- Процедура ВИК сварных соединений (Тема 9)

Содержание
- 2. 1. Требования к контролепригодности объектов и рабочей среды Дефектоскопическая технологичность (или контролепригодность) объекта - это свойство
- 3. По НД чувствительность ВИК должна быт не хуже чем 0,1 мм. По данным офтальмологов для среднего
- 4. Также важен угол между направлением зрения и нормалью к контролируемой поверхности. Рекомендуется выбирать этот угол не
- 5. При визуальном контроле с использованием луп, последние должны располагаться на рабочих расстояниях от ОК по возможности
- 6. Чистота поверхности ОК - это основное требование для надежного визуального контроля. Невозможно набирать визуальные данные о
- 7. Освещение, температура, влажность и вентиляция воздуха, шум и вибрация, утомление - каждый из этих факторов настолько
- 8. Светильники, расположенные под потолком, следует, для устранения прямой блескости, загораживать экранами под углом примерно 45°. Недопустимы
- 9. Окраску поверхностей стен, потолков, рабочих столов и стендов на участке визуального и измерительного контроля рекомендуется выполнять
- 10. Акустика и борьба с шумом. Меры по улучшению акустических характеристик любого помещения должны быть направлены на
- 11. Вибрация. Зрительное восприятие ухудшается под действием вибраций, особенно при частотах между 25 ... 40 и 60
- 12. 2. Операции при предварительном контроле. Целостность сварного шва часто проверяется методами визуального и измерительного контроля (ВИК).
- 13. А К сварочным работам по изготовлению, монтажу и ремонту элементов ответственного оборудования допускаются сварщики имеющие удостоверение
- 14. К проведению работ по термической обработке сварных стыков (включая предварительный и сопутствующий сварке подогрев стыков) допускаются
- 15. Б Контроль сварочных материалов так же, как и основного материала включает: 1) проверку наличия сертификата; 2)
- 16. После пробной сварки сварные соединения разрушают и осматривают изломы, проводят механические испытания, химические и металлографические исследования.
- 17. Сварочный флюс должен быть упакован в герметичные мешки, которые проверяют на наличие этикеток. В этикетках указаны
- 18. Защитный газ должен быть поставлен в баллонах, снабжённых этикетками, в которых указаны марка, химический состав, завод-изготовитель.
- 19. В Проверка состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования. На предприятии должна быть организована система планово-предупредительного
- 20. При использовании сборочно-сварочного оборудования, например, для дуговой сварки, контролируют поверхности прижимных элементов, состояние и форму сварочных
- 21. При операционном контроле проверяют: А - соответствие марки материала свариваемых элементов (деталей) запроектированной марке стали (стилоскопированием);
- 22. Таблица 5. Требования к визуальному и измерительному контролю полуфабрикатов (труба, лист, поковка) Примечания: 1) Контролю по
- 23. А - Стилоскопирование – это экспресс-метод определяющий в химическом составе металла (или сварном соединении), наличие углерода,
- 24. Стилоскопирование сварного шва при помощи универсального Стилоскопа СЛУ-1 Этапы проведения проверки: - для контроля выбираются участки
- 25. На смену стилоскопам приходит портативный рентгенофлуоресцентный анализатор химического состава металлов X-MET 7500 Результатом двухсекундного анализа является
- 26. Б – проверка качество и геометрии размеров полуфабрикатов (входной контроль). Задачей визуального контроля основного материала, полуфабрикатов
- 27. В - Контроль подготовки изделий под сварку и сборки деталей под сварку (Г). Основными этапами проверки
- 28. Конкретные требования к подготовке деталей под сварку - контроль чистоты поверхности: Контроль обработки поверхности металла должен
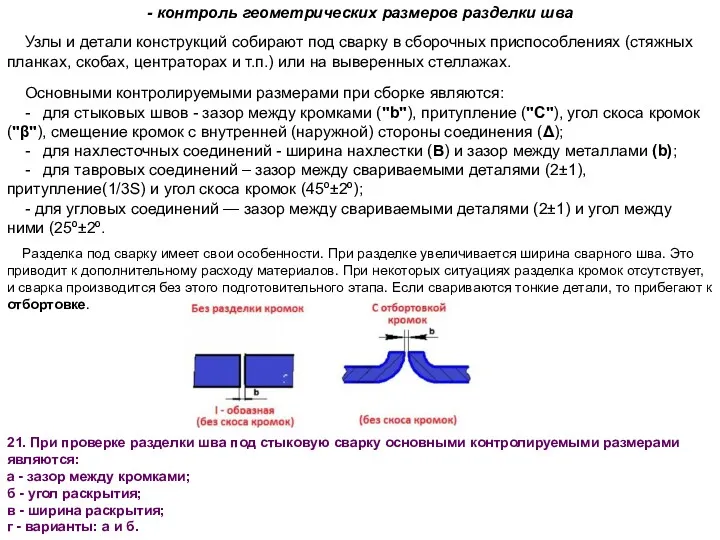
- 29. Узлы и детали конструкций собирают под сварку в сборочных приспособлениях (стяжных планках, скобах, центраторах и т.п.)
