- Проектирование гибких производственных систем

Содержание
- 2. Гибкая производственная система (ГПС) — отдельная единица технологического оборудования или совокупность таких единиц, а также систем
- 3. Гибкость: возможность обрабатывать на одной и той же технологической линии различные детали в различных сочетаниях; возможность
- 4. Эффективность ГПС : Эффективность ГПС складывается из технической, организационной и экономической эффективности Технологическая и организационная эффективность
- 5. Производительность ГПС: часовая, суточная, по полному годовому фонду времени (учитывает возможности ГПС рабо-тать в малолюдном/безлюдном режиме.
- 6. По организационной структуре производства гибкие производственные системы подразделяются на пять уровней. Первый уровень — гибкие производственные
- 7. Второй уровень — гибкая автоматизированная линия (ГАЛ). Это гибкая производственная система, состоящая из нескольких гибких производственных
- 8. Третий уровень — гибкий автоматизированный участок (ГАУ). Это гибкая производственная система, состоящая из нескольких гибких производственных
- 9. Четвертый уровень — гибкий автоматизированный цех (ГАЦ). Это гибкая производственная система в виде совокупности гибких автоматизированных
- 10. Система ГПС включает в себя: автоматизированное станочное оборудование
- 11. автоматизированная транспортно-загрузочная система (АТЗС) - система взаимосвязанных автоматизированных транспортно-загрузочных устройств (промышленные роботы , манипуляторы, автооператоры) для
- 12. автоматизированная транспортно-складская система (АТСС) - система взаимосвязанных автоматизированных транспортных и складских устройств для укладки, хранения, временного
