- Проектирование технологических операций

Содержание
- 2. 17.12.2018 Лекция 11 Коккарева Е.С. Содержание 1. Порядок проектирования. 2. Основы технического нормирования. 3. Схемы обработки.
- 3. 17.12.2018 Лекция 11 Коккарева Е.С. Порядок проектирования технологических операций Проектирование технологических операций включает: уточнение числа и
- 4. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Цель технического нормирования – расчет технически обоснованной нормы
- 5. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Норма штучно-калькуляционного времени: , tшт – штучное время;
- 6. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Штучное время расходуется на обработку изделия. Подготовительно-заключительное время
- 7. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Штучное время равно: tшт = tоп + tт
- 8. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Составляющие tт, tорг, и tлп определяется в процентах
- 9. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Оперативное время: tоп = tо + tв ,
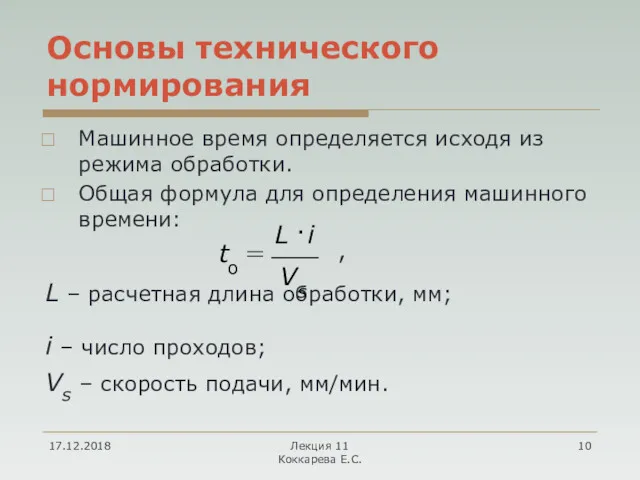
- 10. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Машинное время определяется исходя из режима обработки. Общая
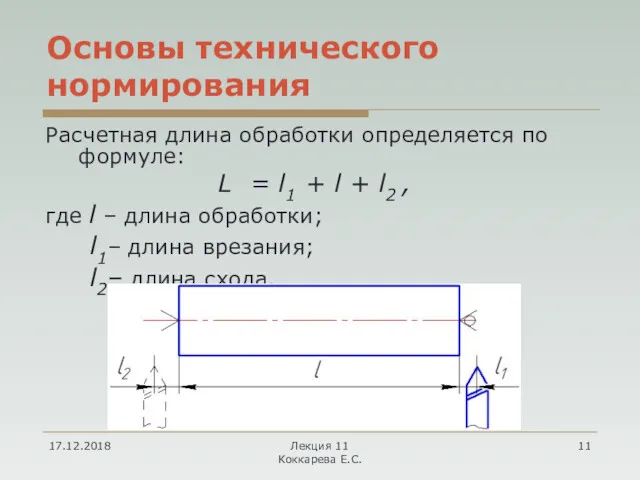
- 11. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Расчетная длина обработки определяется по формуле: L =
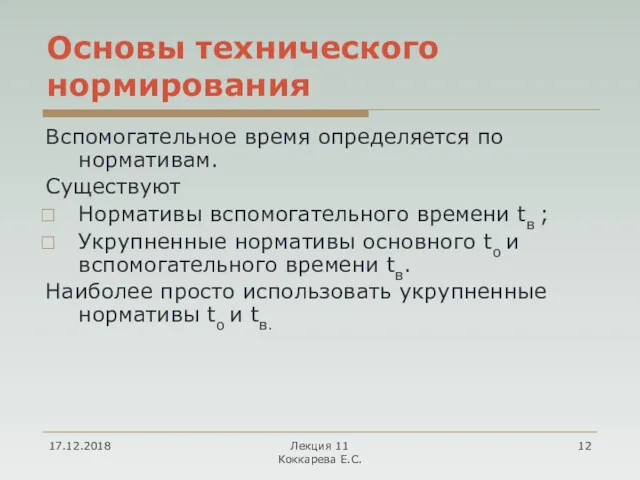
