- Производство штампованных поковок из алюминиевого сплава АК6

Содержание
- 2. ОСНОВНЫЕ СВОЙСТВА ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ малая плотность, высокая конструкционная прочность хорошая коррозионная стойкость; высокая технологичность при
- 3. ОТРАСЛИ ПРОМЫШЛЕННОСТИ, ИСПОЛЬЗУЮЩИЕ ШТАМПОВАННЫЕ ПОКОВОКИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ авиационная автомобильная машиностроение электротехническая приборостроение гражданское строительство химическая
- 4. ВИДЫ ПРОДУКЦИИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ АВИАЦИОННОЙ ПРОМЫШЛЕНОСТИ силовые детали планера детали крепления шпангоуты кронштейны панели
- 5. КЛАССИФИКАЦИЯ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ По физико-химическим и технологическим свойствам 1) малолегированные (АД, АМц) и термически неупрочняемые
- 6. Штампованные поковки II вида: ребристые вытянутой формы с прямой осью Классификация штампованных поковок из алюминиевых сплавов
- 7. Температурный режим горячей деформации Максимально допустимые температуры нагрева под штамповку алюминиевых сплавов указаны в таблице ниже
- 8. Технологические особенности изготовления поковок из алюминиевых сплавов малое число операций; большие возможности использования эффекта сверхпластичности; возможность
- 9. Технологические особенности изготовления поковок из алюминиевых сплавов При штамповке алюминиевых сплавов необходимо учитывать следующее: 1. Перед
- 10. Схема гидравлического штамповочного пресса 1 – верхний рабочий цилиндр: 2 – верхняя рама; 3 – верхний
- 11. Расчет на прочность рабочих цилиндров 11
- 12. Технологический процесс горячей объемной штамповки «Кронштейн» из алюминиевого сплава АК6 Химический состав сплава АК6 (%): Технологические
- 13. Механические свойства сплава АК6 (в закалённом и искусственно состаренном состоянии) 13
- 14. Чертеж детали «Кронштейн» 14
- 15. ПОКОВКА «КРОНШТЕЙН» 15
- 16. Технологическая схема поковки «Кронштейн» 16
