- Производственный и технологический процессы

Содержание
- 2. Технологическая характеристика различных типов производства Одним из основных принципов построения технологических процессов является принцип совмещения технических,
- 3. ПРОИЗВОДСТВО или Производственный процесс представляет собой совокупность всех действий людей и орудий производства, необходимых на данном
- 4. В соответствии в зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска изделий современное производство подразделяется
- 5. Единичное производство (ЕП) характеризуется широтой номенклатуры изготавливаемых или ремонтируемых изделий и малым объемом выпуска изделий.
- 6. Массовое производство – характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в
- 7. Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями и сравнительно большим объемом
- 8. В зависимости от количества изделий в партии годовой программы или серии различают мелкосерийное, среднесерийное, крупносерийное производство.
- 9. В зависимости от объема выпуска изделий характер технологических процессов серийного производства может изменяться в широких пределах,
- 10. В соответствии с ГОСТ 3.1108 тип производства характеризуется коэффициентом закрепления операций. Значение коэффициента закрепления операций принимается
- 11. В соответствии с ГОСТ, если 1≤ ≤ 10 – массовое и крупносерийное; 10 20 В единичном
- 12. ВИД ПРОИЗВОДСТВА : классификационная категория выделяемая по признаку получаемого метода получения деталей(заготовок) Механическое Литейное Сборочно-регулировочное ЧАСТИ
- 13. ОБЩИЕ ПОНЯТИЯ О ТЕХ.ПРОЦЕССЕ технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению
- 14. Рабочее место Это часть цеха, предназначенная для выполнения работы одним или группой рабочих. Здесь размещаются инструмент,
- 15. Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте , одним человеком
- 16. Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий
- 17. Составными элементами технологической операции являются: установ, позиция, технологический и вспомогательный переходы, рабочий и вспомогательный хода, прием.
- 18. Установ представляет собой часть технологической операции, выполняемой при неизменном закреплении обрабатываемых заготовок или собираемых сборочных единиц.
- 19. Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или сборочной единицей совместно с приспособлением относительно
- 20. Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или
- 21. Применительно к условиям механической обработки определение перехода можно уточнить следующей формулировкой: технологический переход представляет собой законченную
- 22. Элементарный переход - часть технологического перехода, выполняемая одним инструментом, над одним участком поверхности обрабатываемой заготовки, за
- 23. Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не
- 24. Рабочий ход – это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого
- 25. Вспомогательный ход – это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не
- 26. Прием – это законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных
- 27. Классификация технологических процессов В зависимости от условий производства и назначения проектируемого технологического процесса применяются различные виды
- 28. Рис. 1 – Схема классификации технологических процессов
- 29. Единичный технологический процесс – это технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения
- 30. Унифицированный технологический процесс – это технологический процесс, относящийся к группе изделий, характеризующихся общностью конструктивных и технологических
- 31. Типовой технологический процесс – это технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- 32. Групповой технологический процесс – это технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими
- 33. Перспективный технологический процесс – это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства
- 34. Рабочий технологический процесс – это технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации. Рабочий
- 35. Проектный технологический процесс – это технологический процесс, выполняемый по предварительному проекту технологической документации.
- 36. Временный технологический процесс – это технологический процесс, применяемый на предприятии в течение ограниченного периода времени из-за
- 37. Стандартный технологический процесс – это технологический процесс, установленный стандартом.
- 38. Комплексный технологический процесс – это технологический процесс, в состав которого включаются не только технологические операции, но
- 39. Производственная партия – группа заготовок одного наименования, типоразмера и исполнения, запускаемая в обработку одновременно или непрерывно
- 40. Операционная партия – это производственная партия или ее часть, поступающая на рабочее место для выполнения технологической
- 41. устанавливает следующие характеристики технологического процесса: такт выпуска, ритм выпуска, цикл технологической операции.