- 12. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования Вспомогательное время определяется по нормативам. Существуют Нормативы вспомогательного
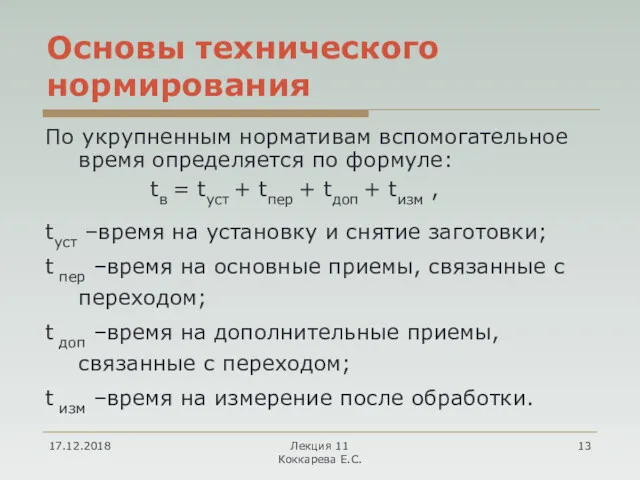
- 13. 17.12.2018 Лекция 11 Коккарева Е.С. Основы технического нормирования По укрупненным нормативам вспомогательное время определяется по формуле:
- 14. Cхемы обработки При проектировании технологических операций применяются принципы концентрации и дифференциации. Схема обработки определяет порядок выполнения
- 15. Cхемы обработки Схемы обработки различаются по: количеству заготовок (одноместная и многоместная); количеству инструментов (одноинструментальная и многоинструментальная);
- 16. Cхемы обработки Одноместная последовательная обработка одним или несколькими инструментами 17.12.2018 Лекция 11 Коккарева Е.С.
- 17. Cхемы обработки Одноместная последовательная обработка одним или несколькими инструментами 17.12.2018 Лекция 11 Коккарева Е.С.
- 18. Cхемы обработки При одноместной последовательной обработке оперативное время является суммой основного и вспомогательного времени: tоп =
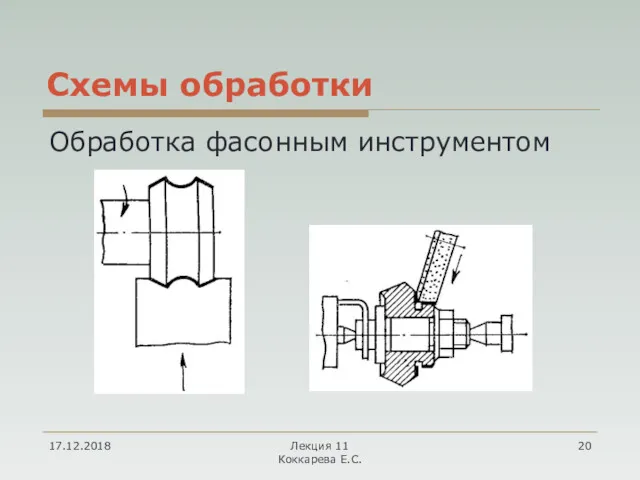
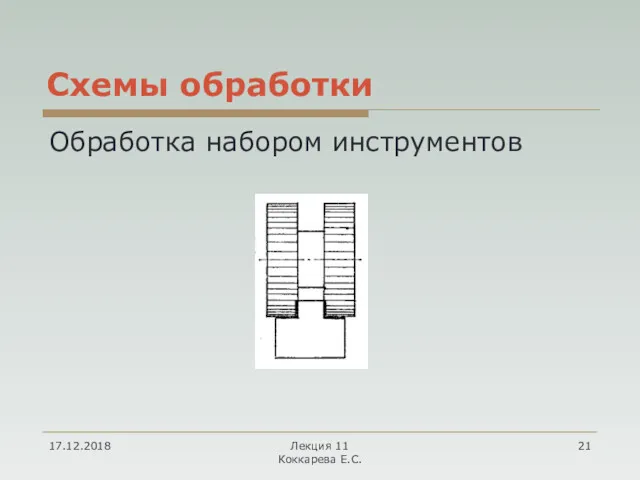
- 19. Cхемы обработки Одноместная параллельная обработка существует в следующих разновидностях: обработка фасонным инструментом; обработка набором инструментов; обработка
- 20. Cхемы обработки Обработка фасонным инструментом 17.12.2018 Лекция 11 Коккарева Е.С.
