- Проектирование пресс-форм для прессования изделий из порошковых материалов

Содержание
- 2. Цель работы: изучить метод проектирования и приобрести навыки расчета инструмента для прессования изделий из порошковых материалов.
- 3. Исходные данные для расчета пресс-форм - размеры готового изделия (высота h, поперечный размер D, размер отверстия
- 4. Исходные данные
- 5. Среднесерийное производство Деталь прессуют, спекают и калибруют Пористость П=8…10 %, умеренное нагружение при эксплуатации Величина заходной
- 6. Технологические свойства металлических порошков
- 7. Принципы конструирования пресс - форм для холодного прессования металлических порошков
- 8. Классификация порошковых конструкционных изделий по группам сложности
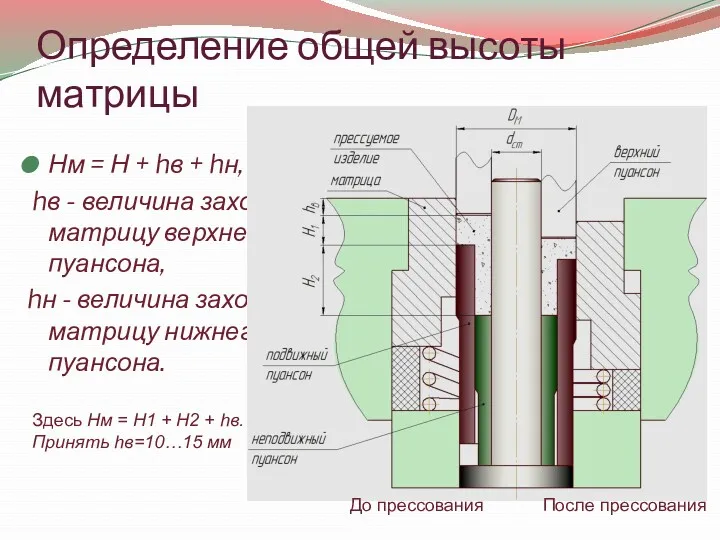
- 9. Определение общей высоты матрицы Нм = Н + hв + hн, hв - величина захода в
- 10. Определение высоты загрузочной камеры для каждой ступени Н = k * hпр, k - коэффициент обжатия,
- 11. Расчет диаметра рабочей полости матрицы номинальный размер рабочей полости матрицы: Dм = Dmax – lп ±
- 12. Определение размеров стержня номинальный размер рабочей части стержня dст= dmax(отв)+ lп -ε - Пк – lк
- 13. Расчет деталей пресс - форм на прочность Полное давление прессования Робщ = Pтр + Р Р
- 14. Расчет деталей пресс - форм на прочность Расчет матриц Напряжения разрушения [σр ] ≥ σэкв =
- 15. Материалы для изготовления деталей пресс-форм