- 15. автоматизированная система инструментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая участки подготовки инструментов, их транспортирования, накопления,
- 16. Обеспечивает автоматическое измерение параметров деталей в процессе производства. А также выполняет различные контрольные операции по окончании
- 17. автоматизированная система удаления отходов (АСУО); Включает в себя средства для сбора отходов временного хранения, удаления и
- 18. Исходные данные для проектирования сведения о продукции: вид, номенклатура, габариты, требования к точности и качеству изготовления,
- 19. Определение состава и числа оборудования станочного комплекса ГПС При подборе станков для ГПС пользуются двумя принципами:
- 20. Выбор вида станков, их специализации по числу управляемых координат и определение их количества в составе ГПС
- 21. Расчетное значение K по каждому виду оборудования округляют в сторону большего целого числа. При получении большого
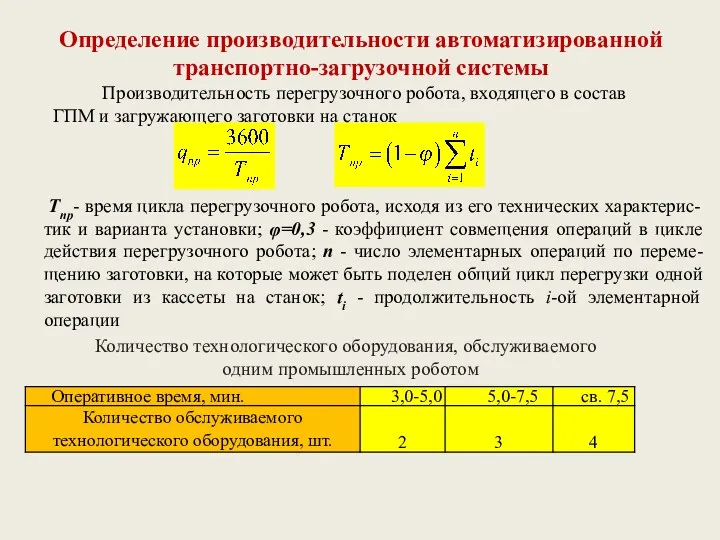
- 22. Определение производительности автоматизированной транспортно-загрузочной системы Производительность перегрузочного робота, входящего в состав ГПМ и загружающего заготовки на
- 23. Определение структуры и состава автоматической транспортно-складской системы ГПС Автоматическая транспортно-складская система (АТСС) в ГАП предназначена выполнять
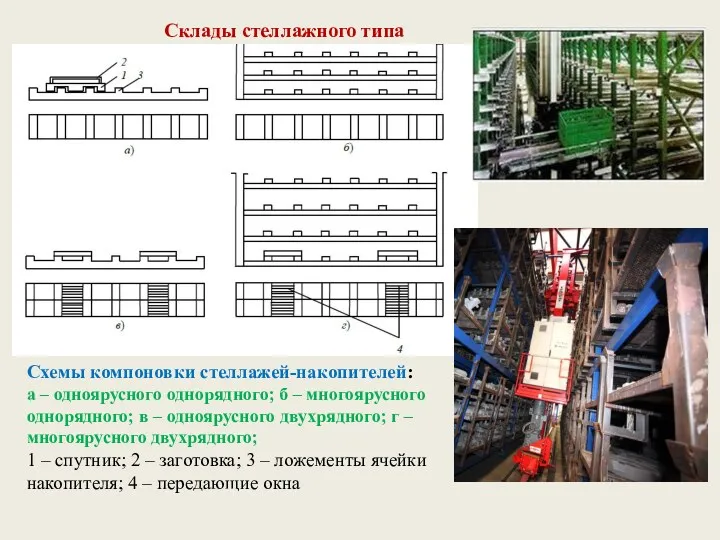
- 24. Схемы компоновки стеллажей-накопителей: а – одноярусного однорядного; б – многоярусного однорядного; в – одноярусного двухрядного; г
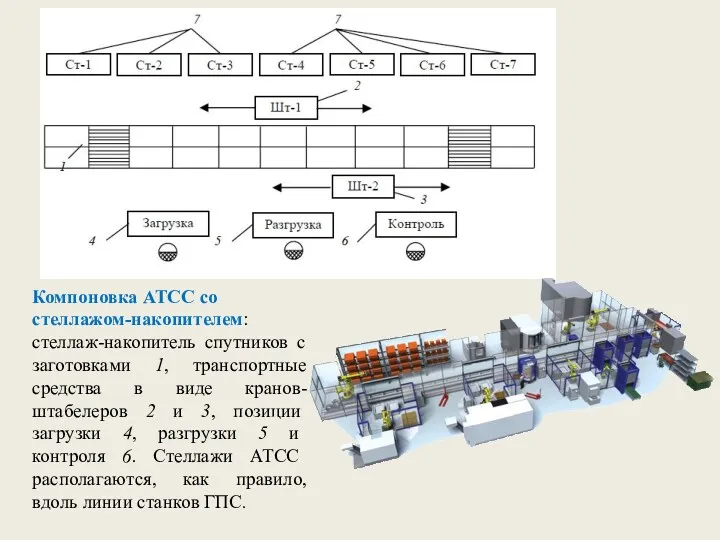
- 25. Компоновка АТСС со стеллажом-накопителем: стеллаж-накопитель спутников с заготовками 1, транспортные средства в виде кранов-штабелеров 2 и