- 17. ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ ПРИ ШТАМПОВКЕ 17
- 18. Чертеж штампа 18
- 20. Скачать презентацию
ОСНОВНЫЕ СВОЙСТВА ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
малая плотность,
высокая конструкционная прочность
хорошая коррозионная стойкость;
ОСНОВНЫЕ СВОЙСТВА ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
малая плотность,
высокая конструкционная прочность
хорошая коррозионная стойкость;
ОТРАСЛИ ПРОМЫШЛЕННОСТИ, ИСПОЛЬЗУЮЩИЕ ШТАМПОВАННЫЕ ПОКОВОКИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
авиационная
автомобильная
машиностроение
электротехническая
приборостроение
ОТРАСЛИ ПРОМЫШЛЕННОСТИ, ИСПОЛЬЗУЮЩИЕ ШТАМПОВАННЫЕ ПОКОВОКИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
авиационная
автомобильная
машиностроение
электротехническая
приборостроение
ВИДЫ ПРОДУКЦИИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ АВИАЦИОННОЙ ПРОМЫШЛЕНОСТИ
силовые детали планера
детали крепления
шпангоуты
кронштейны
панели
ВИДЫ ПРОДУКЦИИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ АВИАЦИОННОЙ ПРОМЫШЛЕНОСТИ
силовые детали планера
детали крепления
шпангоуты
кронштейны
панели
КЛАССИФИКАЦИЯ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
По физико-химическим и технологическим свойствам
1) малолегированные (АД,
КЛАССИФИКАЦИЯ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
По физико-химическим и технологическим свойствам
1) малолегированные (АД,
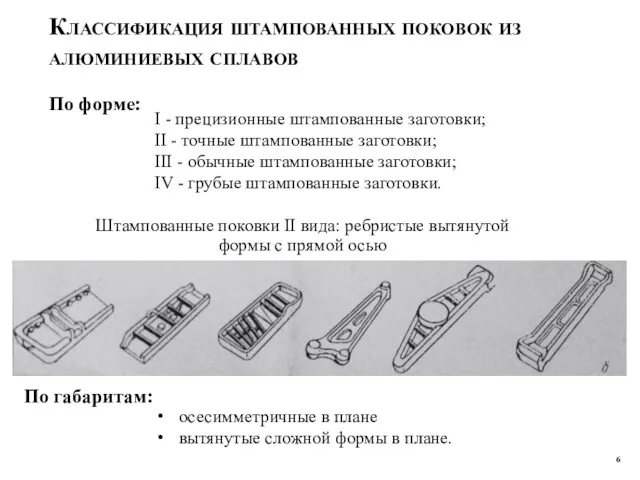
Штампованные поковки II вида: ребристые вытянутой формы с прямой осью
Классификация штампованных
Штампованные поковки II вида: ребристые вытянутой формы с прямой осью
Классификация штампованных
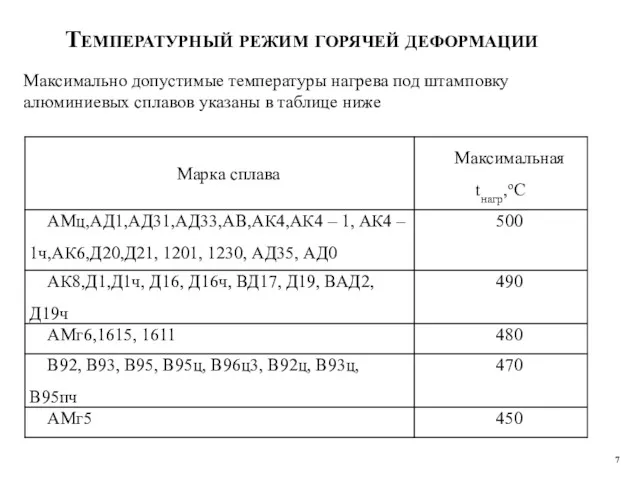
Температурный режим горячей деформации
Максимально допустимые температуры нагрева под штамповку алюминиевых сплавов
Температурный режим горячей деформации
Максимально допустимые температуры нагрева под штамповку алюминиевых сплавов
Технологические особенности изготовления поковок из алюминиевых сплавов
