- ПроектированиеКолонна с разработкой участка сборки и технологии изготовления

Содержание
- 2. Список литературы Куркин С.А. , Николаев Г.А. Сварные конструкции – М: Высшая школа, 1991 Виноградов В.С.
- 3. Содержание 1.ОБЩАЯ ЧАСТЬ 1.1.Характеристика заданной сварной конструкции 1.2.Обоснование выбора марки стали для колонны 1.3.Технические условия на
- 4. Актуальность темы заключается в том, что конструкция «Колонна» является типовой (очень часто использующейся в производстве), поэтому
- 5. Чертеж колонны
- 6. Характеристика заданной сварной конструкции Колонна - это металлическая конструкция которая работает на сжатие и применяется в
- 7. Обоснование выбора марки стали для колонны В данном случае выбрана сталь СтЗпс, которая является низкоуглеродистой, так
- 8. Технические условия на прокат, заготовки и детали В случае применения листового проката по ГОСТ 14637,ГОСТ 16523,
- 9. Технические условия на сборку К сборке металлоконструкций должны допускаться только те элементы и детали, которые отвечают
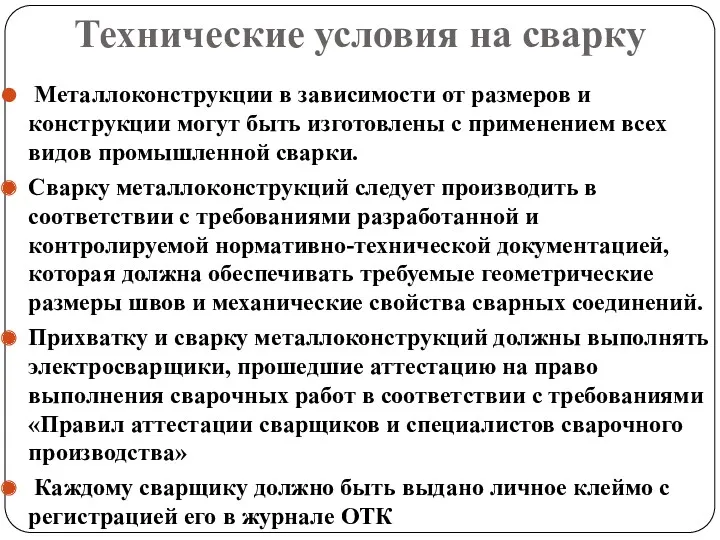
- 10. Технические условия на сварку Металлоконструкции в зависимости от размеров и конструкции могут быть изготовлены с применением
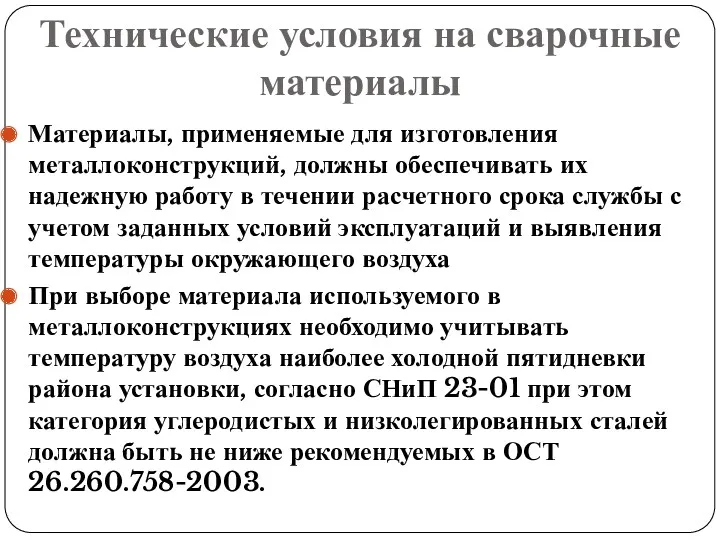
- 11. Технические условия на сварочные материалы Материалы, применяемые для изготовления металлоконструкций, должны обеспечивать их надежную работу в
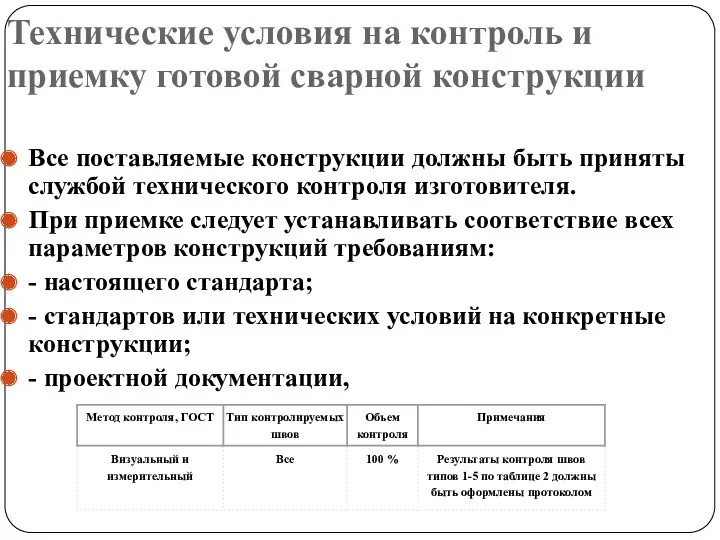
- 12. Технические условия на контроль и приемку готовой сварной конструкции Все поставляемые конструкции должны быть приняты службой
- 13. Маршрутная карта
- 14. Технологическая карта
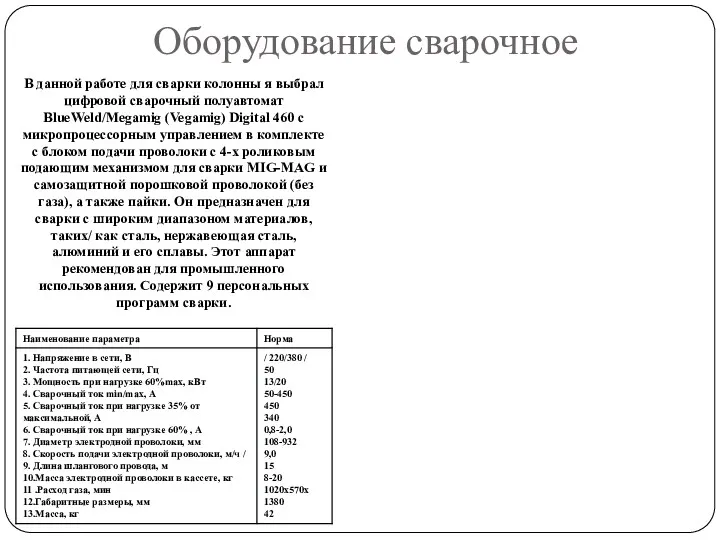
- 15. Оборудование сварочное В данной работе для сварки колонны я выбрал цифровой сварочный полуавтомат BlueWeld/Megamig (Vegamig) Digital
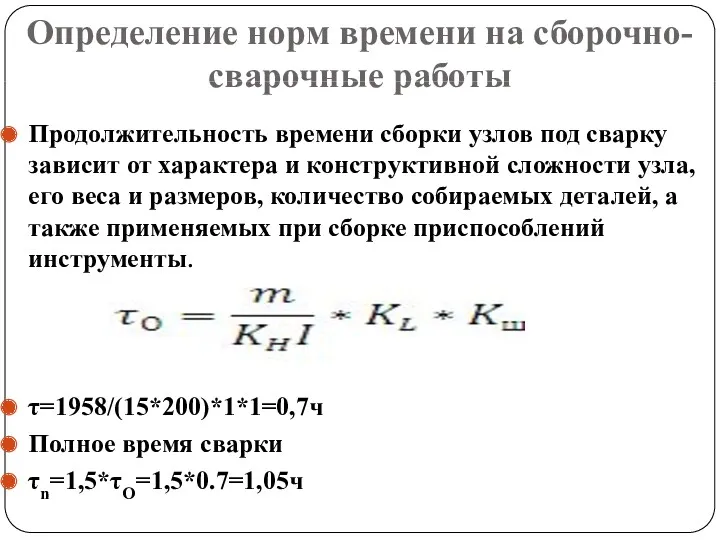
- 16. Определение норм времени на сборочно-сварочные работы Продолжительность времени сборки узлов под сварку зависит от характера и