- 26. Склады конвейерного типа
- 27. Склады конвейерные типа «тактовый стол»
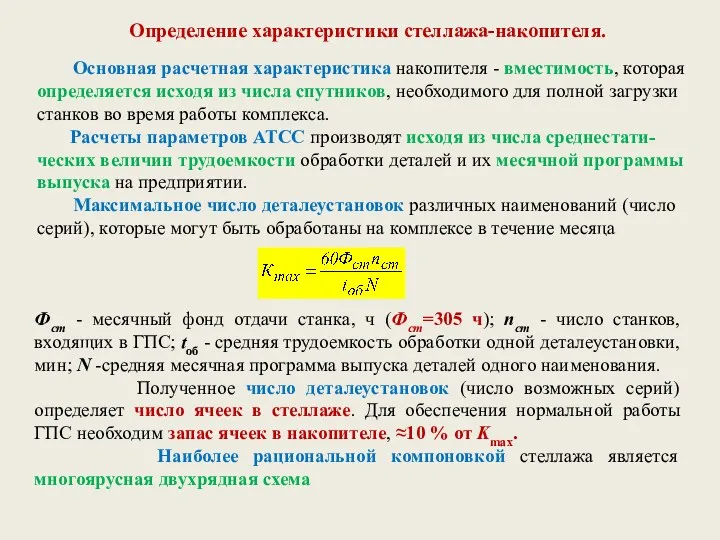
- 28. Определение характеристики стеллажа-накопителя. Основная расчетная характеристика накопителя - вместимость, которая определяется исходя из числа спутников, необходимого
- 29. Расчет числа позиций загрузки и разгрузки. Позиции загрузки, где производится установка заготовки в приспособление-спутник, и разгрузки,
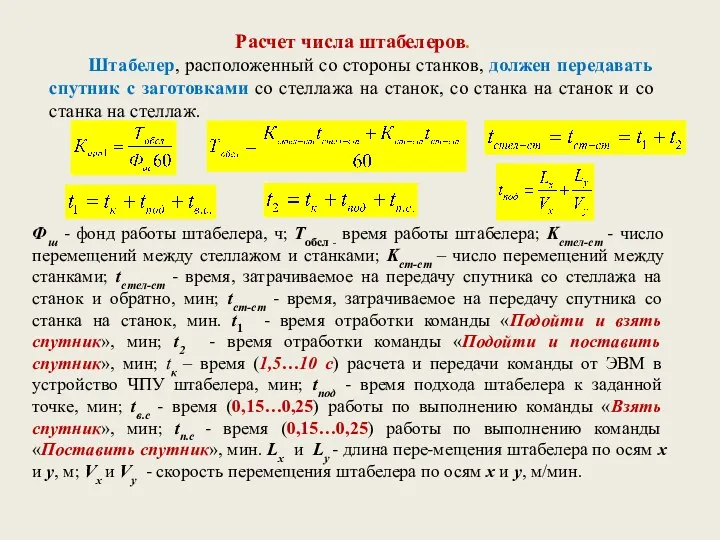
- 30. Расчет числа штабелеров. Штабелер, расположенный со стороны станков, должен передавать спутник с заготовками со стеллажа на
- 31. Определение структуры и состава автоматизированной системы инструментального обеспечения (АСИО) ГПС Автоматизированная система инструментального обеспечения (АСИО) предназначена
- 32. Определение характеристики центрального магазина инструментов. Основная расчетная характеристика центрального магазина инструментов - вместимость определяется числом инструмента,
- 33. Определение числа подвижных транспортных механизмов центрального магазина инструментов. К подвижным транспортным механизмам склада инструментов относятся инструментальные
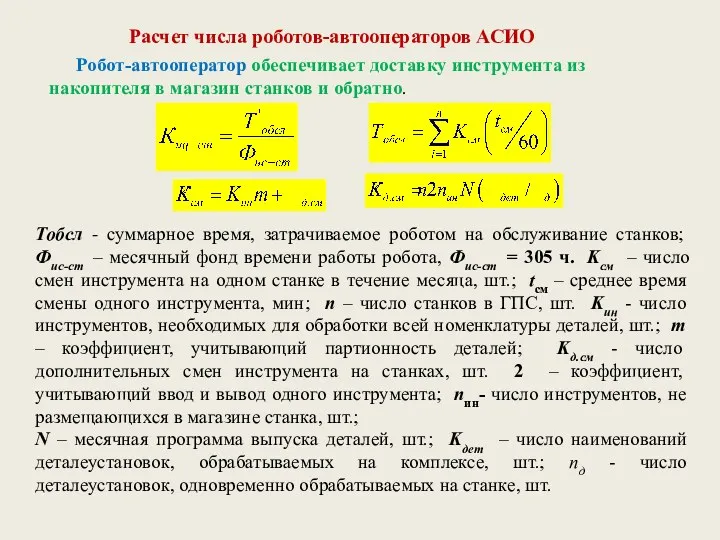
- 34. Расчет числа роботов-автооператоров АСИО Робот-автооператор обеспечивает доставку инструмента из накопителя в магазин станков и обратно. Тобсл
- 35. Среднее время смены одного инструмента в станке определяется временем отработки роботом-автооператором четырех кадров: t1 – время
- 36. Схема компоновки АСИО с центральным складом-накопителем инструментов: 1, 2 – накопители инструментов; 3, 4 – роботы-автооператоры