малое число операций;
большие возможности использования
Технологические особенности изготовления поковок из алюминиевых сплавов
малое число операций;
большие возможности использования
Технологические особенности изготовления поковок из алюминиевых сплавов
При штамповке алюминиевых сплавов необходимо
Технологические особенности изготовления поковок из алюминиевых сплавов
При штамповке алюминиевых сплавов необходимо
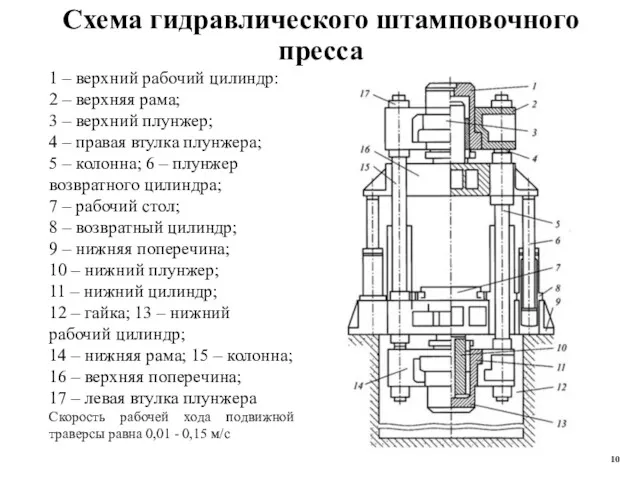
Схема гидравлического штамповочного пресса
1 – верхний рабочий цилиндр:
2 – верхняя рама;
3
Схема гидравлического штамповочного пресса
1 – верхний рабочий цилиндр:
2 – верхняя рама;
3
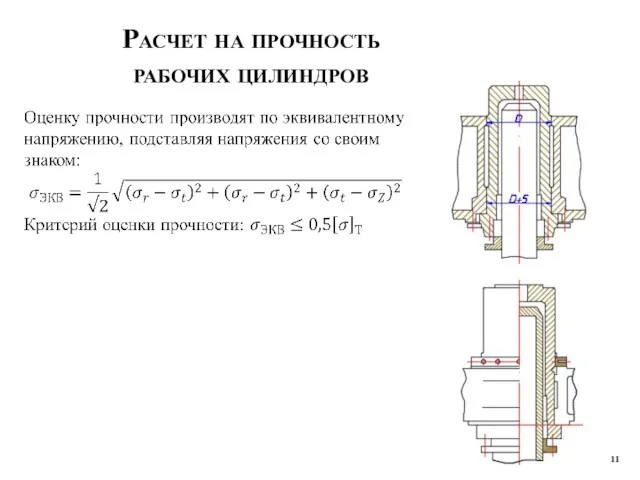
Расчет на прочность рабочих цилиндров
11
Расчет на прочность рабочих цилиндров
11
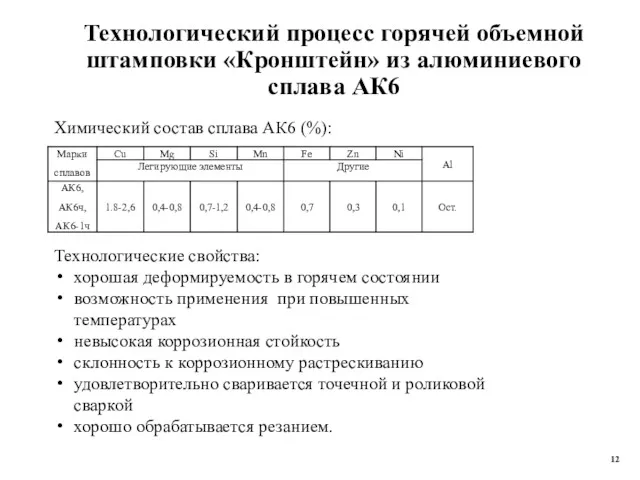
Технологический процесс горячей объемной штамповки «Кронштейн» из алюминиевого сплава АК6
Химический состав
Технологический процесс горячей объемной штамповки «Кронштейн» из алюминиевого сплава АК6
Химический состав
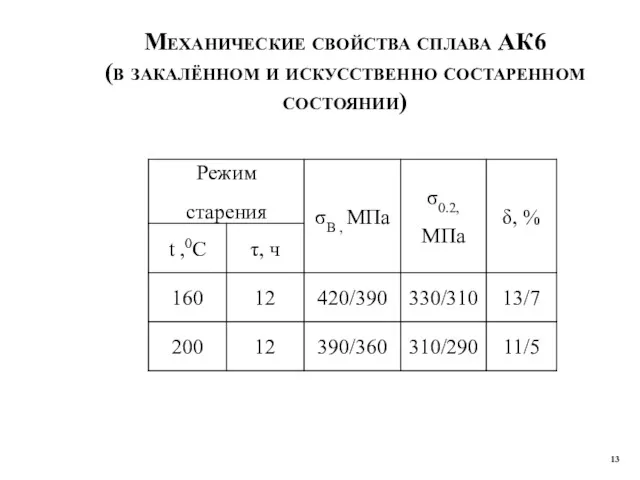
Механические свойства сплава АК6
(в закалённом и искусственно состаренном состоянии)
13
Механические свойства сплава АК6
(в закалённом и искусственно состаренном состоянии)
13
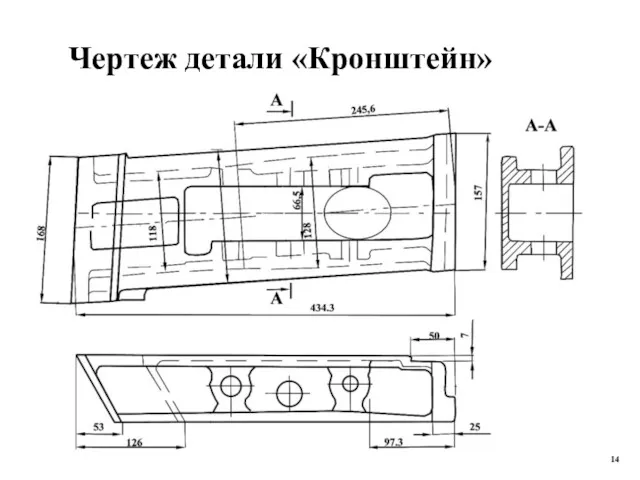
Чертеж детали «Кронштейн»
14
Чертеж детали «Кронштейн»
14

ПОКОВКА «КРОНШТЕЙН»
15
ПОКОВКА «КРОНШТЕЙН»
15

Технологическая схема поковки «Кронштейн»
16
Технологическая схема поковки «Кронштейн»
16

ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ ПРИ ШТАМПОВКЕ
17
ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ ПРИ ШТАМПОВКЕ
17
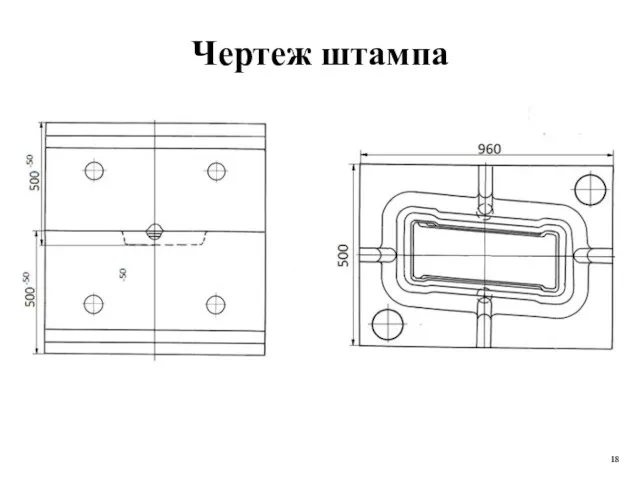
Чертеж штампа
18
Чертеж штампа
18
 20231115_lyzhi_1-4_klass
20231115_lyzhi_1-4_klass Роль домашнего задания в самообразовании школьника
Роль домашнего задания в самообразовании школьника Самые необычные дома мира
Самые необычные дома мира Деструктивное поведение детей. Стратегии и тактики эффективного взаимодействия