- 16. Расчет пуансонов пуансоны проверяются на сжатие: σсж = Р / Sп ≤ [σcж], [σcж] - допускаемое
- 17. Выбор пресса мощность пресса Рпресса = k⋅Руд⋅Sпоршня, коэффициент технологического запаса (к = 1,25 ... 1,35) Руд=
- 18. Условие достижения равномерной плотности в данном сечении изделия определяют через коэффициент уплотнения (Ку): Ку = H
- 19. На чертеже общего вида следует указать: Все необходимые размеры 2 положения рабочих органов Давление прессования Боковое
- 21. Скачать презентацию
Цель работы:
изучить метод проектирования и приобрести навыки расчета инструмента для прессования
Цель работы:
изучить метод проектирования и приобрести навыки расчета инструмента для прессования
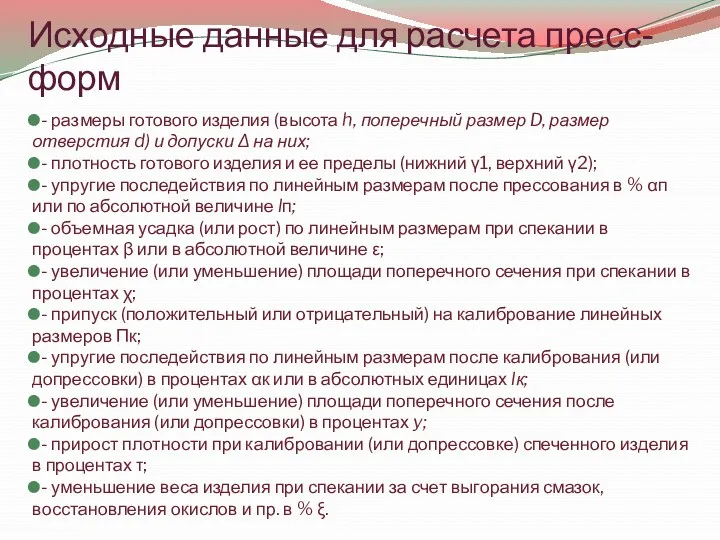
Исходные данные для расчета пресс-форм
- размеры готового изделия (высота h, поперечный
Исходные данные для расчета пресс-форм
- размеры готового изделия (высота h, поперечный

Исходные данные
Исходные данные
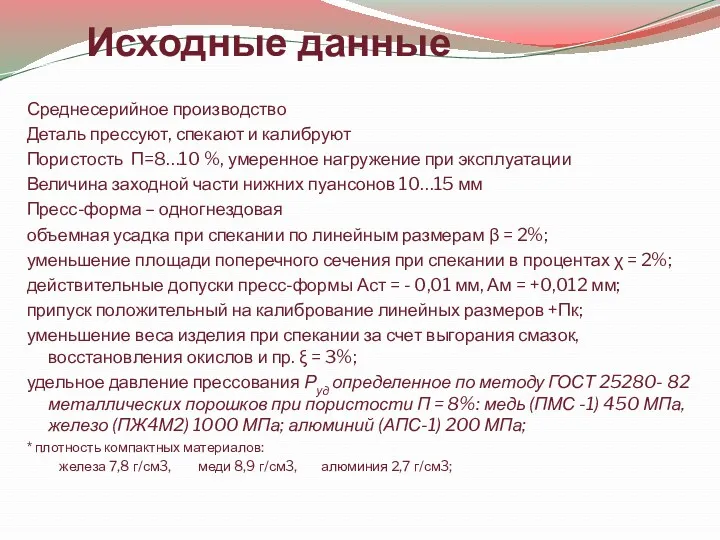
Среднесерийное производство
Деталь прессуют, спекают и калибруют
Пористость П=8…10 %, умеренное нагружение при
Среднесерийное производство
Деталь прессуют, спекают и калибруют
Пористость П=8…10 %, умеренное нагружение при
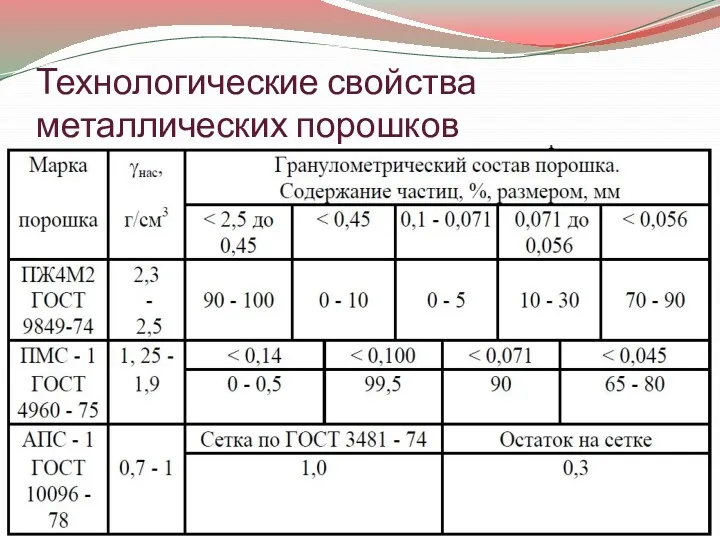
Технологические свойства металлических порошков
Технологические свойства металлических порошков
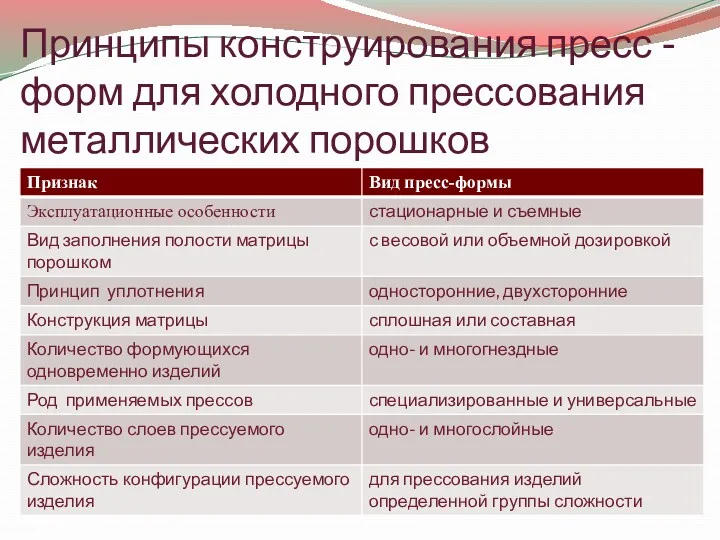