- 17. Определение расхода проката На изготовление всей колонны понадобилось 2865.6 кг металлопроката
- 18. Определение расхода сварочных материалов тпр = Fh* у *10_3 тпр= 43*7,8*10-3=0,3354 F1=20*1+0,25(2-2)^2*1+1,5*7*2=43 Масса наплавленного металла Мпр
- 20. Скачать презентацию
Список литературы
Куркин С.А. , Николаев Г.А. Сварные конструкции – М:
Список литературы
Куркин С.А. , Николаев Г.А. Сварные конструкции – М:
Содержание
1.ОБЩАЯ ЧАСТЬ
1.1.Характеристика заданной сварной конструкции
1.2.Обоснование выбора марки стали для колонны
Содержание
1.ОБЩАЯ ЧАСТЬ 1.1.Характеристика заданной сварной конструкции 1.2.Обоснование выбора марки стали для колонны
Актуальность темы заключается в том, что конструкция «Колонна» является типовой
Актуальность темы заключается в том, что конструкция «Колонна» является типовой
Чертеж колонны
Чертеж колонны
Характеристика заданной сварной конструкции
Колонна - это металлическая конструкция которая работает на
Характеристика заданной сварной конструкции
Колонна - это металлическая конструкция которая работает на
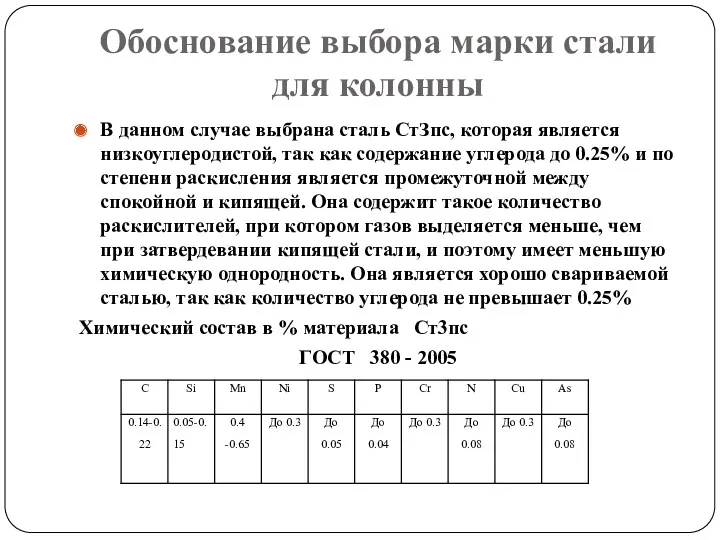
Обоснование выбора марки стали для колонны
В данном случае выбрана сталь СтЗпс,
Обоснование выбора марки стали для колонны
В данном случае выбрана сталь СтЗпс,
Технические условия на прокат, заготовки и детали
В случае применения листового проката
Технические условия на прокат, заготовки и детали
В случае применения листового проката
Технические условия на сборку
К сборке металлоконструкций должны допускаться только те элементы
Технические условия на сборку
К сборке металлоконструкций должны допускаться только те элементы
Технические условия на сварку
Металлоконструкции в зависимости от размеров и конструкции
Технические условия на сварку
Металлоконструкции в зависимости от размеров и конструкции
Технические условия на сварочные материалы
Материалы, применяемые для изготовления металлоконструкций, должны обеспечивать