Деструктивное поведение детей. Стратегии и тактики эффективного взаимодействия Использование датчиков в RobotC
Использование датчиков в RobotC Мировая религия пастафарианство
Мировая религия пастафарианство Состав штукатурных работ
Состав штукатурных работ Дозиметри
Дозиметри Установочная конференция (преддипломная)
Установочная конференция (преддипломная) Радиоактивность. Модели атомов
Радиоактивность. Модели атомов Open Smile Design template
Open Smile Design template Бекеттің блокты-түймелі жоспары. БМРО жүйесінің негізгі атқарушы және жинақтаушы блоктары. (Дәріс 14)
Бекеттің блокты-түймелі жоспары. БМРО жүйесінің негізгі атқарушы және жинақтаушы блоктары. (Дәріс 14) Особенности работы с детьми коррекционного класса
Особенности работы с детьми коррекционного класса Портфолио воспитателя Полеевой Веры Алексеевны
Портфолио воспитателя Полеевой Веры Алексеевны Декаплінг. Ядерний ефект оверхаузера. Динамічні ефекти в ямр
Декаплінг. Ядерний ефект оверхаузера. Динамічні ефекти в ямр Приемы работы с гофрополосками. Объемные композиции, животные. Презентация Мастер-класс Гофро-кот
Приемы работы с гофрополосками. Объемные композиции, животные. Презентация Мастер-класс Гофро-кот Оборона Воронежа в годы Великой Отечественной войны
Оборона Воронежа в годы Великой Отечественной войны С 8 марта
С 8 марта Разработка занятия по технике изонить. Первые шаги - угол.
Разработка занятия по технике изонить. Первые шаги - угол. Поворот
Поворот Qu’est-ce que c’est la Cote d’Ivoire
Qu’est-ce que c’est la Cote d’Ivoire Делать Жизнь с Кого?
Делать Жизнь с Кого? Рефінансування банків
Рефінансування банків Гетьманські столиці України
Гетьманські столиці України Аллергия. Отличие иммунитета и аллергии
Аллергия. Отличие иммунитета и аллергии Невидимі ланцюги в осінньому лісі
Невидимі ланцюги в осінньому лісі Чередующиеся гласные в корне
Чередующиеся гласные в корне Поделка оригами Зайчик
Поделка оригами Зайчик