- 21. Cхемы обработки Обработка набором инструментов 17.12.2018 Лекция 11 Коккарева Е.С.
- 22. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 23. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 24. Cхемы обработки Обработка с использованием станков-автоматов и многошпиндельных головок 17.12.2018 Лекция 11 Коккарева Е.С.
- 25. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 26. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 27. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 28. Cхемы обработки При одноместной параллельной обработке оперативное время определяется по формуле: tоп = tоi + tв,
- 29. Cхемы обработки Многоместная обработка существует в следующих разновидностях: с одновременной установкой заготовок; с раздельной установкой заготовок;
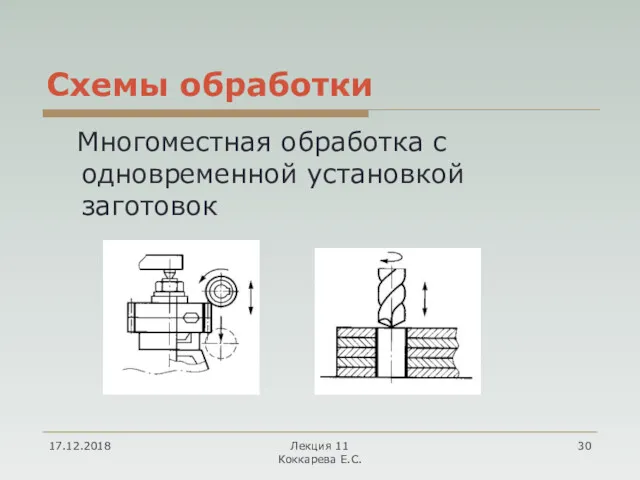
- 30. Cхемы обработки Многоместная обработка с одновременной установкой заготовок 17.12.2018 Лекция 11 Коккарева Е.С.
- 31. Cхемы обработки При многоместной обработка с одновременной установкой заготовок экономится часть вспомогательного времени: tв = tуст/n
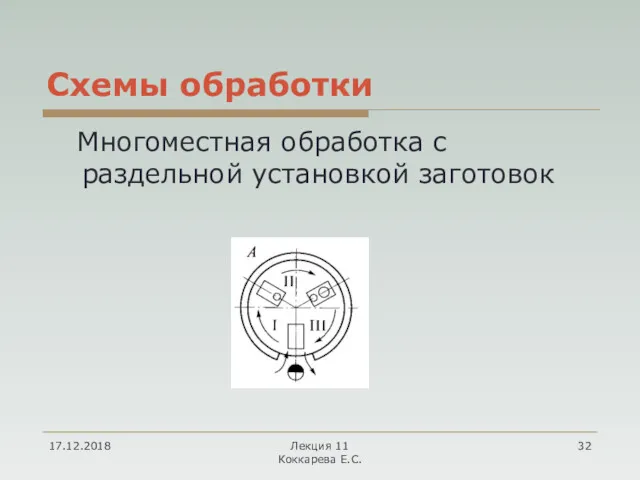
- 32. Cхемы обработки Многоместная обработка с раздельной установкой заготовок 17.12.2018 Лекция 11 Коккарева Е.С.
- 33. Cхемы обработки При многоместной обработке с раздельной установкой заготовок происходит почти полное перекрытие tо и tв
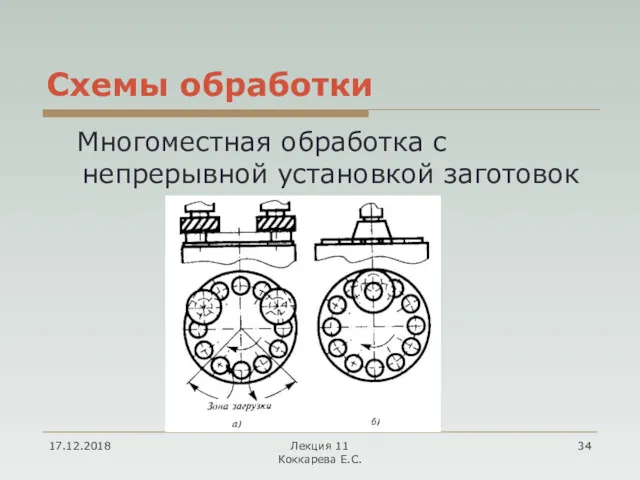
- 34. Cхемы обработки Многоместная обработка с непрерывной установкой заготовок 17.12.2018 Лекция 11 Коккарева Е.С.