Технические условия на сварочные материалы
Материалы, применяемые для изготовления металлоконструкций, должны обеспечивать
Технические условия на контроль и приемку готовой сварной конструкции
Все поставляемые конструкции
Технические условия на контроль и приемку готовой сварной конструкции
Все поставляемые конструкции
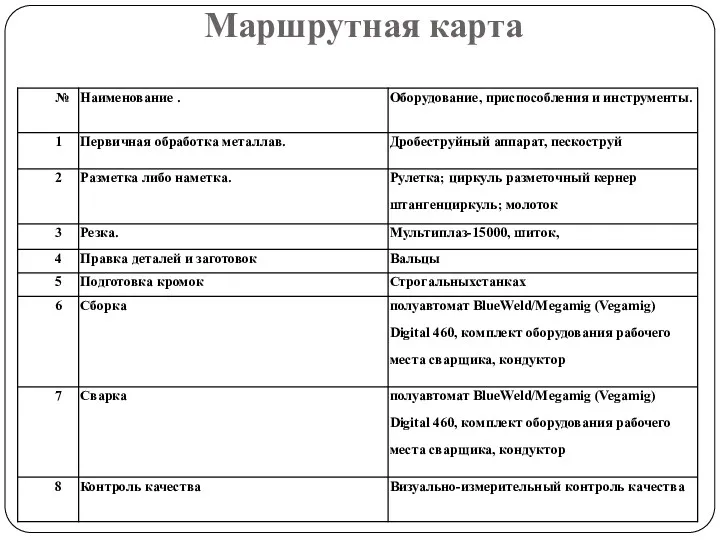
Маршрутная карта
Маршрутная карта
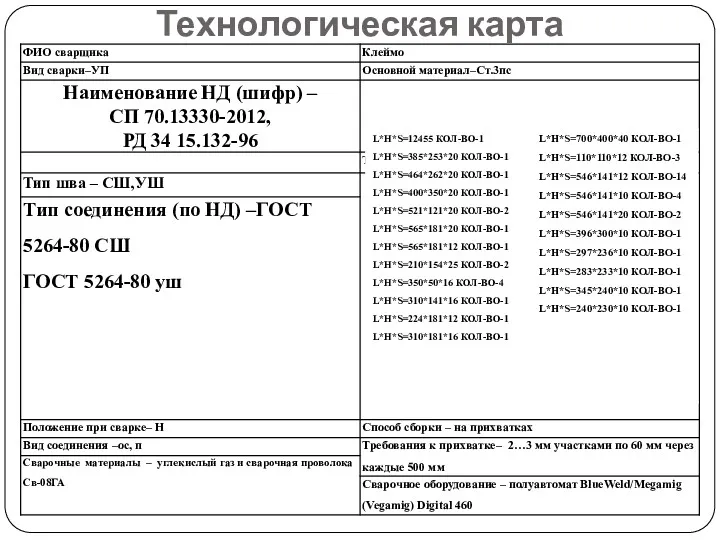
Технологическая карта
Технологическая карта
Оборудование сварочное
В данной работе для сварки колонны я выбрал цифровой сварочный
Оборудование сварочное
В данной работе для сварки колонны я выбрал цифровой сварочный
Определение норм времени на сборочно-сварочные работы
Продолжительность времени сборки узлов под сварку
Определение норм времени на сборочно-сварочные работы
Продолжительность времени сборки узлов под сварку
Определение расхода проката
На изготовление всей колонны понадобилось 2865.6 кг металлопроката
Определение расхода проката
На изготовление всей колонны понадобилось 2865.6 кг металлопроката
Определение расхода сварочных материалов
тпр = Fh* у *10_3
тпр= 43*7,8*10-3=0,3354
F1=20*1+0,25(2-2)^2*1+1,5*7*2=43
Масса наплавленного металла
Мпр
Определение расхода сварочных материалов
тпр = Fh* у *10_3
тпр= 43*7,8*10-3=0,3354
F1=20*1+0,25(2-2)^2*1+1,5*7*2=43
Масса наплавленного металла
Мпр
 Предмет, цели и задачи товароведения
Предмет, цели и задачи товароведения Визуальная диагностика нефро- и уролитиаза
Визуальная диагностика нефро- и уролитиаза Электроснабжение. Понятие о системах электроснабжения
Электроснабжение. Понятие о системах электроснабжения проектная деятельность в начальной школе
проектная деятельность в начальной школе Формирование здорового образа жизни младших школьников на уроках и во внеурочное время
Формирование здорового образа жизни младших школьников на уроках и во внеурочное время Западная Европа в V – X вв