Принципы конструирования пресс - форм для холодного прессования металлических порошков
Принципы конструирования пресс - форм для холодного прессования металлических порошков
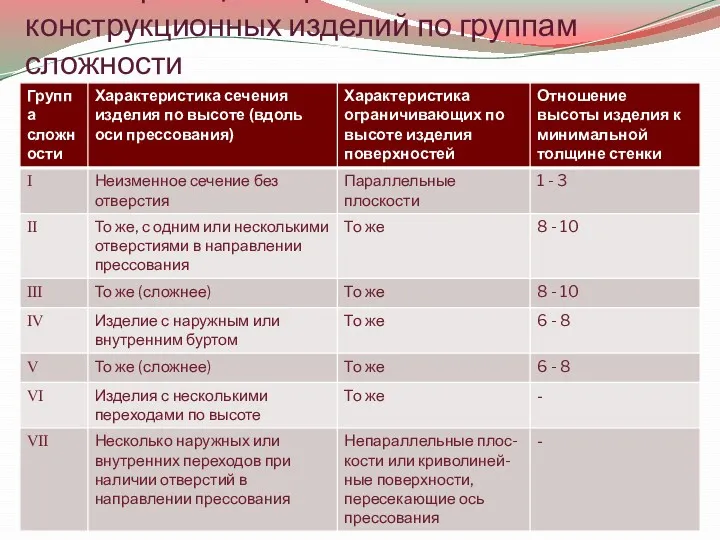
Классификация порошковых конструкционных изделий по группам сложности
Классификация порошковых конструкционных изделий по группам сложности
Определение общей высоты матрицы
Нм = Н + hв + hн,
Определение общей высоты матрицы
Нм = Н + hв + hн,
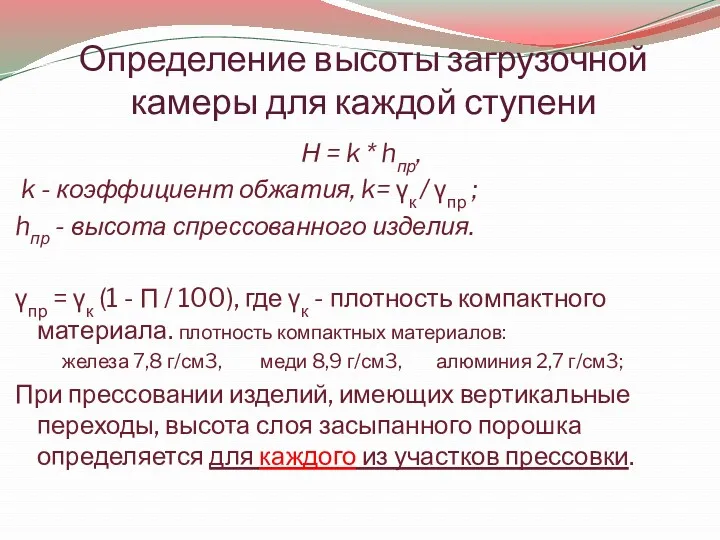
Определение высоты загрузочной камеры для каждой ступени
Н = k * hпр,
Определение высоты загрузочной камеры для каждой ступени
Н = k * hпр,
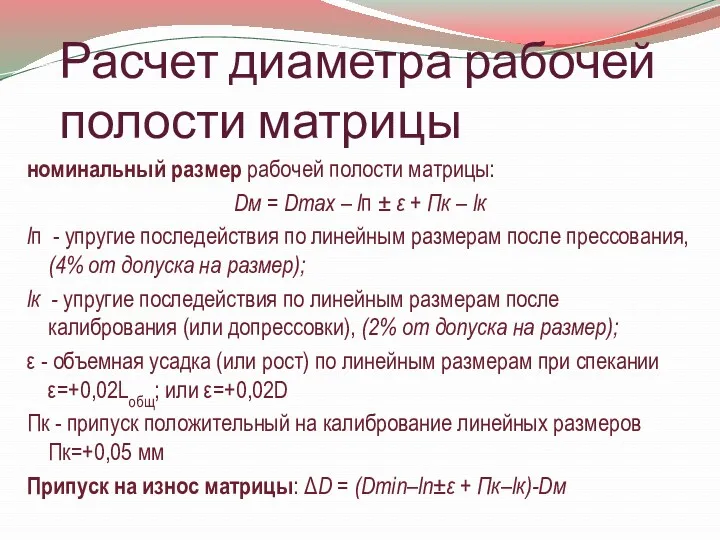
Расчет диаметра рабочей полости матрицы
номинальный размер рабочей полости матрицы:
Dм = Dmax
Расчет диаметра рабочей полости матрицы
номинальный размер рабочей полости матрицы:
Dм = Dmax
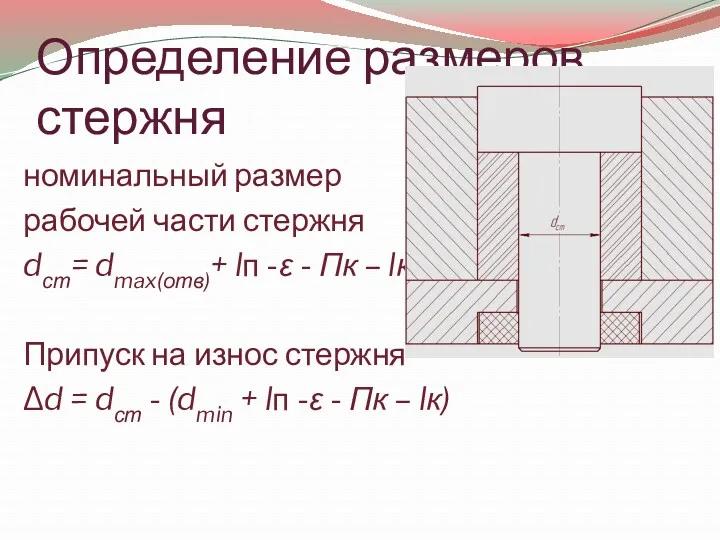
Определение размеров стержня
номинальный размер
рабочей части стержня
dст= dmax(отв)+ lп -ε -
Определение размеров стержня
номинальный размер
рабочей части стержня
dст= dmax(отв)+ lп -ε -
Расчет деталей пресс - форм на прочность
Полное давление прессования
Робщ = Pтр
Расчет деталей пресс - форм на прочность
Полное давление прессования
Робщ = Pтр
Расчет деталей пресс - форм на прочность
Расчет матриц
Напряжения разрушения
[σр
Расчет деталей пресс - форм на прочность
Расчет матриц