- 37. Система автоматизированного контроля (САК) Расчет необходимого числа позиций контроля. tк – суммарное время контроля одной деталеустановки,
- 38. ПЛАНИРОВКА УЧАСТКОВ И ЛИНИЙ ГПС. Компоновка ГПС во многих случаях размещение определяется типом АТСС и АТЗС
- 39. Гибкие автоматизированные линии (ГАЛ) и участки (ГАУ) с групповым обслуживанием одним или несколькими ПР. ГАЛ предполагают
- 40. Расположение технологического оборудования Линейное (продольное) - расположение оборудование вдоль транспорт-ной трассы
- 41. Поперечное расположение - применяют в случае, когда при продоль-ном расположении получаются слишком длинные линии. Расположение технологического
- 42. Кольцевое - целесообразно для многостаночного обслуживания с помощью ПР, работающих в цилиндрической системе координат Расположение технологического
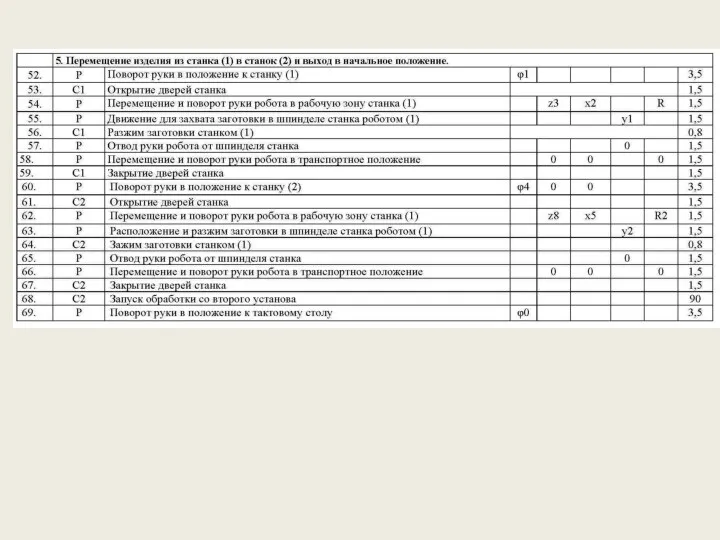
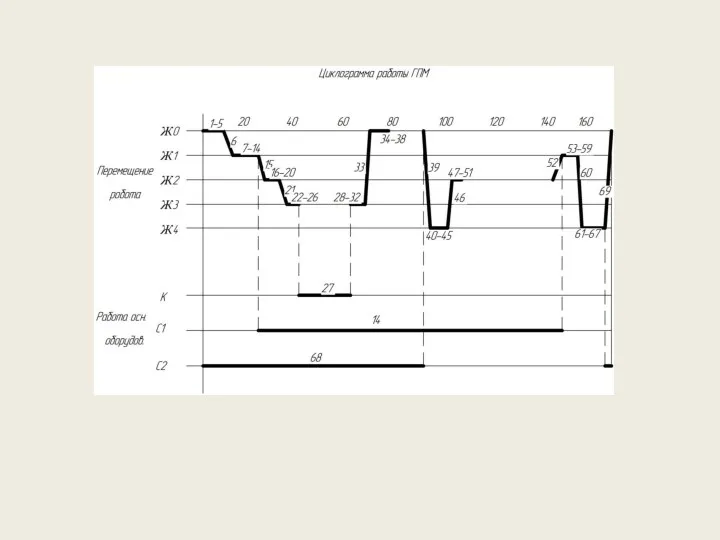
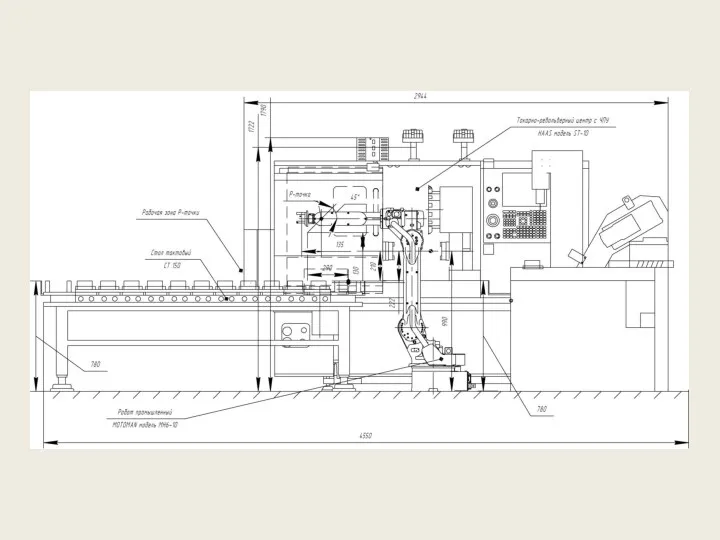
- 43. Построение циклограммы работы ГПМ
- 49. Скачать презентацию
Гибкая производственная система (ГПС) — отдельная единица технологического оборудования или совокупность
Гибкая производственная система (ГПС) — отдельная единица технологического оборудования или совокупность
Гибкость:
возможность обрабатывать на одной и той же технологической линии
Гибкость:
возможность обрабатывать на одной и той же технологической линии
Эффективность ГПС :
Эффективность ГПС складывается из технической, организационной
Эффективность ГПС :
Эффективность ГПС складывается из технической, организационной
Производительность ГПС:
часовая,
суточная,
по полному годовому фонду времени (учитывает возможности
Производительность ГПС:
часовая,
суточная,
по полному годовому фонду времени (учитывает возможности

