- Проектирование поточного производства

Содержание
- 2. По степени специализации Непрерывно-поточные линии с поштучной передачей изделий - выпуск (запуск) каждого предмета осуществляется через
- 3. Прерывно-поточные (прямоточные) линии характеризуются различной производительностью на отдельных операциях непрерывность отсутствует. Ритм линии в этом случае
- 4. Такт линии r строго согласовывается с производственной программой Fд - действительный фонд времени работы линии в
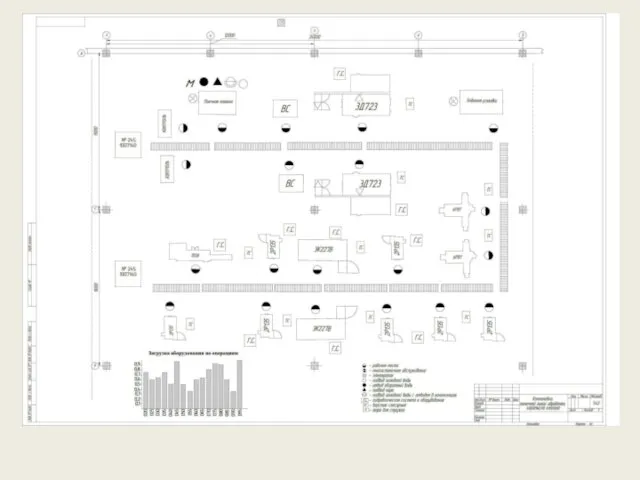
- 5. Расположение поточных линий (планировка) должна обеспечить: - прямоточность и кратчайший путь движения изделия; - рациональное использование
- 6. Схемы движения изделий по поточным линиям разветвляющаяся зигзагообразная П-образная Т-образная замкнутая многоуровневая
- 7. Способы транспортировки изделий Для транспортировки изделий в поточном производстве применяются следующие транспортные средства: транспортное оборудование непрерывного
- 8. бесприводные (гравитационные) транспортные средства (рольганги, скаты, спуски и др.); подъёмно-транспортное оборудование циклического действия (мостовые и другие
- 9. Наиболее широко в поточном производстве применяют конвейеры. Различают рабочие и распределительные конвейеры. Рабочие конвейеры предназначены для
- 10. Если по требованию технологического процесса операции должны выполняться при неподвижном объекте, применяют конвейеры с пульсирующим движением.