- 35. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 36. Пример 17.12.2018 Лекция 11 Коккарева Е.С.
- 37. Cхемы обработки При многоместной обработке с непрерывной установкой заготовок происходит полное перекрытие tо и tв: tоп
- 38. Определение припусков Припуск – это слой материала, удаляемый при механической обработке для достижения заданной точности и
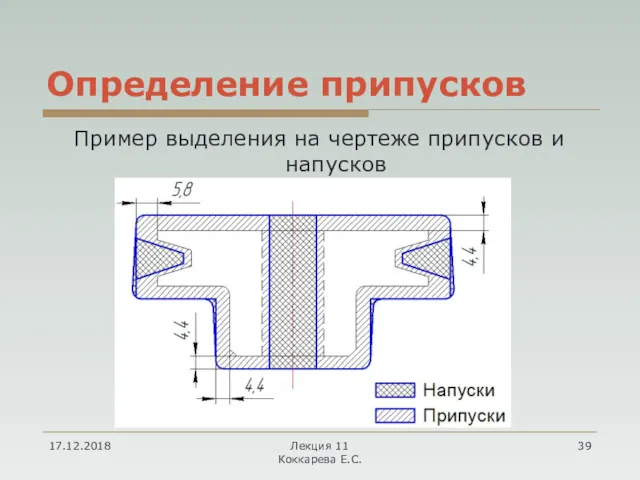
- 39. Определение припусков Пример выделения на чертеже припусков и напусков 17.12.2018 Лекция 11 Коккарева Е.С.
- 40. Определение припусков Общий припуск обозначается zо zо = ∑ zi , где zi – промежуточные припуски
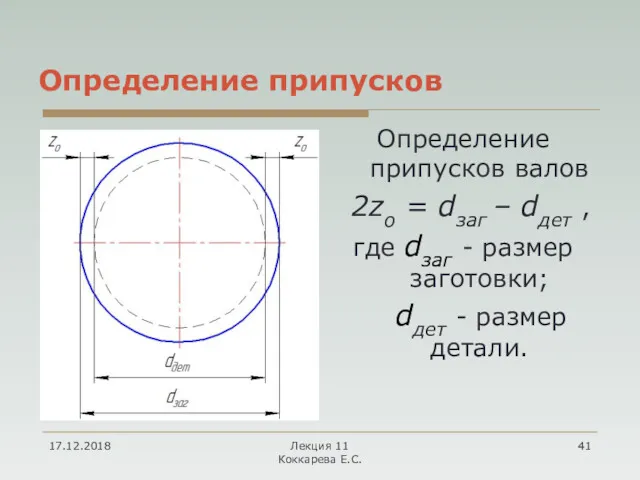
- 41. Определение припусков Определение припусков валов 2zо = dзаг – dдет , где dзаг - размер заготовки;
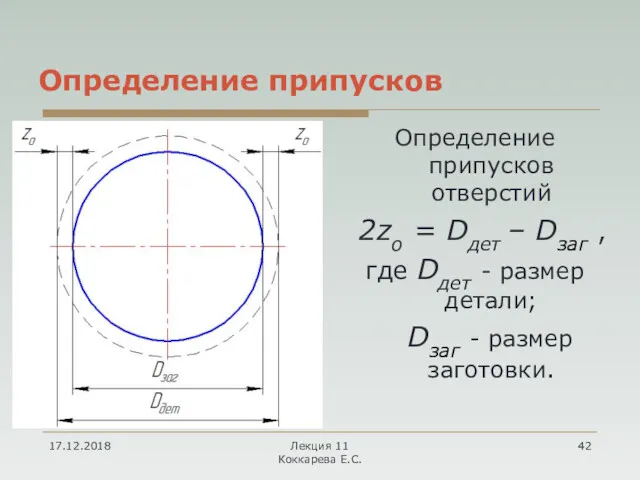
- 42. Определение припусков Определение припусков отверстий 2zо = Dдет – Dзаг , где Dдет - размер детали;
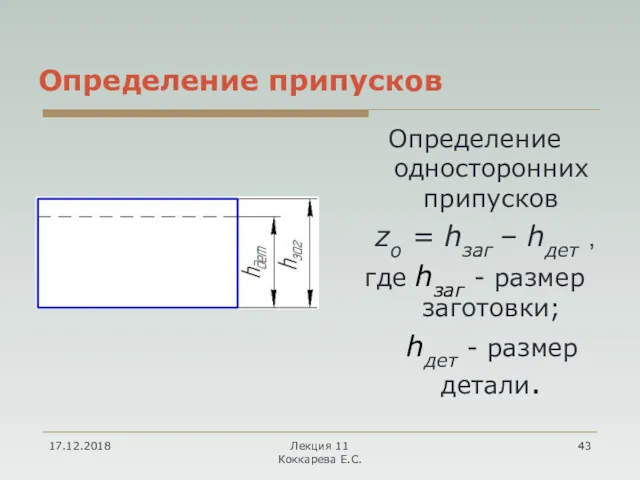
- 43. Определение припусков Определение односторонних припусков zо = hзаг – hдет , где hзаг - размер заготовки;
- 44. Определение припусков Существует два метода определения припусков: статистический; аналитический. В любом случае определяется минимальный припуск, который