- 42. Такт выпуска представляет собой интервал времени, через который периодически производится выпуск изделий или заготовок определенного наименования,
- 43. Ритм выпуска – количество изделий или заготовок определенного наименования, типоразмера и исполнения, выпускаемых в единицу времени,
- 44. Цикл технологической операции – это интервал календарного времени от начала до конца периодически повторяющейся технологической операции
- 45. Цикл технологической операции – это интервал календарного времени от начала до конца периодически повторяющейся технологической операции
- 46. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ Технологических процессов: * производительность - измеряется количеством единиц выпускаемой продукции на одного рабочего в
- 47. себестоимость – это стоимостная оценка используемых в процессе производства продукции (работ, услуг) природных ресурсов, сырья, материалов,
- 48. Цеховая- представлена затратами всех цехов и других производственных структур, которые непосредственно участвовали а процессе изготовления определенного
- 50. Скачать презентацию
Технологическая характеристика различных типов производства
Одним из основных принципов построения технологических процессов
Технологическая характеристика различных типов производства
Одним из основных принципов построения технологических процессов
ПРОИЗВОДСТВО или
Производственный процесс представляет собой совокупность всех действий людей
ПРОИЗВОДСТВО или
Производственный процесс представляет собой совокупность всех действий людей
В соответствии в зависимости от широты номенклатуры, регулярности, стабильности и объема
В соответствии в зависимости от широты номенклатуры, регулярности, стабильности и объема
Единичное производство (ЕП)
характеризуется широтой номенклатуры изготавливаемых или ремонтируемых изделий и
Единичное производство (ЕП)
характеризуется широтой номенклатуры изготавливаемых или ремонтируемых изделий и
Массовое производство
– характеризуется узкой номенклатурой и большим объемом выпуска изделий,
Массовое производство
– характеризуется узкой номенклатурой и большим объемом выпуска изделий,
Серийное производство
характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися
Серийное производство
характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися
В зависимости от количества изделий в партии годовой программы или серии
В зависимости от количества изделий в партии годовой программы или серии
В зависимости от объема выпуска изделий характер технологических процессов серийного производства
В зависимости от объема выпуска изделий характер технологических процессов серийного производства
В соответствии с ГОСТ 3.1108 тип производства характеризуется коэффициентом закрепления операций.
Значение
В соответствии с ГОСТ 3.1108 тип производства характеризуется коэффициентом закрепления операций.
Значение
В соответствии с ГОСТ, если
1≤ ≤ 10 – массовое и крупносерийное;
10<
В соответствии с ГОСТ, если
1≤ ≤ 10 – массовое и крупносерийное;
10<
ВИД ПРОИЗВОДСТВА :
классификационная категория выделяемая по признаку получаемого
ВИД ПРОИЗВОДСТВА :
классификационная категория выделяемая по признаку получаемого
ОБЩИЕ ПОНЯТИЯ О ТЕХ.ПРОЦЕССЕ
технологический процесс – это часть производственного процесса,
ОБЩИЕ ПОНЯТИЯ О ТЕХ.ПРОЦЕССЕ
технологический процесс – это часть производственного процесса,
Рабочее место
Это часть цеха, предназначенная для выполнения работы одним или
Рабочее место
Это часть цеха, предназначенная для выполнения работы одним или
Технологическая операция
– это законченная часть технологического процесса, выполняемая на одном
Технологическая операция
– это законченная часть технологического процесса, выполняемая на одном
Технологическая операция является основной единицей производственного планирования и учета.
На основе
Технологическая операция является основной единицей производственного планирования и учета.
