- САПР технологических процессов. Лекция 1

Содержание
- 2. Введение Технологическая подготовки производства (ТПП) и состав ее задач Влияние типа производства и характера выпускаемой продукции
- 3. Введение Технологическая подготовка производства и состав ее задач Технологическая подготовка производства (ТПП) – совокупность мероприятий, обеспечивающих
- 4. Введение Состав основных задач технологической подготовки производства 1 Обеспечение технологичности конструкции изделий (ГОСТ 14.201-73) 2 Проектирование
- 5. Введение Влияние типа производства на состав задач ТПП При технологической подготовке единичного и мелкосерийного производства ограничиваются
- 6. Влияние типа производства на состав задач ТПП
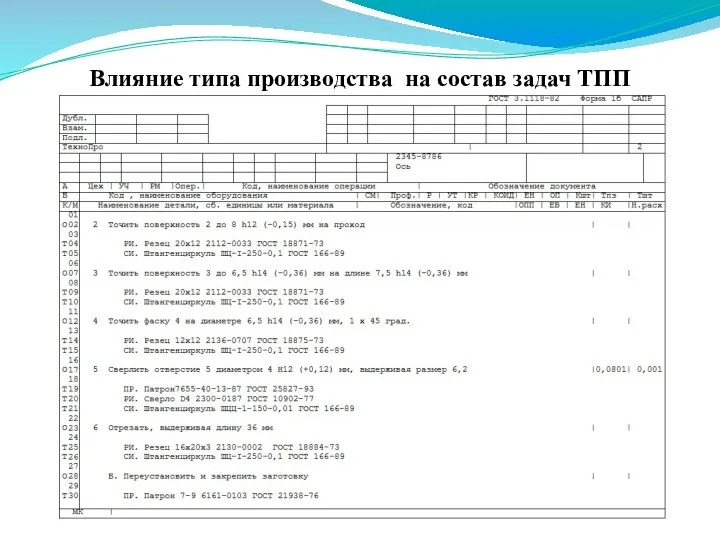
- 7. Влияние типа производства на состав задач ТПП
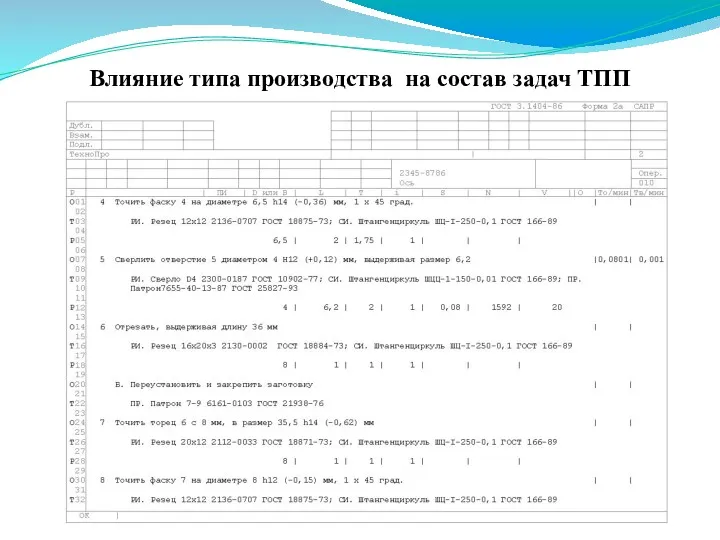
- 8. Влияние типа производства на состав задач ТПП
- 9. Введение Методы ТПП в условиях единичного, серийного и массового производств. Степень глубины проработки задач ТПП определяется
- 10. Введение Особенности ТПП в современных условиях Трудоемкость технологического проектирования составляет 30-40 % общей трудоемкости технической подготовки
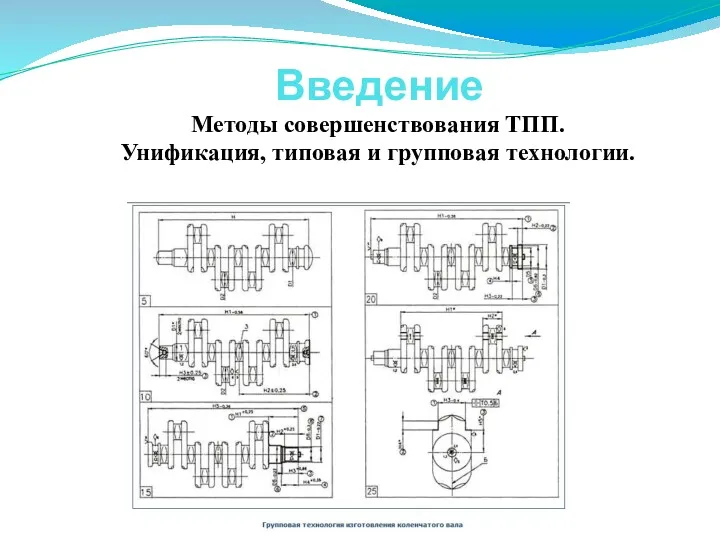
- 11. Методы совершенствования ТПП. Унификация, типовая и групповая технологии. Широкое применение методов унификации изделий, типизации технологических процессов,
