Припуски на обработку и допуски на исполнительные размеры заготовок деталей. (Лекция 10) презентация
- Припуски на обработку и допуски на исполнительные размеры заготовок деталей. (Лекция 10)

Содержание
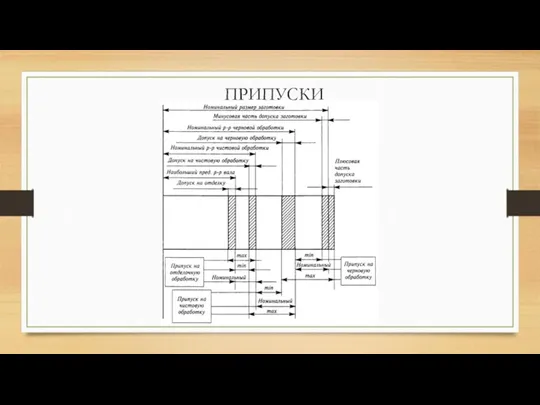
- 2. ПРИПУСКИ Припуск на обработку - слой материала, снимаемый с поверхности заготовки для получения размеров готовой детали.
- 3. ПРИПУСКИ Факторы, определяющие величину припусков. Величина припусков на обработку и допуски на исполнительные размеры заготовок зависят
- 4. ПРИПУСКИ Факторы, определяющие величину припусков. 1. Конфигурация и размеры заготовок. В отливках сложной конфигурации, для достижения
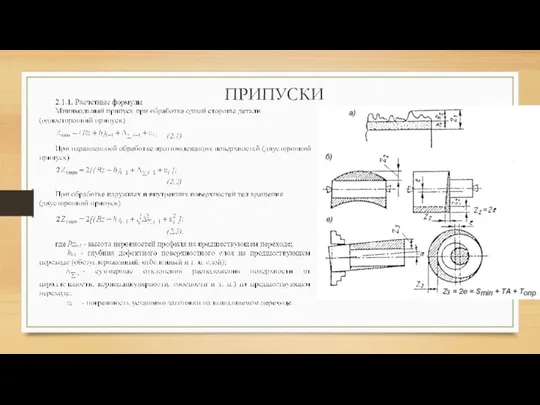
- 5. ПРИПУСКИ Припуск назначается: по соответствующим справочным таблицам, ГОСТам; на основе расчетно-аналитического метода определения припусков. ГОСТы и
- 6. ПРИПУСКИ
- 7. ПРИПУСКИ
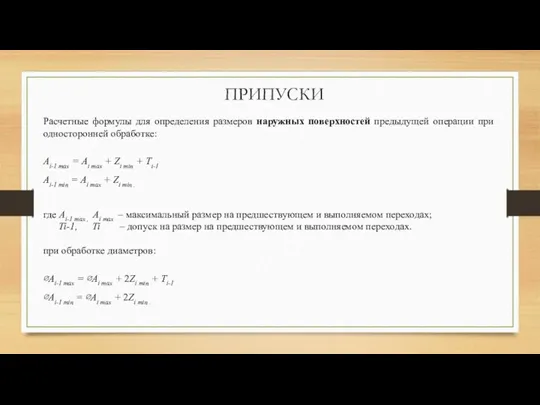
- 8. ПРИПУСКИ Расчетные формулы для определения размеров наружных поверхностей предыдущей операции при односторонней обработке: Ai-1 max =
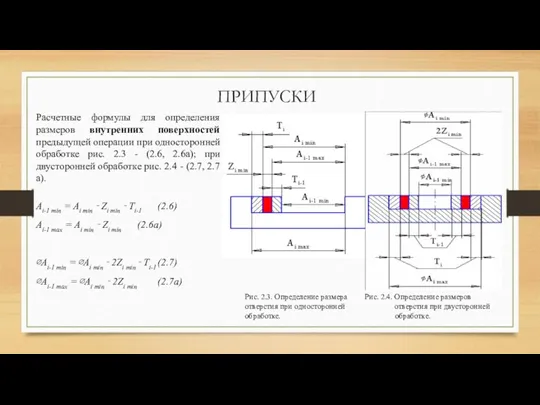
- 9. ПРИПУСКИ Расчетные формулы для определения размеров внутренних поверхностей предыдущей операции при односторонней обработке рис. 2.3 -
- 10. ПРИПУСКИ
- 11. ПРИПУСКИ
- 12. ПРИПУСКИ Отклонения расположения поверхностей необходимо учитывать: - у заготовки (под первый технологический переход); - после черновой
- 14. Скачать презентацию
ПРИПУСКИ
Припуск на обработку - слой материала, снимаемый с поверхности заготовки для
ПРИПУСКИ
Припуск на обработку - слой материала, снимаемый с поверхности заготовки для
ПРИПУСКИ
Факторы, определяющие величину припусков.
Величина припусков на обработку и допуски на исполнительные
ПРИПУСКИ
Факторы, определяющие величину припусков.
Величина припусков на обработку и допуски на исполнительные
ПРИПУСКИ
Факторы, определяющие величину припусков.
1. Конфигурация и размеры заготовок.
В отливках сложной конфигурации,
ПРИПУСКИ
Факторы, определяющие величину припусков.
1. Конфигурация и размеры заготовок.
В отливках сложной конфигурации,
ПРИПУСКИ
Припуск назначается:
по соответствующим справочным таблицам, ГОСТам;
на основе расчетно-аналитического метода определения припусков.
ГОСТы
ПРИПУСКИ
Припуск назначается:
по соответствующим справочным таблицам, ГОСТам;
на основе расчетно-аналитического метода определения припусков.