- 11. Распределительные конвейеры применяют на поточных линиях с выполнением операций на стационарных рабочих местах (например, на станках)
- 12. Расчет и организация поточных линий Такт поточной линии - промежуток времени между выпуском изделий (деталей, сборочных
- 13. Тпер - время планируемых внутрисменных перерывов; Трем - время планируемых внутрисменных ремонтов; При неизбежных технологических потерях
- 14. Расчет количества оборудования поточной линии ведется по каждой операции технологического процесса: или Wpi - расчетное количество
- 15. Явочное количество рабочих (Ряв) равно количеству рабочих мест на поточной линии с учетом многостаночного обслуживания kмо:
- 16. Задел - производственный запас материалов, заготовок или составных частей изделия для обеспечения бесперебойного протекания производственных процессов
- 17. Транспортный задел (Zтр) - количество деталей, находящихся в процессе перемещения между операциями и расположенных в транспортных
- 18. Резервный (страховой) задел создается для нейтрализации последствий, связанных со случайным характером выхода изделия в брак, перебоев
- 20. ОРГАНИЗАЦИЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА Автоматическая поточная линия — комплекс автоматического оборудования, расположенного в технологической последовательности выполнения операций,
- 21. Состав автоматической поточной линии: - автоматическое оборудование (станки, агрегаты, установки и т.д.) для выполнения технологических операций;
- 22. Классификация автоматических линий