- 12. Унификация, типовая и групповая технологии. Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых установок,
- 13. Введение Методы совершенствования ТПП. Унификация, типовая и групповая технологии. Применение ЭВМ для решения задач ТПП
- 14. Введение Методы совершенствования ТПП. Унификация, типовая и групповая технологии.
- 15. Введение Применение ЭВМ для решения задач ТПП В настоящее время одним из основных направлений совершенствования ТПП
- 16. Введение Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) В истории
- 17. Введение Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Второй этап
- 18. Введение Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Третий этап
- 19. Введение Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Четвертый этап
- 20. Введение Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Пятый этап
- 21. Основные задачи технологического проектирования и их классификация Состав задач технологического проектирования. Классификация проектных задач по принципам
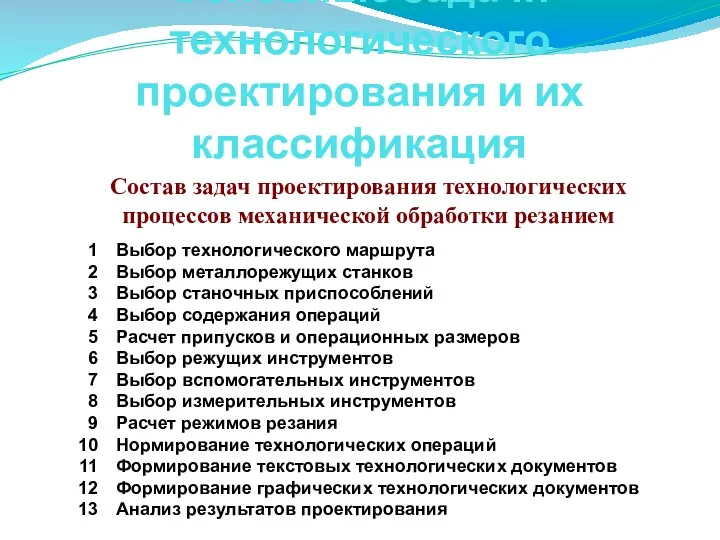
- 22. Основные задачи технологического проектирования и их классификация Состав задач проектирования технологических процессов механической обработки резанием Выбор
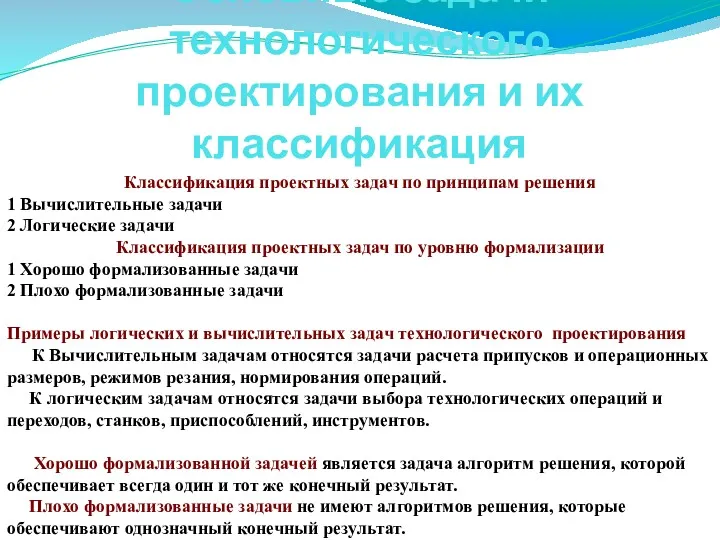
- 23. Основные задачи технологического проектирования и их классификация Классификация проектных задач по принципам решения 1 Вычислительные задачи
- 25. Скачать презентацию