По организационной структуре производства гибкие производственные системы подразделяются на пять
По организационной структуре производства гибкие производственные системы подразделяются на пять

Второй уровень — гибкая автоматизированная линия (ГАЛ). Это гибкая производственная система,
Второй уровень — гибкая автоматизированная линия (ГАЛ). Это гибкая производственная система,

Третий уровень — гибкий автоматизированный участок (ГАУ). Это гибкая производственная
Третий уровень — гибкий автоматизированный участок (ГАУ). Это гибкая производственная

Четвертый уровень — гибкий автоматизированный цех (ГАЦ). Это гибкая производственная система
Четвертый уровень — гибкий автоматизированный цех (ГАЦ). Это гибкая производственная система

Система ГПС включает в себя:
автоматизированное станочное оборудование
Система ГПС включает в себя:
автоматизированное станочное оборудование
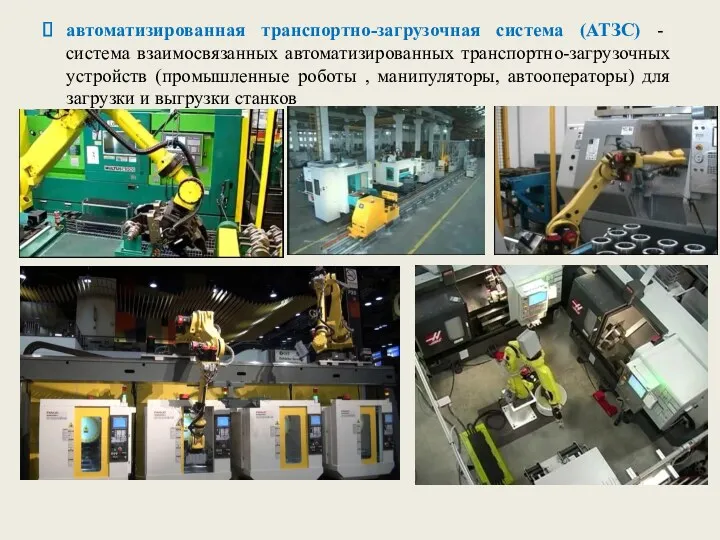
автоматизированная транспортно-загрузочная система (АТЗС) - система взаимосвязанных автоматизированных транспортно-загрузочных устройств (промышленные
автоматизированная транспортно-загрузочная система (АТЗС) - система взаимосвязанных автоматизированных транспортно-загрузочных устройств (промышленные

автоматизированная транспортно-складская система (АТСС) - система взаимосвязанных автоматизированных транспортных и складских
автоматизированная транспортно-складская система (АТСС) - система взаимосвязанных автоматизированных транспортных и складских



автоматизированная система инструментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая участки
автоматизированная система инструментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая участки

Обеспечивает автоматическое измерение параметров деталей в процессе производства. А также
Обеспечивает автоматическое измерение параметров деталей в процессе производства. А также

автоматизированная система удаления отходов (АСУО);
Включает в себя средства для сбора
автоматизированная система удаления отходов (АСУО);
Включает в себя средства для сбора
Исходные данные для проектирования
сведения о продукции: вид, номенклатура, габариты, требования к
Исходные данные для проектирования
сведения о продукции: вид, номенклатура, габариты, требования к
Определение состава и числа оборудования станочного комплекса ГПС
При подборе станков
Определение состава и числа оборудования станочного комплекса ГПС
При подборе станков
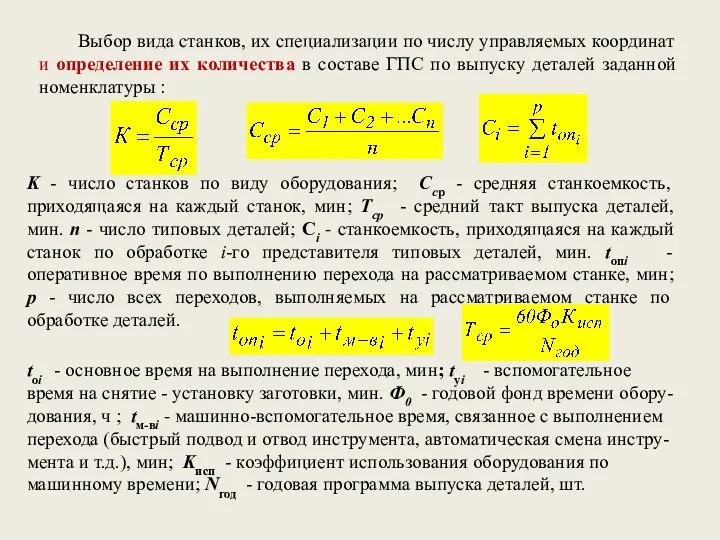
Выбор вида станков, их специализации по числу управляемых координат и
Выбор вида станков, их специализации по числу управляемых координат и
Расчетное значение K по каждому виду оборудования округляют в сторону большего
Расчетное значение K по каждому виду оборудования округляют в сторону большего
Определение производительности автоматизированной
транспортно-загрузочной системы
Производительность перегрузочного робота, входящего в
Определение производительности автоматизированной
транспортно-загрузочной системы
Производительность перегрузочного робота, входящего в
Определение структуры и состава автоматической транспортно-складской системы ГПС
Автоматическая транспортно-складская система (АТСС)
Определение структуры и состава автоматической транспортно-складской системы ГПС
Автоматическая транспортно-складская система (АТСС)
Схемы компоновки стеллажей-накопителей:
а – одноярусного однорядного; б – многоярусного однорядного; в
Схемы компоновки стеллажей-накопителей:
а – одноярусного однорядного; б – многоярусного однорядного; в
Компоновка АТСС со стеллажом-накопителем:
стеллаж-накопитель спутников с заготовками 1, транспортные средства в
Компоновка АТСС со стеллажом-накопителем:
стеллаж-накопитель спутников с заготовками 1, транспортные средства в