- 45. Определение припусков Для определения припусков статистическим методом применяются стандарты. Например: ГОСТ 26645-85 Отливки из металлов и
- 46. Определение припусков Примеры стандартов 17.12.2018 Лекция 11 Коккарева Е.С.
- 47. Определение припусков Аналитический метод определения припусков разработал профессор В.М. Кован – один из основоположников технологии машиностроения
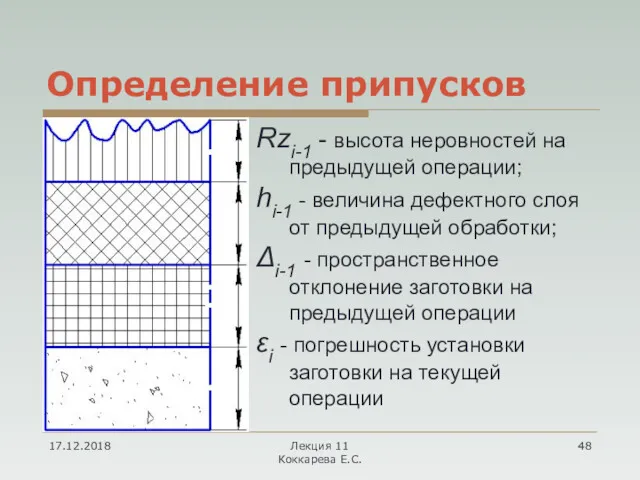
- 48. Определение припусков Rzi-1 - высота неровностей на предыдущей операции; hi-1 - величина дефектного слоя от предыдущей
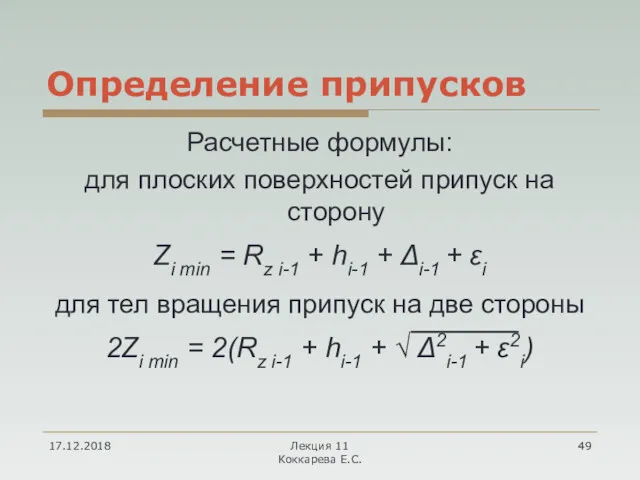
- 49. Определение припусков Расчетные формулы: для плоских поверхностей припуск на сторону Zi min = Rz i-1 +
- 50. Определение режимов обработки Порядок расчета режимов на примере токарной обработки: Выбор материала режущей части инструмента. Наиболее
- 51. Определение режимов обработки Определение глубины резания t Глубина резания определяется исходя из величины припуска на операцию:
- 52. Определение режимов обработки Определение подачи s Подача определяется по таблицам в зависимости от требуемой шероховатости и
- 54. Скачать презентацию
17.12.2018
Лекция 11 Коккарева Е.С.