ГОСТы
ПРИПУСКИ
ПРИПУСКИ
ПРИПУСКИ
ПРИПУСКИ
ПРИПУСКИ
Расчетные формулы для определения размеров наружных поверхностей предыдущей операции при односторонней
ПРИПУСКИ
Расчетные формулы для определения размеров наружных поверхностей предыдущей операции при односторонней
ПРИПУСКИ
Расчетные формулы для определения размеров внутренних поверхностей предыдущей операции при односторонней
ПРИПУСКИ
Расчетные формулы для определения размеров внутренних поверхностей предыдущей операции при односторонней
ПРИПУСКИ
ПРИПУСКИ
ПРИПУСКИ
ПРИПУСКИ
ПРИПУСКИ
Отклонения расположения поверхностей необходимо учитывать:
- у заготовки (под первый технологический переход);
-
ПРИПУСКИ
Отклонения расположения поверхностей необходимо учитывать:
- у заготовки (под первый технологический переход);
-
 Окислительно-восстановительные реакции - электронная презентация для подготовки учащихся к выполнению задания С1 на ЕГЭ по химии
Окислительно-восстановительные реакции - электронная презентация для подготовки учащихся к выполнению задания С1 на ЕГЭ по химии Презентация - краеведческая викторина _Земля Ульяновская_
Презентация - краеведческая викторина _Земля Ульяновская_ игра сложи ракету
игра сложи ракету 20231016_zadachi_po_molekul._biologii_i_energozatratam_dlya_9_kl_microsoft_powerpoint
20231016_zadachi_po_molekul._biologii_i_energozatratam_dlya_9_kl_microsoft_powerpoint Цвет как средство выражения: тихие (глухие) и звонкие цвета
Цвет как средство выражения: тихие (глухие) и звонкие цвета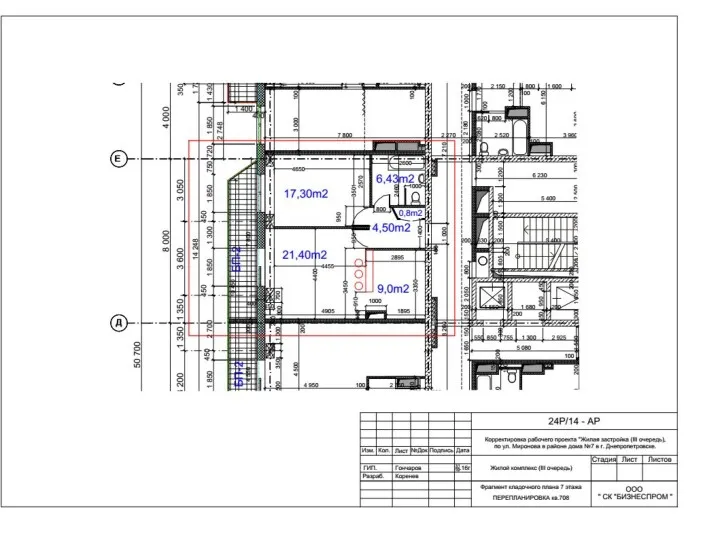 Рабочий проект Жилая застройка
Рабочий проект Жилая застройка Общие положения об обязательствах
Общие положения об обязательствах Презентация Глобальные проблемы человечества
Презентация Глобальные проблемы человечества Доктор Яша из Огненного выпуска. Яков Григорьевич Ченибалаев
Доктор Яша из Огненного выпуска. Яков Григорьевич Ченибалаев кинодискуссия - как
кинодискуссия - как Доставка генетических конструкций в клетки человека. (Лекция 6)
Доставка генетических конструкций в клетки человека. (Лекция 6) Песнь о Роланде
Песнь о Роланде Исследование в области гуманитарных наук
Исследование в области гуманитарных наук презентация Правописание НЕ с именами существительными
презентация Правописание НЕ с именами существительными 10 ошибок в воспитании, которые все когда-нибудь совершали
10 ошибок в воспитании, которые все когда-нибудь совершали Основные положения теории логистики. Основные понятия и определения
Основные положения теории логистики. Основные понятия и определения Игра, как средство развития воображения и мышления у детей с ОВЗ
Игра, как средство развития воображения и мышления у детей с ОВЗ Семинар Добро пожаловать в проектные технологии!
Семинар Добро пожаловать в проектные технологии! Роль кожи в терморегуляции организма
Роль кожи в терморегуляции организма The “europolis” residential complex: a fantasy in palladian style traditions
The “europolis” residential complex: a fantasy in palladian style traditions Задания по сольфеджио и слушанию музыки для 1 класса
Задания по сольфеджио и слушанию музыки для 1 класса Посвящается учителям
Посвящается учителям Награда за терпение
Награда за терпение ПРЕЗЕНТАЦИЯ ЗАНИМАТЕЛЬНЫЙ ТРУД - ПОДЕЛКИ ИЗ ПРИРОДНОГО МАТЕРИАЛА
ПРЕЗЕНТАЦИЯ ЗАНИМАТЕЛЬНЫЙ ТРУД - ПОДЕЛКИ ИЗ ПРИРОДНОГО МАТЕРИАЛА Упрощение выражений
Упрощение выражений Режим труда и отдыха старшеклассников
Режим труда и отдыха старшеклассников Беременность и заболевания сердечно-сосудистой системы. Лекция 7
Беременность и заболевания сердечно-сосудистой системы. Лекция 7 Бизнес-план. Индивидуальное предприятие
Бизнес-план. Индивидуальное предприятие