На основе
Составными элементами технологической операции являются:
установ,
позиция,
технологический и вспомогательный переходы,
Составными элементами технологической операции являются:
установ,
позиция,
технологический и вспомогательный переходы,
Установ
представляет собой часть технологической операции, выполняемой при неизменном закреплении обрабатываемых
Установ
представляет собой часть технологической операции, выполняемой при неизменном закреплении обрабатываемых
Позиция
– фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или сборочной единицей
Позиция
– фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или сборочной единицей
Технологический переход
– законченная часть технологической операции, характеризуемая постоянством применяемого инструмента
Технологический переход
– законченная часть технологической операции, характеризуемая постоянством применяемого инструмента
Применительно к условиям механической обработки определение перехода можно уточнить следующей формулировкой:
Применительно к условиям механической обработки определение перехода можно уточнить следующей формулировкой:
Элементарный переход
- часть технологического перехода, выполняемая одним инструментом, над одним
Элементарный переход
- часть технологического перехода, выполняемая одним инструментом, над одним
Вспомогательный переход
– законченная часть технологической операции, состоящая из действий человека
Вспомогательный переход
– законченная часть технологической операции, состоящая из действий человека
Рабочий ход
– это законченная часть технологического перехода, состоящая из однократного
Рабочий ход
– это законченная часть технологического перехода, состоящая из однократного
Вспомогательный ход
– это законченная часть технологического перехода, состоящая из однократного
Вспомогательный ход
– это законченная часть технологического перехода, состоящая из однократного
Прием
– это законченная совокупность действий человека, применяемых при выполнении перехода
Прием
– это законченная совокупность действий человека, применяемых при выполнении перехода
Классификация технологических процессов
В зависимости от условий производства и назначения проектируемого
Классификация технологических процессов
В зависимости от условий производства и назначения проектируемого
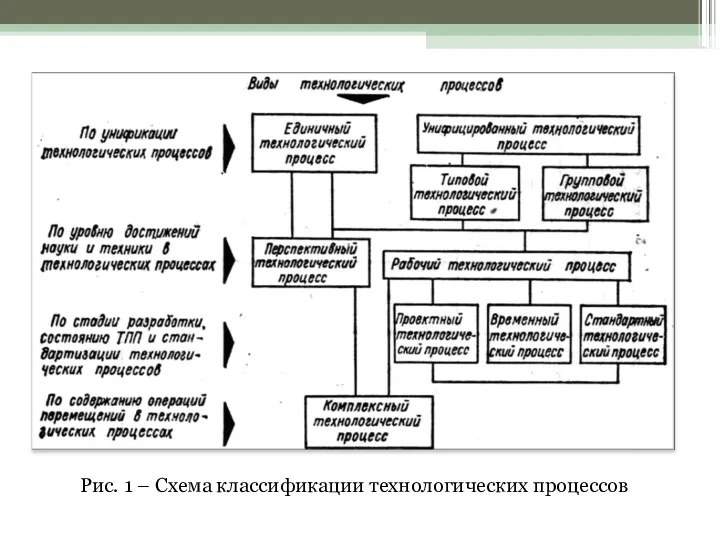
Рис. 1 – Схема классификации технологических процессов
Рис. 1 – Схема классификации технологических процессов
Единичный технологический процесс
– это технологический процесс изготовления или ремонта изделия
Единичный технологический процесс
– это технологический процесс изготовления или ремонта изделия
Унифицированный технологический процесс
– это технологический процесс, относящийся к группе изделий,
Унифицированный технологический процесс
– это технологический процесс, относящийся к группе изделий,
Типовой технологический процесс
– это технологический процесс изготовления группы изделий с
Типовой технологический процесс
– это технологический процесс изготовления группы изделий с
Групповой технологический процесс
– это технологический процесс изготовления группы изделий с
Групповой технологический процесс
– это технологический процесс изготовления группы изделий с
Перспективный технологический процесс
– это технологический процесс, соответствующий современным достижениям науки и
Перспективный технологический процесс
– это технологический процесс, соответствующий современным достижениям науки и
Рабочий технологический процесс
– это технологический процесс, выполняемый по рабочей технологической
Рабочий технологический процесс
– это технологический процесс, выполняемый по рабочей технологической
Проектный технологический процесс
– это технологический процесс, выполняемый по предварительному проекту
Проектный технологический процесс
– это технологический процесс, выполняемый по предварительному проекту
Временный технологический процесс
– это технологический процесс, применяемый на предприятии в
Временный технологический процесс
– это технологический процесс, применяемый на предприятии в
Стандартный технологический процесс
– это технологический процесс, установленный стандартом.
Стандартный технологический процесс
– это технологический процесс, установленный стандартом.