Содержание
1. Порядок проектирования.
2. Основы технического нормирования.
3. Схемы
17.12.2018
Лекция 11 Коккарева Е.С.
Содержание
1. Порядок проектирования.
2. Основы технического нормирования.
3. Схемы
17.12.2018
Лекция 11 Коккарева Е.С.
Порядок проектирования технологических операций
Проектирование технологических операций включает:
уточнение
17.12.2018
Лекция 11 Коккарева Е.С.
Порядок проектирования технологических операций
Проектирование технологических операций включает:
уточнение
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Цель технического нормирования – расчет технически
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Цель технического нормирования – расчет технически
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Норма штучно-калькуляционного времени:
,
tшт – штучное
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Норма штучно-калькуляционного времени:
,
tшт – штучное
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Штучное время расходуется на обработку изделия.
Подготовительно-заключительное
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Штучное время расходуется на обработку изделия.
Подготовительно-заключительное
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Штучное время равно:
tшт = tоп
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Штучное время равно:
tшт = tоп
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Составляющие tт, tорг, и tлп определяется
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Составляющие tт, tорг, и tлп определяется
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Оперативное время:
tоп = tо +
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Оперативное время:
tоп = tо +
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Машинное время определяется исходя из режима
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Машинное время определяется исходя из режима
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Расчетная длина обработки определяется по формуле:
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Расчетная длина обработки определяется по формуле:
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Вспомогательное время определяется по нормативам.
Существуют
Нормативы
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
Вспомогательное время определяется по нормативам.
Существуют
Нормативы
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
По укрупненным нормативам вспомогательное время определяется
17.12.2018
Лекция 11 Коккарева Е.С.
Основы технического нормирования
По укрупненным нормативам вспомогательное время определяется
Cхемы обработки
При проектировании технологических операций применяются принципы концентрации и дифференциации.
Схема обработки
Cхемы обработки
При проектировании технологических операций применяются принципы концентрации и дифференциации.
Схема обработки
Cхемы обработки
Схемы обработки различаются по:
количеству заготовок (одноместная и многоместная);
количеству инструментов (одноинструментальная
Cхемы обработки
Схемы обработки различаются по:
количеству заготовок (одноместная и многоместная);
количеству инструментов (одноинструментальная

Cхемы обработки
Одноместная последовательная обработка одним или несколькими инструментами
17.12.2018
Лекция 11 Коккарева
Cхемы обработки
Одноместная последовательная обработка одним или несколькими инструментами
17.12.2018
Лекция 11 Коккарева

Cхемы обработки
Одноместная последовательная обработка одним или несколькими инструментами
17.12.2018
Лекция 11 Коккарева
Cхемы обработки
Одноместная последовательная обработка одним или несколькими инструментами
17.12.2018
Лекция 11 Коккарева
Cхемы обработки
При одноместной последовательной обработке оперативное время является суммой основного
Cхемы обработки
При одноместной последовательной обработке оперативное время является суммой основного
Cхемы обработки
Одноместная параллельная обработка существует в следующих разновидностях:
обработка фасонным инструментом;
обработка
Cхемы обработки
Одноместная параллельная обработка существует в следующих разновидностях:
обработка фасонным инструментом;
обработка
Cхемы обработки
Обработка фасонным инструментом
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
Обработка фасонным инструментом
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
Обработка набором инструментов
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
Обработка набором инструментов
17.12.2018
Лекция 11 Коккарева Е.С.

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.