Склады конвейерного типа
Склады конвейерного типа

Склады конвейерные типа «тактовый стол»
Склады конвейерные типа «тактовый стол»
Определение характеристики стеллажа-накопителя.
Основная расчетная характеристика накопителя - вместимость, которая определяется
Определение характеристики стеллажа-накопителя.
Основная расчетная характеристика накопителя - вместимость, которая определяется

Расчет числа позиций загрузки и разгрузки.
Позиции загрузки, где производится
Расчет числа позиций загрузки и разгрузки.
Позиции загрузки, где производится
Расчет числа штабелеров.
Штабелер, расположенный со стороны станков, должен передавать
Расчет числа штабелеров.
Штабелер, расположенный со стороны станков, должен передавать
Определение структуры и состава автоматизированной системы инструментального обеспечения (АСИО) ГПС
Автоматизированная
Определение структуры и состава автоматизированной системы инструментального обеспечения (АСИО) ГПС
Автоматизированная
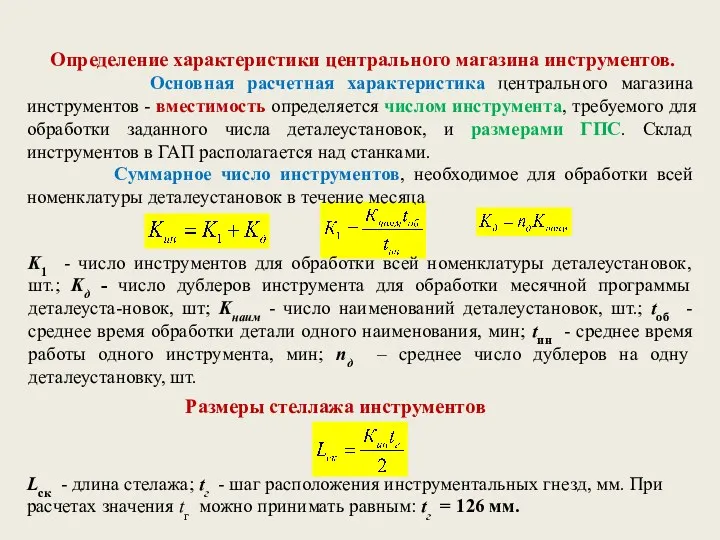
Определение характеристики центрального магазина инструментов.
Основная расчетная характеристика центрального магазина
Определение характеристики центрального магазина инструментов.
Основная расчетная характеристика центрального магазина
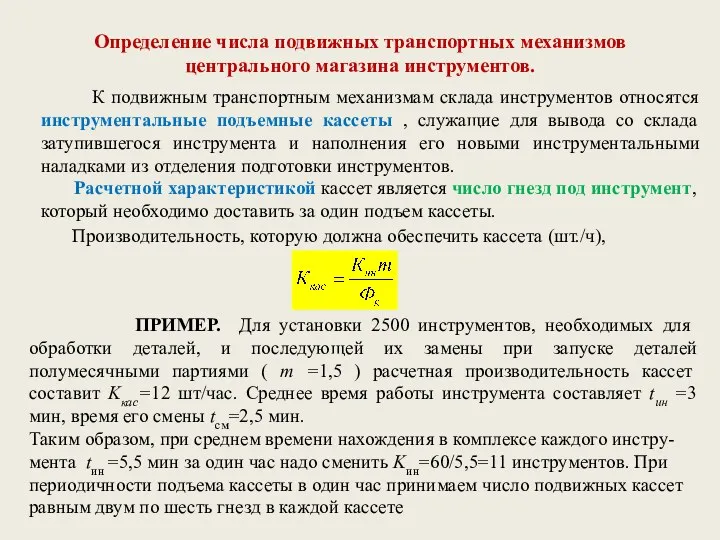
Определение числа подвижных транспортных механизмов центрального магазина инструментов.
К подвижным
Определение числа подвижных транспортных механизмов центрального магазина инструментов.
К подвижным
Расчет числа роботов-автооператоров АСИО
Робот-автооператор обеспечивает доставку инструмента из накопителя в
Расчет числа роботов-автооператоров АСИО
Робот-автооператор обеспечивает доставку инструмента из накопителя в
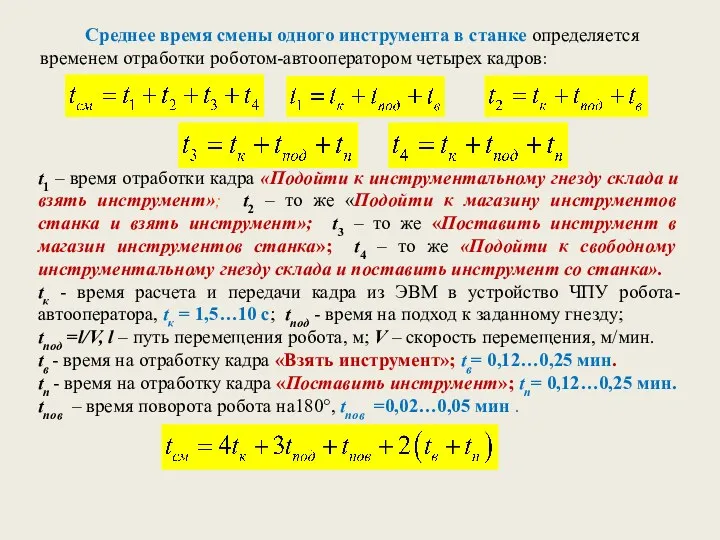
Среднее время смены одного инструмента в станке определяется временем отработки
Среднее время смены одного инструмента в станке определяется временем отработки