- 23. Такт АПЛ определяется как r - такт АПЛ (мин); Fн - номинальный годовой фонд времени работы
- 25. Скачать презентацию
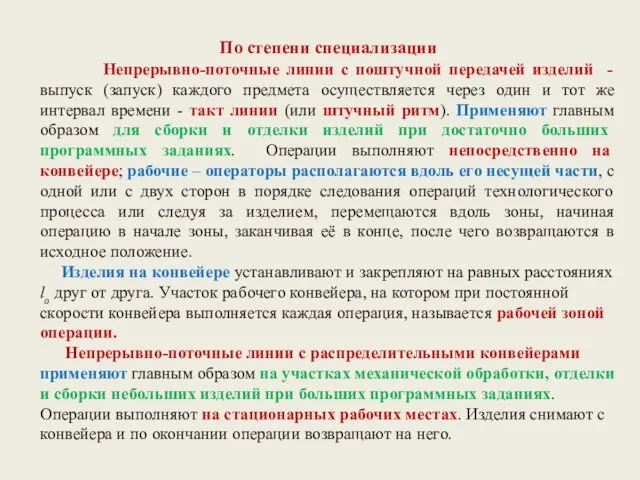
По степени специализации
Непрерывно-поточные линии с поштучной передачей изделий -
По степени специализации
Непрерывно-поточные линии с поштучной передачей изделий -
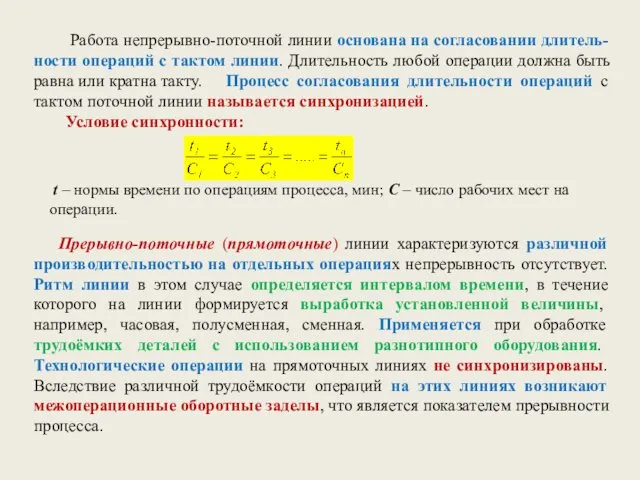
Прерывно-поточные (прямоточные) линии характеризуются различной производительностью на отдельных операциях непрерывность
Прерывно-поточные (прямоточные) линии характеризуются различной производительностью на отдельных операциях непрерывность
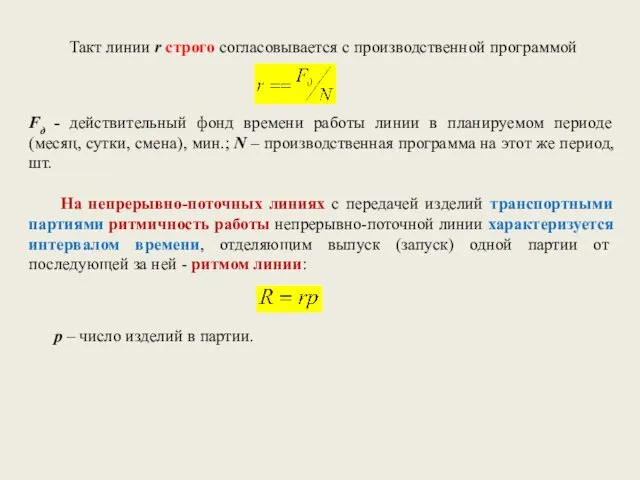
Такт линии r строго согласовывается с производственной программой
Fд -
Такт линии r строго согласовывается с производственной программой
Fд -
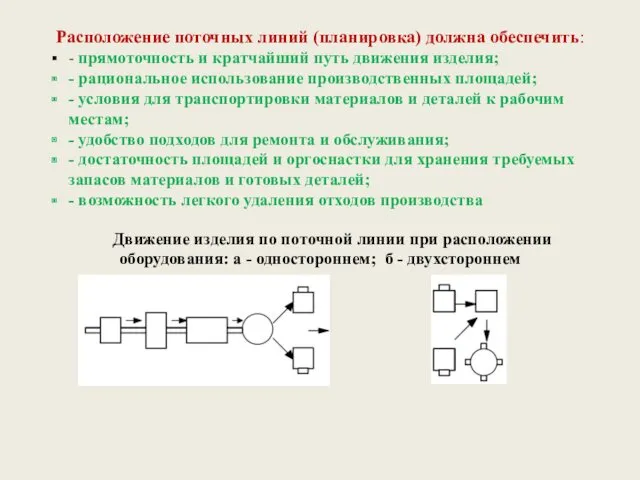
Расположение поточных линий (планировка) должна обеспечить:
- прямоточность и кратчайший путь движения изделия;
- рациональное
Расположение поточных линий (планировка) должна обеспечить:
- прямоточность и кратчайший путь движения изделия;
- рациональное
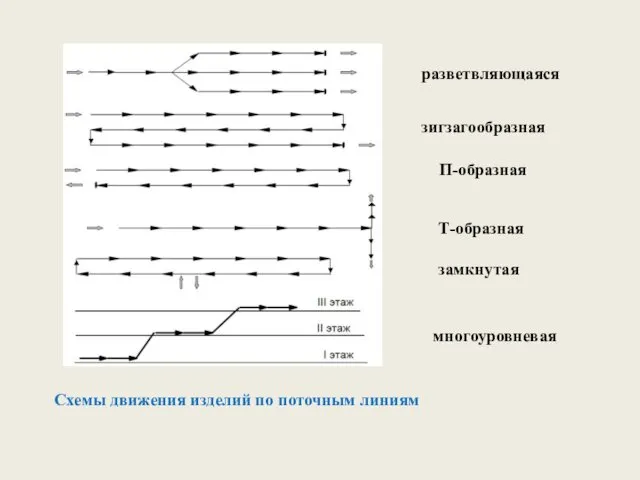
Схемы движения изделий по поточным линиям
разветвляющаяся
зигзагообразная
П-образная
Т-образная
замкнутая
многоуровневая
Схемы движения изделий по поточным линиям
разветвляющаяся
зигзагообразная
П-образная
Т-образная
замкнутая
многоуровневая

Способы транспортировки изделий
Для транспортировки изделий в поточном производстве применяются следующие