Cхемы обработки
Обработка с использованием станков-автоматов и многошпиндельных головок
17.12.2018
Лекция 11 Коккарева
Cхемы обработки
Обработка с использованием станков-автоматов и многошпиндельных головок
17.12.2018
Лекция 11 Коккарева

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
При одноместной параллельной обработке оперативное время определяется по формуле:
Cхемы обработки
При одноместной параллельной обработке оперативное время определяется по формуле:
Cхемы обработки
Многоместная обработка существует в следующих разновидностях:
с одновременной установкой заготовок;
с раздельной
Cхемы обработки
Многоместная обработка существует в следующих разновидностях:
с одновременной установкой заготовок;
с раздельной
Cхемы обработки
Многоместная обработка с одновременной установкой заготовок
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
Многоместная обработка с одновременной установкой заготовок
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
При многоместной обработка с одновременной установкой заготовок экономится часть
Cхемы обработки
При многоместной обработка с одновременной установкой заготовок экономится часть
Cхемы обработки
Многоместная обработка с раздельной установкой заготовок
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
Многоместная обработка с раздельной установкой заготовок
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
При многоместной обработке с раздельной установкой заготовок происходит почти
Cхемы обработки
При многоместной обработке с раздельной установкой заготовок происходит почти
Cхемы обработки
Многоместная обработка с непрерывной установкой заготовок
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
Многоместная обработка с непрерывной установкой заготовок
17.12.2018
Лекция 11 Коккарева Е.С.

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.

Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Пример
17.12.2018
Лекция 11 Коккарева Е.С.
Cхемы обработки
При многоместной обработке с непрерывной установкой заготовок происходит полное
Cхемы обработки
При многоместной обработке с непрерывной установкой заготовок происходит полное
Определение припусков
Припуск – это слой материала, удаляемый при механической обработке для
Определение припусков
Припуск – это слой материала, удаляемый при механической обработке для
Определение припусков
Пример выделения на чертеже припусков и напусков
17.12.2018
Лекция 11 Коккарева Е.С.
Определение припусков
Пример выделения на чертеже припусков и напусков
17.12.2018
Лекция 11 Коккарева Е.С.
Определение припусков
Общий припуск обозначается zо
zо = ∑ zi ,
где zi
Определение припусков
Общий припуск обозначается zо
zо = ∑ zi ,
где zi
Определение припусков
Определение припусков валов
2zо = dзаг – dдет ,
где dзаг
Определение припусков
Определение припусков валов
2zо = dзаг – dдет ,
где dзаг
Определение припусков
Определение припусков отверстий
2zо = Dдет – Dзаг ,
где Dдет
Определение припусков
Определение припусков отверстий
2zо = Dдет – Dзаг ,
где Dдет
Определение припусков
Определение односторонних припусков
zо = hзаг – hдет ,
где hзаг
Определение припусков
Определение односторонних припусков
zо = hзаг – hдет ,
где hзаг
Определение припусков
Существует два метода определения припусков:
статистический;
аналитический.
В любом случае определяется минимальный припуск,
Определение припусков
Существует два метода определения припусков:
статистический;
аналитический.
В любом случае определяется минимальный припуск,
Определение припусков
Для определения припусков статистическим методом применяются стандарты. Например:
ГОСТ 26645-85 Отливки
Определение припусков
Для определения припусков статистическим методом применяются стандарты. Например:
ГОСТ 26645-85 Отливки
Определение припусков
Примеры стандартов
17.12.2018
Лекция 11 Коккарева Е.С.
Определение припусков
Примеры стандартов
17.12.2018
Лекция 11 Коккарева Е.С.
Определение припусков
Аналитический метод определения припусков разработал профессор В.М. Кован – один
Определение припусков
Аналитический метод определения припусков разработал профессор В.М. Кован – один
Определение припусков
Rzi-1 - высота неровностей на предыдущей операции;
hi-1 - величина дефектного
Определение припусков
Rzi-1 - высота неровностей на предыдущей операции;
hi-1 - величина дефектного
Определение припусков
Расчетные формулы:
для плоских поверхностей припуск на сторону
Zi min = Rz
Определение припусков
Расчетные формулы:
для плоских поверхностей припуск на сторону
Zi min = Rz
Определение режимов обработки
Порядок расчета режимов на примере токарной обработки:
Выбор материала режущей
Определение режимов обработки
Порядок расчета режимов на примере токарной обработки:
Выбор материала режущей
Определение режимов обработки
Определение глубины резания t
Глубина резания определяется исходя из
Определение режимов обработки
Определение глубины резания t
Глубина резания определяется исходя из
Определение режимов обработки
Определение подачи s
Подача определяется по таблицам в зависимости
Определение режимов обработки
Определение подачи s
Подача определяется по таблицам в зависимости
 Игра-презентация по Карточкам Ханса
Игра-презентация по Карточкам Ханса Презентация Углеводороды.