Схема компоновки АСИО с центральным складом-накопителем инструментов:
1, 2 –
Схема компоновки АСИО с центральным складом-накопителем инструментов:
1, 2 –

Система автоматизированного контроля (САК)
Расчет необходимого числа позиций контроля.
tк – суммарное
Система автоматизированного контроля (САК)
Расчет необходимого числа позиций контроля.
tк – суммарное

ПЛАНИРОВКА УЧАСТКОВ И ЛИНИЙ ГПС.
Компоновка ГПС во многих случаях размещение
ПЛАНИРОВКА УЧАСТКОВ И ЛИНИЙ ГПС.
Компоновка ГПС во многих случаях размещение

Гибкие автоматизированные линии (ГАЛ) и участки (ГАУ) с групповым обслуживанием
Гибкие автоматизированные линии (ГАЛ) и участки (ГАУ) с групповым обслуживанием

Расположение технологического оборудования
Линейное (продольное) - расположение оборудование вдоль транспорт-ной
Расположение технологического оборудования
Линейное (продольное) - расположение оборудование вдоль транспорт-ной

Поперечное расположение - применяют в случае, когда при продоль-ном расположении
Поперечное расположение - применяют в случае, когда при продоль-ном расположении

Кольцевое - целесообразно для многостаночного обслуживания с помощью ПР, работающих
Кольцевое - целесообразно для многостаночного обслуживания с помощью ПР, работающих
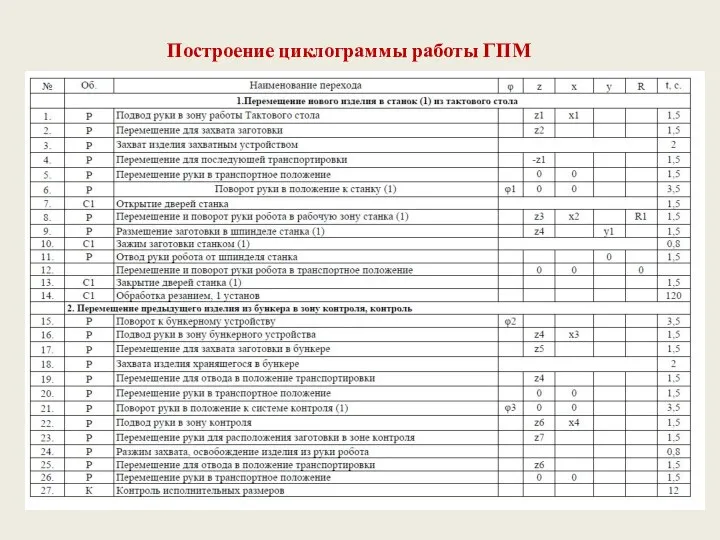
Построение циклограммы работы ГПМ
Построение циклограммы работы ГПМ

