99G80
G54
G28V0W0
T0101M6(Podrezka)
G96S180M03
G50S1600
G00X41,57Z-2M08
G01X-2F0,2
G01Z1
G28V0W0
Название программы (Штуцер) (1 Сторона)
Строки
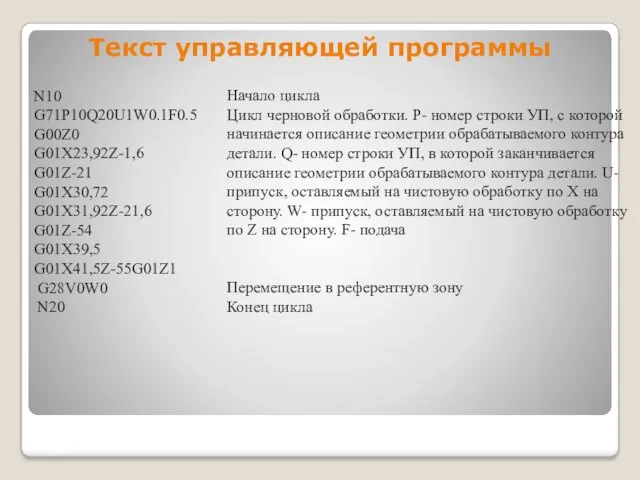
Текст управляющей программы
N10
G71P10Q20U1W0.1F0.5
G00Z0
G01X23,92Z-1,6
G01Z-21
G01X30,72
G01X31,92Z-21,6
G01Z-54
G01X39,5
G01X41,5Z-55G01Z1
G28V0W0
N20
Начало цикла
Цикл черновой обработки. P- номер строки УП,
Текст управляющей программы
N10
G71P10Q20U1W0.1F0.5
G00Z0
G01X23,92Z-1,6
G01Z-21
G01X30,72
G01X31,92Z-21,6
G01Z-54
G01X39,5
G01X41,5Z-55G01Z1
G28V0W0
N20
Начало цикла
Цикл черновой обработки. P- номер строки УП,
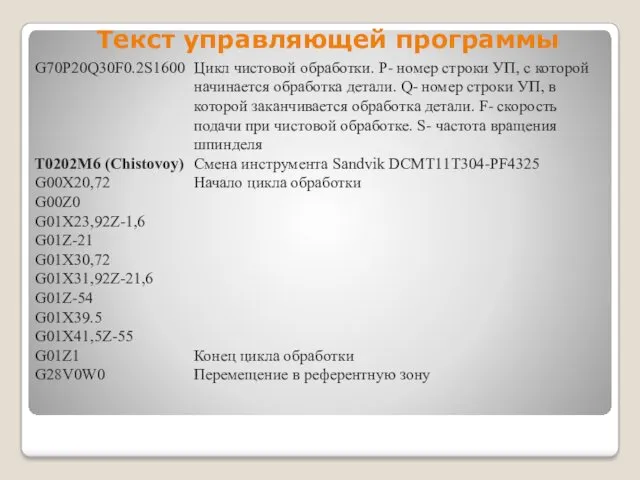
Текст управляющей программы
G70P20Q30F0.2S1600
T0202M6 (Chistovoy)
G00X20,72
G00Z0
G01X23,92Z-1,6
G01Z-21
G01X30,72
G01X31,92Z-21,6
G01Z-54
G01X39.5
G01X41,5Z-55
G01Z1
G28V0W0
Цикл чистовой обработки. P- номер строки УП, с
Текст управляющей программы
G70P20Q30F0.2S1600
T0202M6 (Chistovoy)
G00X20,72
G00Z0
G01X23,92Z-1,6
G01Z-21
G01X30,72
G01X31,92Z-21,6
G01Z-54
G01X39.5
G01X41,5Z-55
G01Z1
G28V0W0
Цикл чистовой обработки. P- номер строки УП, с
Текст управляющей программы
T0303M06(Konavka)
G96S150
G50S1250
G00X41,57
G01Z-21
G01X21,9
G01X41,57
G00Z1
G28V0W0
T0404M06
G00X0Z1
G01Z-54 F0,1
G01Z1
G28V0W0
Смена инструмента Sandvik N123J2-0500-0004-TF4325 b2.5
Постоянная частота вращения
Текст управляющей программы
T0303M06(Konavka)
G96S150
G50S1250
G00X41,57
G01Z-21
G01X21,9
G01X41,57
G00Z1
G28V0W0
T0404M06
G00X0Z1
G01Z-54 F0,1
G01Z1
G28V0W0
Смена инструмента Sandvik N123J2-0500-0004-TF4325 b2.5
Постоянная частота вращения
Текст управляющей программы
T0505M06(Rezbovoy)
G00X23,92
G76P1083Q500F0.2X23,92 Z18,5
G01X41,57
G00Z1
G28V0W0
T00606M06(Sverlo)
G01Z0X18,5
G01X14,4Z-2
G01Z1M09
G28V0W0
M30
Смена инструмента Sandvik 266RG-16VM01F001E1135
Подвод инструмента
Цикл нарезания резьбы,
Текст управляющей программы
T0505M06(Rezbovoy)
G00X23,92
G76P1083Q500F0.2X23,92 Z18,5
G01X41,57
G00Z1
G28V0W0
T00606M06(Sverlo)
G01Z0X18,5
G01X14,4Z-2
G01Z1M09
G28V0W0
M30
Смена инструмента Sandvik 266RG-16VM01F001E1135
Подвод инструмента
Цикл нарезания резьбы,
 Презентация 8 Марта - праздник мам!
Презентация 8 Марта - праздник мам! Квартирная электропроводка. 8 класс
Квартирная электропроводка. 8 класс Игры и игровые упражнения в логопедической работе с детьми. Развитие мелкой моторики рук