Напряжения разрушения
[σр
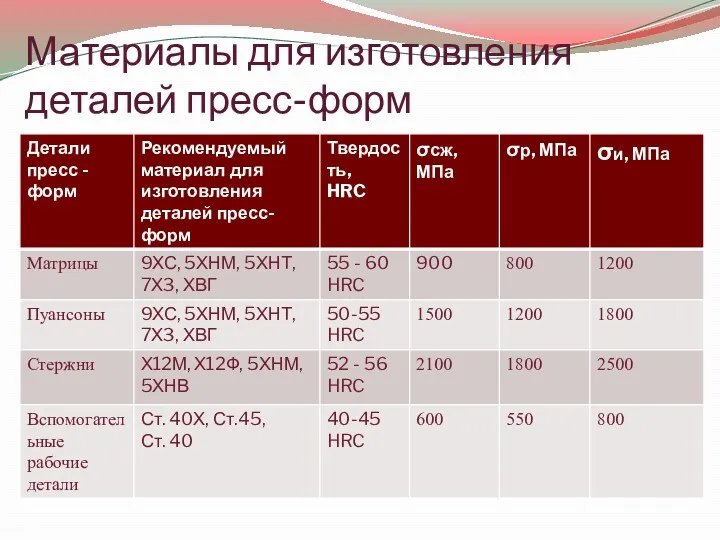
Материалы для изготовления деталей пресс-форм
Материалы для изготовления деталей пресс-форм
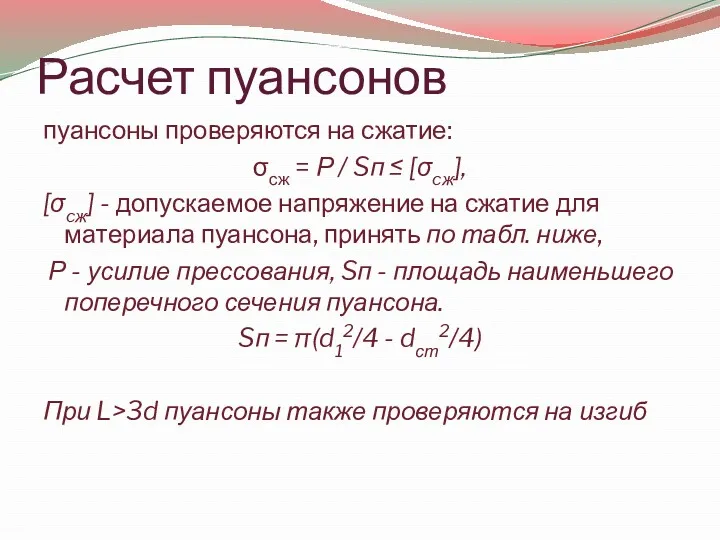
Расчет пуансонов
пуансоны проверяются на сжатие:
σсж = Р / Sп ≤ [σcж],
Расчет пуансонов
пуансоны проверяются на сжатие:
σсж = Р / Sп ≤ [σcж],
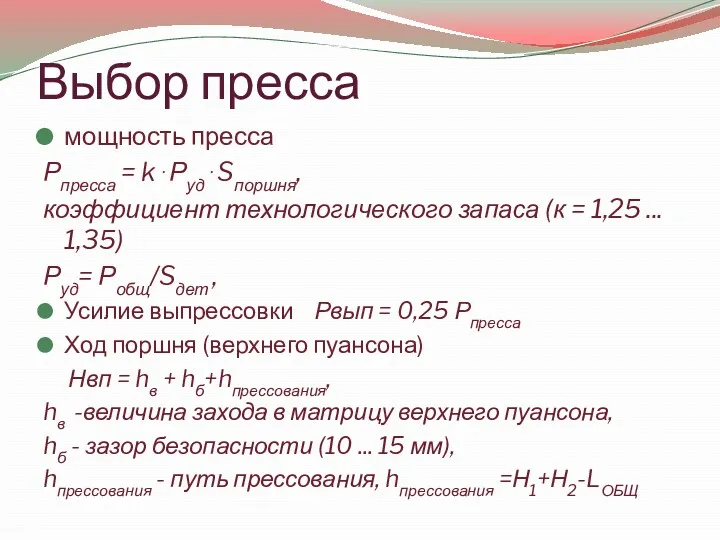
Выбор пресса
мощность пресса
Рпресса = k⋅Руд⋅Sпоршня,
коэффициент технологического запаса (к =
Выбор пресса
мощность пресса
Рпресса = k⋅Руд⋅Sпоршня,
коэффициент технологического запаса (к =
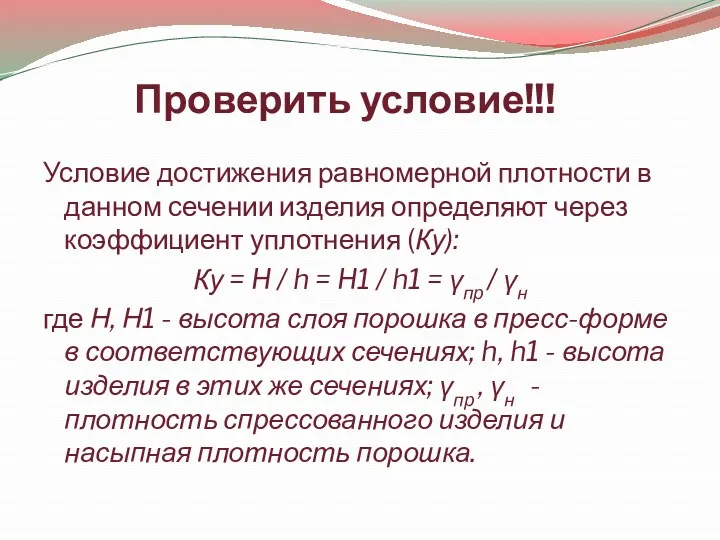
Условие достижения равномерной плотности в данном сечении изделия определяют через коэффициент
Условие достижения равномерной плотности в данном сечении изделия определяют через коэффициент
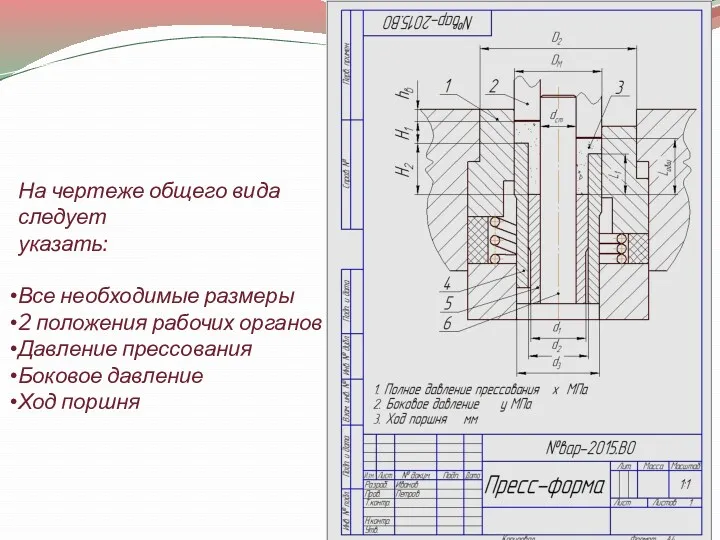
На чертеже общего вида следует
указать:
Все необходимые размеры
2 положения рабочих органов
Давление
На чертеже общего вида следует
указать:
Все необходимые размеры
2 положения рабочих органов
Давление
 Симбиогенетика микоризы. (Лекция 6)
Симбиогенетика микоризы. (Лекция 6) Религия. Понятие религии
Религия. Понятие религии Части речи
Части речи Основы племенной работы в животноводстве
Основы племенной работы в животноводстве Просветительская деятельность учителя-логопеда в МДОУ Детский сад №3 Дюймовочка