Презентация Углеводороды. Введение в IDE Unity
Введение в IDE Unity Пилотный проект. Город Пермь
Пилотный проект. Город Пермь Условия и срок в гражданско-правовой сделке
Условия и срок в гражданско-правовой сделке Среда обитания живых организмов. 5 класс. Диск
Среда обитания живых организмов. 5 класс. Диск Традиционные и нетрадиционные направления в искусстве в конце 19 - начале 20 в
Традиционные и нетрадиционные направления в искусстве в конце 19 - начале 20 в Многопроцессорные вычислительные системы
Многопроцессорные вычислительные системы Стандарт КП пример- восстановлен
Стандарт КП пример- восстановлен Устройства компьютера
Устройства компьютера Личностно-ориентированные технологии
Личностно-ориентированные технологии Афинские школы
Афинские школы Структура исследовательской работы обучающихся
Структура исследовательской работы обучающихся Портфолио, как способ представления мастера п/о, педагога Камышловского ПУ
Портфолио, как способ представления мастера п/о, педагога Камышловского ПУ Линейный список. Двусвязный список
Линейный список. Двусвязный список Герман Гессе 1877-1962
Герман Гессе 1877-1962 Классификация систем разработки. Разработка месторождений на естественном режиме и с ППД. (Лекция 4)
Классификация систем разработки. Разработка месторождений на естественном режиме и с ППД. (Лекция 4) Вредные привычки. Курение. Алкоголизм. Наркомания
Вредные привычки. Курение. Алкоголизм. Наркомания Изменения в гражданский кодекс Российской Федерации. Законопроект № 47538-6
Изменения в гражданский кодекс Российской Федерации. Законопроект № 47538-6 Особенности сестринского ухода в психиатрии и наркологии. Организация психиатрической помощи в РФ
Особенности сестринского ухода в психиатрии и наркологии. Организация психиатрической помощи в РФ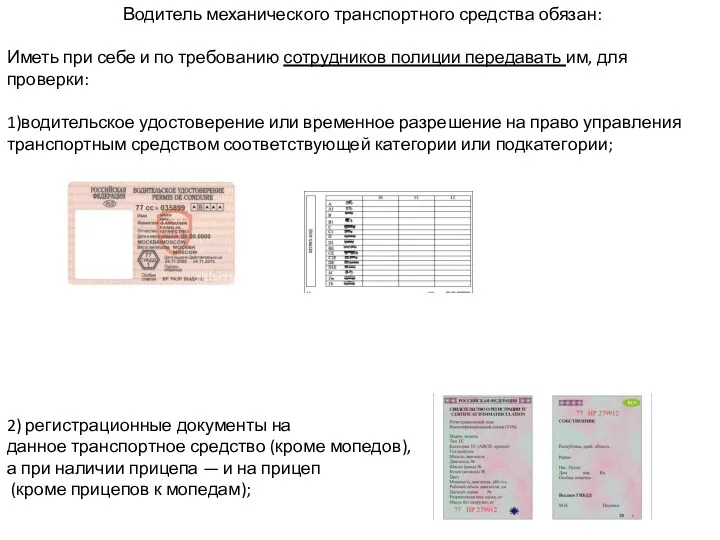 Обязанности водителя
Обязанности водителя Тема:Ознакомление детей с окружающей действительностью – как средство воспитания патриотизма у детей дошкольного возраста
Тема:Ознакомление детей с окружающей действительностью – как средство воспитания патриотизма у детей дошкольного возраста Система научной литературы. Типы и виды научных документов
Система научной литературы. Типы и виды научных документов 20231022_prezentatsiya1_0
20231022_prezentatsiya1_0 Презентация Как полюбить чтение?
Презентация Как полюбить чтение? Сотовая связь
Сотовая связь Конспект урока по теме: Кислород
Конспект урока по теме: Кислород Безопасное поведение летом.
Безопасное поведение летом.