Комплексный технологический процесс
– это технологический процесс, в состав которого включаются не
Комплексный технологический процесс
– это технологический процесс, в состав которого включаются не
Производственная партия
– группа заготовок одного наименования, типоразмера и исполнения, запускаемая
Производственная партия
– группа заготовок одного наименования, типоразмера и исполнения, запускаемая
Операционная партия
– это производственная партия или ее часть, поступающая на
Операционная партия
– это производственная партия или ее часть, поступающая на
устанавливает следующие характеристики технологического процесса:
такт выпуска,
ритм выпуска,
цикл технологической
устанавливает следующие характеристики технологического процесса:
такт выпуска,
ритм выпуска,
цикл технологической
Такт выпуска
представляет собой интервал времени, через который периодически производится выпуск
Такт выпуска
представляет собой интервал времени, через который периодически производится выпуск
Ритм выпуска
– количество изделий или заготовок определенного наименования, типоразмера и
Ритм выпуска
– количество изделий или заготовок определенного наименования, типоразмера и
Цикл технологической операции
– это интервал календарного времени от начала до
Цикл технологической операции
– это интервал календарного времени от начала до
Цикл технологической операции
– это интервал календарного времени от начала до
Цикл технологической операции
– это интервал календарного времени от начала до
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Технологических процессов:
* производительность - измеряется количеством единиц
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Технологических процессов:
* производительность - измеряется количеством единиц
себестоимость
– это стоимостная оценка используемых в процессе производства продукции (работ,
себестоимость
– это стоимостная оценка используемых в процессе производства продукции (работ,
Цеховая- представлена затратами всех цехов и других производственных структур, которые
Цеховая- представлена затратами всех цехов и других производственных структур, которые
 Лекция №7 Дидактические требования мультимедиа-курса
Лекция №7 Дидактические требования мультимедиа-курса Профориентация
Профориентация Презентация по ПДД
Презентация по ПДД Оценка социально-психологического благополучия приемных детей в замещающих семьях
Оценка социально-психологического благополучия приемных детей в замещающих семьях О предоставлении субсидий на возмещение части прямых понесенных затрат, направленных на создание и модернизацию объектов
О предоставлении субсидий на возмещение части прямых понесенных затрат, направленных на создание и модернизацию объектов Мышление и деятельность
Мышление и деятельность Сутеев_Капризная кошка
Сутеев_Капризная кошка Боль и обезболивание
Боль и обезболивание Презентации Строение тела человека
Презентации Строение тела человека Авторская программа .
Авторская программа . СТС: Управление качеством 3.0 ISO 9001:2015
СТС: Управление качеством 3.0 ISO 9001:2015 Устный журнал Женщины - химики
Устный журнал Женщины - химики экскурсия по Каневскому району
экскурсия по Каневскому району Политические партии и движения, их роль в общественной жизни
Политические партии и движения, их роль в общественной жизни Административный процесс
Административный процесс Сибирская язва. Ящур
Сибирская язва. Ящур Автомобили будущего
Автомобили будущего Правотворчество
Правотворчество Определение погоды по синоптической карте. Практическая работа.
Определение погоды по синоптической карте. Практическая работа. Отчёт о деятельности Союза Забайкальская торгово-промышленная палата за 2019 год
Отчёт о деятельности Союза Забайкальская торгово-промышленная палата за 2019 год Специальная психология — определение, основные понятия
Специальная психология — определение, основные понятия Синдром раннего детского аутизма и аутистические черты личности
Синдром раннего детского аутизма и аутистические черты личности Предоставление земельных участков льготным категориям граждан для индивидуального жилищного строительства
Предоставление земельных участков льготным категориям граждан для индивидуального жилищного строительства Праздник Крещения Господня
Праздник Крещения Господня Кислород. Получение кислорода и его физические свойства.
Кислород. Получение кислорода и его физические свойства. Мой профессиональный выбор
Мой профессиональный выбор Династия Кузьмицких
Династия Кузьмицких Интеллектуальная игра Химический пентагон
Интеллектуальная игра Химический пентагон