Просветительская деятельность учителя-логопеда в МДОУ Детский сад №3 Дюймовочка Антисептика. Жараға түскен инфекцияға қарсы бағытталған шаралар кешені
Антисептика. Жараға түскен инфекцияға қарсы бағытталған шаралар кешені Классическая школа управления. Основные последователи
Классическая школа управления. Основные последователи Ступенька в будущее
Ступенька в будущее Easter game. Fun activities. Games picture dictionaries
Easter game. Fun activities. Games picture dictionaries презентация к уроку природоведения 5 класс Тела и вещества
презентация к уроку природоведения 5 класс Тела и вещества Предмет психологии. Методы. Психология восприятия и ощущения
Предмет психологии. Методы. Психология восприятия и ощущения Пыль атмосферного воздуха, основные источники, влияние на здоровье населения. Охрана воздуха от пылевого загрязнения
Пыль атмосферного воздуха, основные источники, влияние на здоровье населения. Охрана воздуха от пылевого загрязнения Национальность- дунгане
Национальность- дунгане Экономико-географическое и политико-географическое положение Японии
Экономико-географическое и политико-географическое положение Японии Трансграничная передача персональных данных
Трансграничная передача персональных данных Презентация праздника День смеха или веселье по - наоборотски.
Презентация праздника День смеха или веселье по - наоборотски. Противоэпидемическая работа медицинского персонала в организованных коллективах. Организация режима дня и учебных занятий в ДОУ