Способы транспортировки изделий
Для транспортировки изделий в поточном производстве применяются следующие

бесприводные (гравитационные) транспортные средства (рольганги, скаты, спуски и др.);
подъёмно-транспортное оборудование циклического
бесприводные (гравитационные) транспортные средства (рольганги, скаты, спуски и др.);
подъёмно-транспортное оборудование циклического

Наиболее широко в поточном производстве применяют конвейеры.
Различают рабочие и распределительные конвейеры.
Наиболее широко в поточном производстве применяют конвейеры.
Различают рабочие и распределительные конвейеры.

Если по требованию технологического процесса операции должны выполняться при неподвижном
Если по требованию технологического процесса операции должны выполняться при неподвижном

Распределительные конвейеры применяют на поточных линиях с выполнением операций на
Распределительные конвейеры применяют на поточных линиях с выполнением операций на
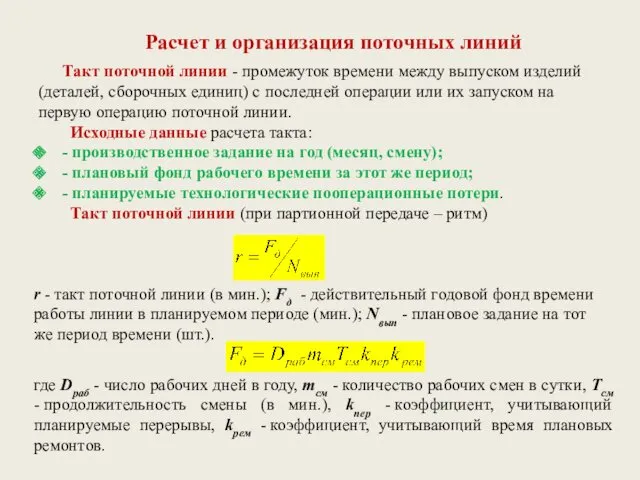
Расчет и организация поточных линий
Такт поточной линии - промежуток времени
Расчет и организация поточных линий
Такт поточной линии - промежуток времени
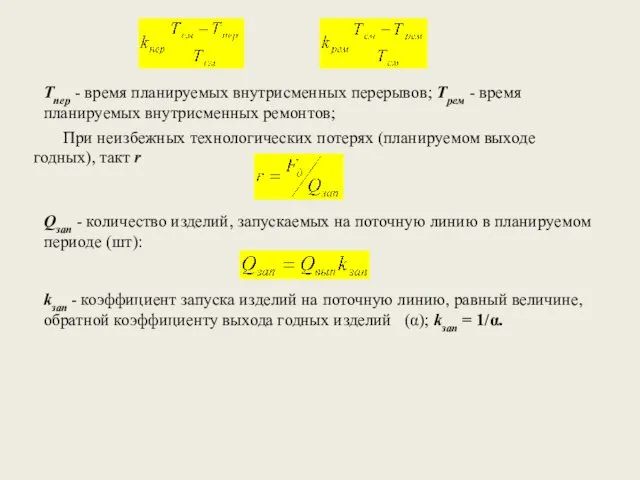
Тпер - время планируемых внутрисменных перерывов; Трем - время планируемых внутрисменных ремонтов;
Тпер - время планируемых внутрисменных перерывов; Трем - время планируемых внутрисменных ремонтов;
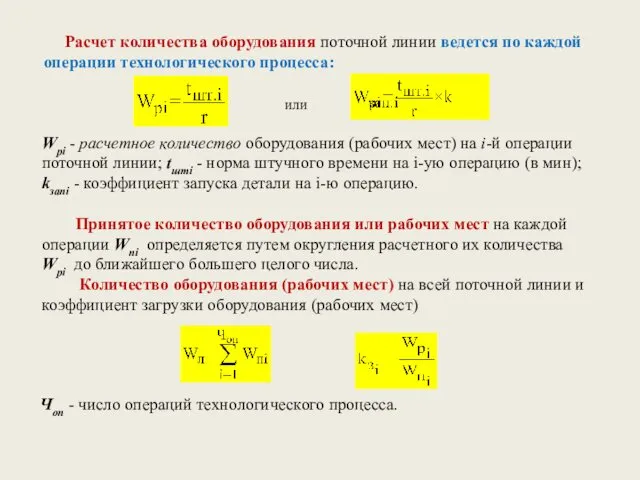
Расчет количества оборудования поточной линии ведется по каждой операции технологического