 Во что играют ваши дети
Во что играют ваши дети Классный час Разговор о вредных привычках
Классный час Разговор о вредных привычках Десятичные дроби. Исторический материал
Десятичные дроби. Исторический материал Инфаркт миокарда и сахарный диабет
Инфаркт миокарда и сахарный диабет Система управления химико-технологическими процессами
Система управления химико-технологическими процессами Проблемные методы в развивающем обучении дошкольников.
Проблемные методы в развивающем обучении дошкольников. Тренды 2018
Тренды 2018 Презентация к родительскому собранию Авторитет родителей.
Презентация к родительскому собранию Авторитет родителей. Пора к неврологу
Пора к неврологу Цитология – наука о клетке. Современные методы исследования
Цитология – наука о клетке. Современные методы исследования Описторхоз кезіндегі шаралар стандарттары мен алгоритмдері
Описторхоз кезіндегі шаралар стандарттары мен алгоритмдері Галузь промисловості - металургія
Галузь промисловості - металургія Эти удивительные животные
Эти удивительные животные Қазіргі әлемдегі машина жасау өнеркәсібінің дамуы
Қазіргі әлемдегі машина жасау өнеркәсібінің дамуы Пришла весна
Пришла весна Машины постоянного тока
Машины постоянного тока Презентация к уроку. Черчение - 8 класс (по А.Д.Ботвинникову). Тема урока: Общие сведения о проецировании.
Презентация к уроку. Черчение - 8 класс (по А.Д.Ботвинникову). Тема урока: Общие сведения о проецировании. Классный час Моя семья - мое богатство
Классный час Моя семья - мое богатство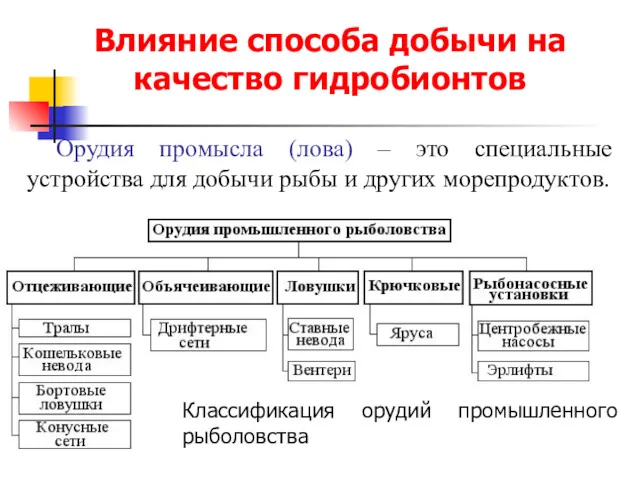 Влияние способа добычи на качество гидробионтов. Орудия промысла (лова)
Влияние способа добычи на качество гидробионтов. Орудия промысла (лова) Поздравление папы
Поздравление папы Эксплуатация электрических сетей и систем электроснабжения
Эксплуатация электрических сетей и систем электроснабжения Консультация для воспитателей Реализация ФГОС ДО в практике работы дошкольных образовательных учреждений
Консультация для воспитателей Реализация ФГОС ДО в практике работы дошкольных образовательных учреждений Шизофрения. Параноидная форма. Аспекты клиники, этиологии и патогенеза
Шизофрения. Параноидная форма. Аспекты клиники, этиологии и патогенеза А.Т.Болотов-первый русский агроном
А.Т.Болотов-первый русский агроном Конспект группового занятия на тему: Дифференциация согласных звуков С - Ш
Конспект группового занятия на тему: Дифференциация согласных звуков С - Ш Тактика. Борьба с танками, бронированными машинами и противотанковыми средствами противника. (Тема 6.1)
Тактика. Борьба с танками, бронированными машинами и противотанковыми средствами противника. (Тема 6.1) Мир цветов
Мир цветов Функции современной семьи
Функции современной семьи