Противоэпидемическая работа медицинского персонала в организованных коллективах. Организация режима дня и учебных занятий в ДОУ Устройство и работа воздухораспределителя 483 М, А грузовой
Устройство и работа воздухораспределителя 483 М, А грузовой Центр технологического обеспечения Технопарка Новосибирского Академгородка
Центр технологического обеспечения Технопарка Новосибирского Академгородка Образовательная программа студии Флоренталь. Фитодизайн и ароматерапия
Образовательная программа студии Флоренталь. Фитодизайн и ароматерапия Системные заболевания опорно-двигательного аппарата у детей
Системные заболевания опорно-двигательного аппарата у детей Индуктивті байланысқан элементтері бар тізбектер. Шарғыларды үйлесімді және қарсы қосу
Индуктивті байланысқан элементтері бар тізбектер. Шарғыларды үйлесімді және қарсы қосу Презентация для детей на тему:Зимующие птицы
Презентация для детей на тему:Зимующие птицы Материалы для подготовки по истории древнего мира
Материалы для подготовки по истории древнего мира Карман – деталь одежды. 5 класс
Карман – деталь одежды. 5 класс Путешествие по Солнечной системе. Решение уравнений
Путешествие по Солнечной системе. Решение уравнений Оригами. Лиса (презентация)
Оригами. Лиса (презентация) Виды литейных дефектов. Классификации и методы их устранения
Виды литейных дефектов. Классификации и методы их устранения