Игры и игровые упражнения в логопедической работе с детьми. Развитие мелкой моторики рук Основы технической диагностики. Общие требования по безопасности промышленных объектов, установленные законами РФ
Основы технической диагностики. Общие требования по безопасности промышленных объектов, установленные законами РФ Методы изучения генетики человека
Методы изучения генетики человека Итоги о проделанной работе районного методического объединения воспитателей дошкольных образовательных организаций
Итоги о проделанной работе районного методического объединения воспитателей дошкольных образовательных организаций Транзисторы и тиристоры
Транзисторы и тиристоры Великдень. Куличи на Пасху
Великдень. Куличи на Пасху Презентация Разделение неоднородный смесей.
Презентация Разделение неоднородный смесей. Ырғақ бұзылыстары
Ырғақ бұзылыстары Организация деятельности приёмной Апатитского городского суда
Организация деятельности приёмной Апатитского городского суда Коллективный проект Перемена
Коллективный проект Перемена Презентация к уроку технология 4 класс с творческими проектами детей. Тема Дизайн календаря
Презентация к уроку технология 4 класс с творческими проектами детей. Тема Дизайн календаря Космический аналог ядерной угрозы
Космический аналог ядерной угрозы Культура Беларуси в XIV - первой половине XVI в. Образование белорусской народности. Происхождение названия Белая Русь
Культура Беларуси в XIV - первой половине XVI в. Образование белорусской народности. Происхождение названия Белая Русь Общая психология
Общая психология Світове господарство та тенденції його розвитку
Світове господарство та тенденції його розвитку Землеройно-транспортные машины
Землеройно-транспортные машины тренажёры Диск
тренажёры Диск Зелёный ад
Зелёный ад Степени повреждения и категории технического состояния промышленных и производственных зданий и их характерные признаки
Степени повреждения и категории технического состояния промышленных и производственных зданий и их характерные признаки Ғылым тілі
Ғылым тілі Моделирование и формализация. Система управления базами данных
Моделирование и формализация. Система управления базами данных образец
образец Методические разработки уроков
Методические разработки уроков Краткий тезаурус по ВВЭР-1200
Краткий тезаурус по ВВЭР-1200 На юге Европы. Греция и Италия
На юге Европы. Греция и Италия Парентеральный путь введения лекарственных средств в организм
Парентеральный путь введения лекарственных средств в организм