Расчет количества оборудования поточной линии ведется по каждой операции технологического
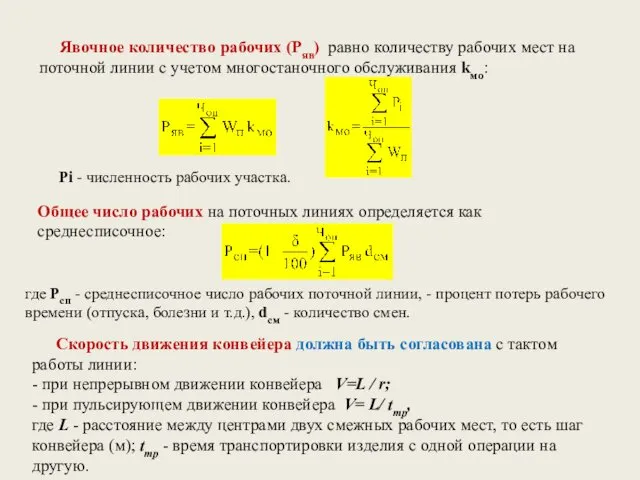
Явочное количество рабочих (Ряв) равно количеству рабочих мест на поточной
Явочное количество рабочих (Ряв) равно количеству рабочих мест на поточной
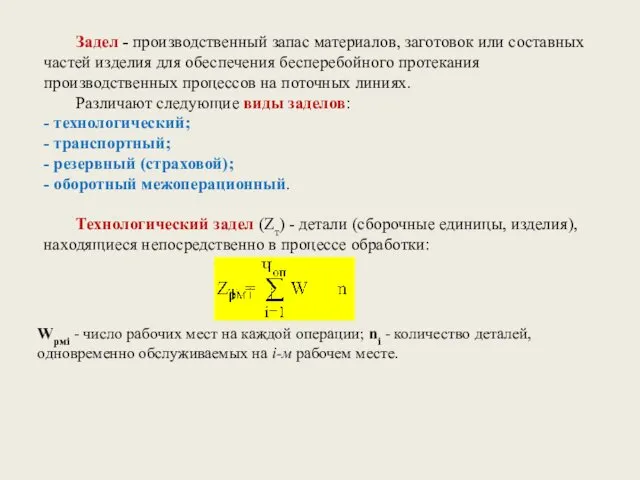
Задел - производственный запас материалов, заготовок или составных частей изделия для обеспечения
Задел - производственный запас материалов, заготовок или составных частей изделия для обеспечения
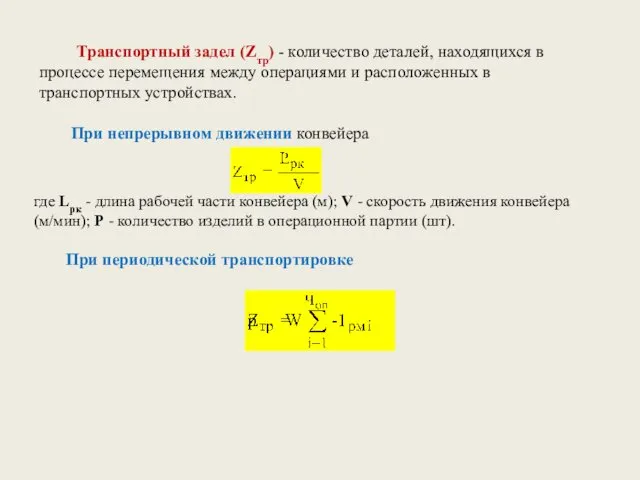
Транспортный задел (Zтр) - количество деталей, находящихся в процессе перемещения
Транспортный задел (Zтр) - количество деталей, находящихся в процессе перемещения
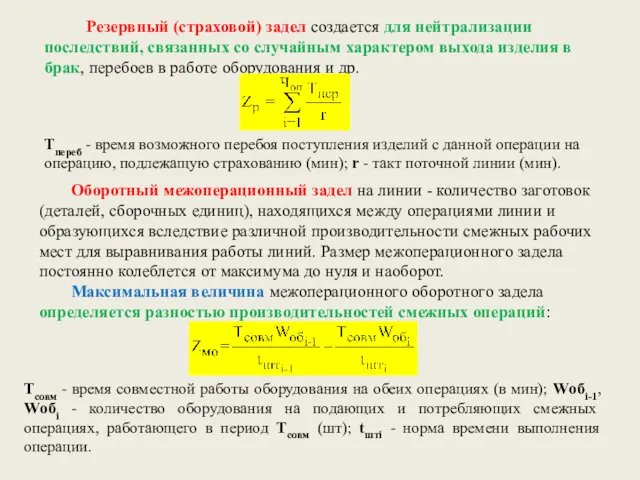
Резервный (страховой) задел создается для нейтрализации последствий, связанных со случайным
Резервный (страховой) задел создается для нейтрализации последствий, связанных со случайным
ОРГАНИЗАЦИЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Автоматическая поточная линия — комплекс автоматического оборудования, расположенного
ОРГАНИЗАЦИЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Автоматическая поточная линия — комплекс автоматического оборудования, расположенного
Состав автоматической поточной линии:
- автоматическое оборудование (станки, агрегаты, установки и т.д.)
Состав автоматической поточной линии:
- автоматическое оборудование (станки, агрегаты, установки и т.д.)