Введение
Технологическая подготовки производства (ТПП) и состав ее задач
Введение
Технологическая подготовки производства (ТПП) и состав ее задач

Введение
Технологическая подготовка производства
и состав ее задач
Технологическая подготовка производства (ТПП)
Введение
Технологическая подготовка производства
и состав ее задач
Технологическая подготовка производства (ТПП)
Введение
Состав основных задач технологической подготовки производства
1 Обеспечение технологичности
Введение
Состав основных задач технологической подготовки производства
1 Обеспечение технологичности

Введение
Влияние типа производства на состав задач ТПП
При технологической подготовке
Введение
Влияние типа производства на состав задач ТПП
При технологической подготовке
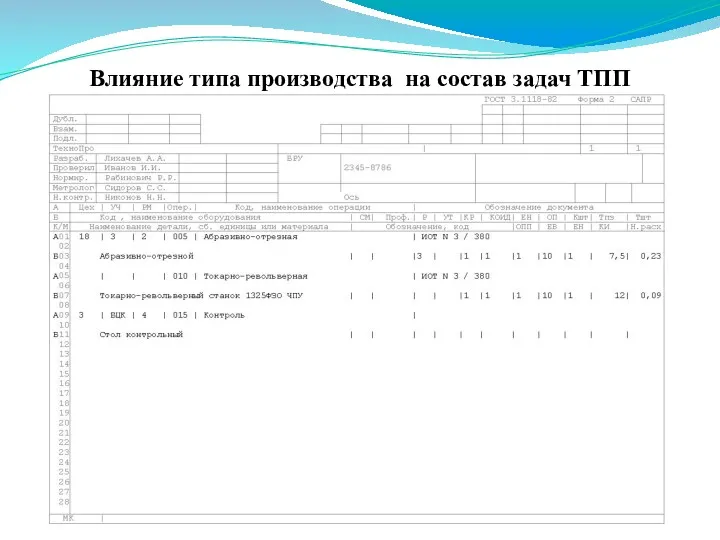
Влияние типа производства на состав задач ТПП
Влияние типа производства на состав задач ТПП
Влияние типа производства на состав задач ТПП
Влияние типа производства на состав задач ТПП
Влияние типа производства на состав задач ТПП
Влияние типа производства на состав задач ТПП
Введение
Методы ТПП в условиях единичного, серийного и массового производств.
Степень
Введение
Методы ТПП в условиях единичного, серийного и массового производств.
Степень

Введение
Особенности ТПП в современных условиях
Трудоемкость технологического проектирования составляет 30-40
Введение
Особенности ТПП в современных условиях
Трудоемкость технологического проектирования составляет 30-40
Методы совершенствования ТПП.
Унификация, типовая и групповая технологии.
Широкое применение
Методы совершенствования ТПП.
Унификация, типовая и групповая технологии.
Широкое применение

Унификация, типовая и групповая технологии.
Типовой технологический процесс характеризуется единством
Унификация, типовая и групповая технологии.
Типовой технологический процесс характеризуется единством

Введение
Методы совершенствования ТПП.
Унификация, типовая и групповая технологии.
Применение ЭВМ
Введение
Методы совершенствования ТПП.
Унификация, типовая и групповая технологии.
Применение ЭВМ
Введение
Методы совершенствования ТПП.
Унификация, типовая и групповая технологии.
Введение
Методы совершенствования ТПП.
Унификация, типовая и групповая технологии.
Введение
Применение ЭВМ для решения задач ТПП
В настоящее время одним
Введение
Применение ЭВМ для решения задач ТПП
В настоящее время одним

Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки
Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки

Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки
Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки

Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки
Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки

Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки
Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки

Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки
Введение
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки

Основные задачи технологического проектирования и их классификация
Состав задач технологического проектирования.
Основные задачи технологического проектирования и их классификация
Состав задач технологического проектирования.
Основные задачи технологического проектирования и их классификация
Состав задач
Основные задачи технологического проектирования и их классификация
Состав задач
Основные задачи технологического проектирования и их классификация
Классификация проектных задач по
Основные задачи технологического проектирования и их классификация
Классификация проектных задач по
 Снегири на ветках.
Снегири на ветках. Остановка кровообращения и дыхания. Технология оказания экстренной медицинской помощи
Остановка кровообращения и дыхания. Технология оказания экстренной медицинской помощи Технология подключения, настройки и проверки работоспособности печатающих устройств
Технология подключения, настройки и проверки работоспособности печатающих устройств Использование агротоплива для сушки зерна. Модернизация зерносушилки ДСП32 на участке Кононовка
Использование агротоплива для сушки зерна. Модернизация зерносушилки ДСП32 на участке Кононовка Частотні характеристики лінійних електричних кіл другого порядку. Частотні властивості послідовного коливального контуру
Частотні характеристики лінійних електричних кіл другого порядку. Частотні властивості послідовного коливального контуру Методика высокоточного нивелирования при создании опорной сети на аэродромах государственной авиации
Методика высокоточного нивелирования при создании опорной сети на аэродромах государственной авиации Приложение к родительскому собранию Уроки для родителей. Истина всегда рядом
Приложение к родительскому собранию Уроки для родителей. Истина всегда рядом Балалар жасындағы пульпит. Балалардағы пульпитті емдеудің биологиялық әдісі
Балалар жасындағы пульпит. Балалардағы пульпитті емдеудің биологиялық әдісі Древнееврейский алфавит
Древнееврейский алфавит МБДОУ комбинированного вида (с логопедическими группами) Г. Бугульма
МБДОУ комбинированного вида (с логопедическими группами) Г. Бугульма Япония в XVI-XVIII вв
Япония в XVI-XVIII вв Нормы и правила планировки частного дома
Нормы и правила планировки частного дома 1_Введение
1_Введение Живые снежинки
Живые снежинки Парк-усадьба Бабушки русской революции в селе Луговец Мглинского района Брянской области РФ. Концепция развития территории
Парк-усадьба Бабушки русской революции в селе Луговец Мглинского района Брянской области РФ. Концепция развития территории Вязание крючком
Вязание крючком Какие бывают дожди
Какие бывают дожди Презентация Правила личной гигиены
Презентация Правила личной гигиены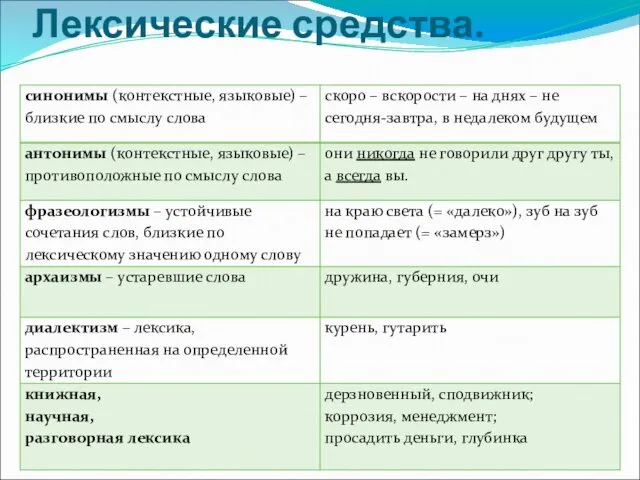 Лексические средства языка
Лексические средства языка Предмет теории государства и права. Теория государства и права в системе юридических наук
Предмет теории государства и права. Теория государства и права в системе юридических наук Ребусы по химии Диск
Ребусы по химии Диск Рафаэль Санти
Рафаэль Санти Блеск и сила здоровых волос с точки зрения химии
Блеск и сила здоровых волос с точки зрения химии Стратегический менеджмент
Стратегический менеджмент Профессия “Повар”
Профессия “Повар” Устройство и конструкция БВС
Устройство и конструкция БВС Чтение информации на этикетке упакованного товара и изучение его подлинности по штриховому коду
Чтение информации на этикетке упакованного товара и изучение его подлинности по штриховому коду Образовательная робототехника Lego Education
Образовательная робототехника Lego Education