Западная Европа в V – X вв Наблюдение за горящей свечей
Наблюдение за горящей свечей Издержки производства
Издержки производства Презентация о Сергие Радонежском
Презентация о Сергие Радонежском Презентация к уроку технологии Грибы
Презентация к уроку технологии Грибы Древний мир истории Казахстана. Каменный период
Древний мир истории Казахстана. Каменный период Презентация к классному часу Наш герой! Презентация предназначена для учащихся начальных классов, способствующая расширению кругозора и общему развитию детей. Человек и космос. Ю.А.Гагарин.
Презентация к классному часу Наш герой! Презентация предназначена для учащихся начальных классов, способствующая расширению кругозора и общему развитию детей. Человек и космос. Ю.А.Гагарин. 20230816_prezentatsiya_istoriya_raketostroeniya
20230816_prezentatsiya_istoriya_raketostroeniya Персональный компьютер
Персональный компьютер Диагностика детей по программ дополнительного образования художественно-эстетической направленности
Диагностика детей по программ дополнительного образования художественно-эстетической направленности Обобщение по теме Гидросфера
Обобщение по теме Гидросфера Книги, которые я выбираю
Книги, которые я выбираю Музыкальные формы
Музыкальные формы Парад на Красной площади 7 ноября 1941 года
Парад на Красной площади 7 ноября 1941 года Дедушка
Дедушка Образ героя Отечества в портретной живописи
Образ героя Отечества в портретной живописи Жалған круп
Жалған круп Francja
Francja Prezentatsia_Vitaliy
Prezentatsia_Vitaliy Генеральный план. Бакунинская ул.,д. 60, стр 4, 60/1, ЦАО Бесманный
Генеральный план. Бакунинская ул.,д. 60, стр 4, 60/1, ЦАО Бесманный Жұқпалы аурулардың эпидемиологиялық жіктелуі
Жұқпалы аурулардың эпидемиологиялық жіктелуі Водный транспорт. Морской и речной транспорт
Водный транспорт. Морской и речной транспорт Технология конструкционных материалов в машиностроении
Технология конструкционных материалов в машиностроении