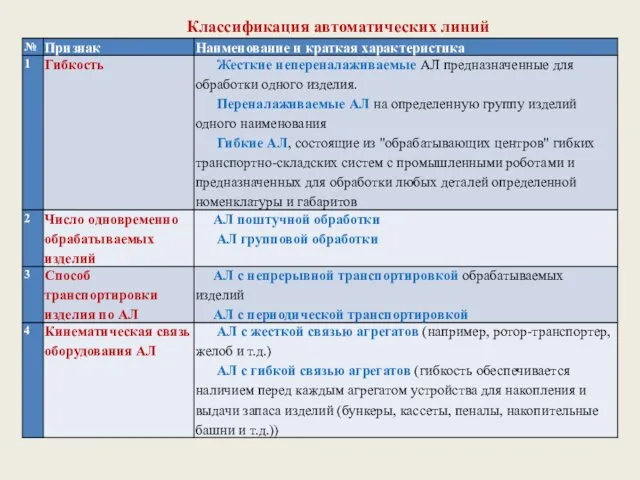
Классификация автоматических линий
Классификация автоматических линий
Такт АПЛ определяется как
r - такт АПЛ (мин); Fн - номинальный
Такт АПЛ определяется как
r - такт АПЛ (мин); Fн - номинальный
 Троянский конь
Троянский конь Напівпровідниковий діод
Напівпровідниковий діод Человек в ландшафте
Человек в ландшафте 8 Марта
8 Марта Профилактика агрессивного поведения
Профилактика агрессивного поведения Чудеса света. Колизей
Чудеса света. Колизей Неогнестрельные переломы нижней челюсти. Клиника, диагностика
Неогнестрельные переломы нижней челюсти. Клиника, диагностика монастыри
монастыри Цемент и его производство
Цемент и его производство Динамика системы материальных точек. Лекция 3.0
Динамика системы материальных точек. Лекция 3.0 Родительское собрание первый раз в первый класс
Родительское собрание первый раз в первый класс Смешанные числа. 5 класс
Смешанные числа. 5 класс БезОпасный интернет
БезОпасный интернет Технологическая оснастка
Технологическая оснастка Презентация Герои войны - кто они?
Презентация Герои войны - кто они? Сказка о Весёлом Язычке
Сказка о Весёлом Язычке Сказкотерапия. Работа со сказками
Сказкотерапия. Работа со сказками Механическое оборудование предприятий
Механическое оборудование предприятий Расселение древнейшего человека. Человек разумный
Расселение древнейшего человека. Человек разумный Легенды о короле Артуре: Мифы и Реальность
Легенды о короле Артуре: Мифы и Реальность Предложения РААСН для строительного комплекса и ЖКХ
Предложения РААСН для строительного комплекса и ЖКХ Высокомолекулярные соединения
Высокомолекулярные соединения Симонов Константин Михайлович 28.11.1915 – 28.08.1975
Симонов Константин Михайлович 28.11.1915 – 28.08.1975 Кто где живёт?
Кто где живёт? Урок знаний, посвященный 20-летию Конституции Российской Федерации.
Урок знаний, посвященный 20-летию Конституции Российской Федерации. Педагогический проект
Педагогический проект Выступление на районном конкурсе Учитель года 2004.
Выступление на районном конкурсе Учитель года 2004.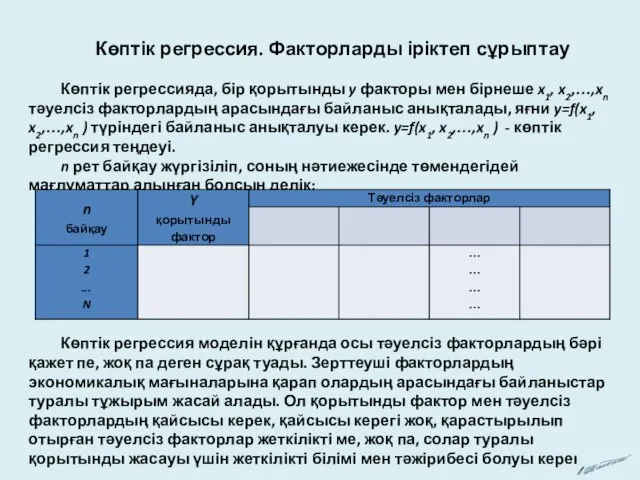 Көптік регрессия. Факторларды іріктеп сұрыптау
Көптік регрессия. Факторларды іріктеп сұрыптау