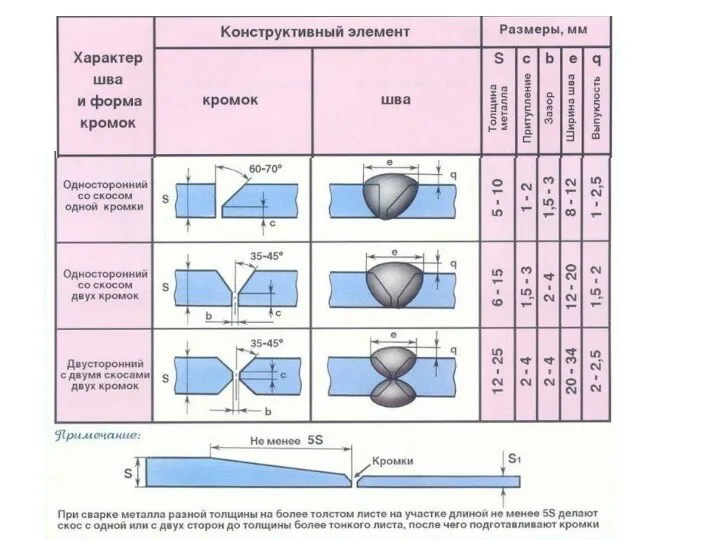
- 30. Угол скоса. Обозначается буквой "β". Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится
- 31. Для контроля размеров элементов сварного шва используют6 22. Выбор инструмента или прибора для измерительного контроля подготовки
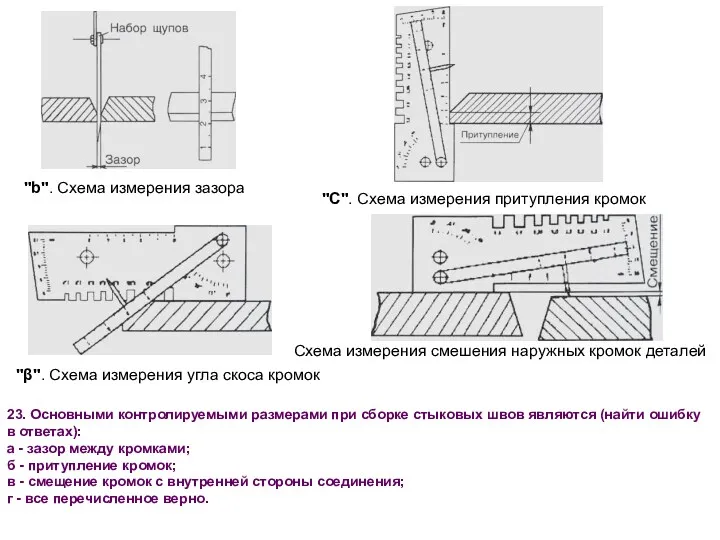
- 32. "b". Схема измерения зазора "С". Схема измерения притупления кромок "β". Схема измерения угла скоса кромок Схема
- 33. 24. Допускаемое смещение свариваемых кромок относительно друг друга при толщине деталей 9 мм составляет: а -
- 36. При контроле формы обработки цилиндрических и торцовых поверхностей используются также контрольно-проверочные инструменты — калибры, шаблоны, щупы,
- 37. Отклонением от круглости, комплексным для поперечного сечения цилиндрической поверхности, считают наибольшее расстояние Дкр от точек реального
- 38. Овальностью называют отклонение формы от круглости, при котором в процессе токарной обработки заготовки типа валов и
- 39. Двухточечная схема измерения Скоба рычажная
- 40. - контроль материала и формы подкладных колец и расплавляемых вставок При подготовке деталей под сварку необходимо
- 41. - контроль сборки свариваемых деталей Сборка – установка свариваемых деталей в соответствующее положение друг относительно друга.
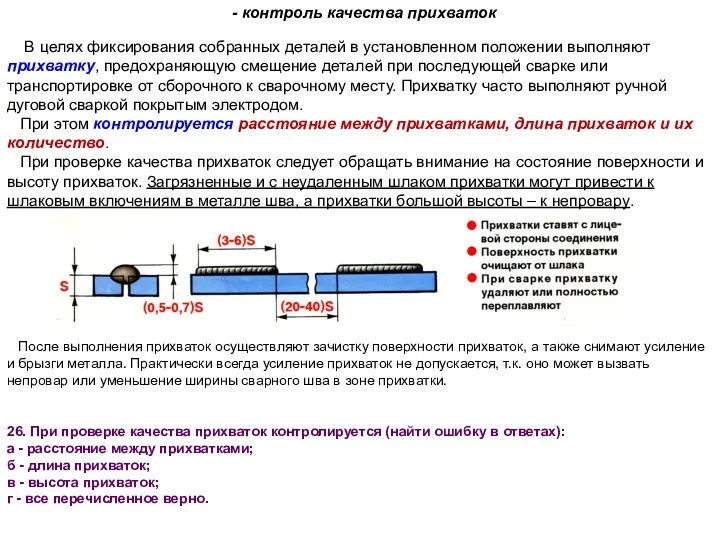
- 44. В целях фиксирования собранных деталей в установленном положении выполняют прихватку, предохраняющую смещение деталей при последующей сварке
- 45. После выполнения прихваток произведена зачистка поверхности прихваток, а также снято усиление и брызги металла.
- 46. 3. Проведение операционного контроля А) Контроль режима сварки. Контроль включает визуальное наблюдение за процессом плавления металла
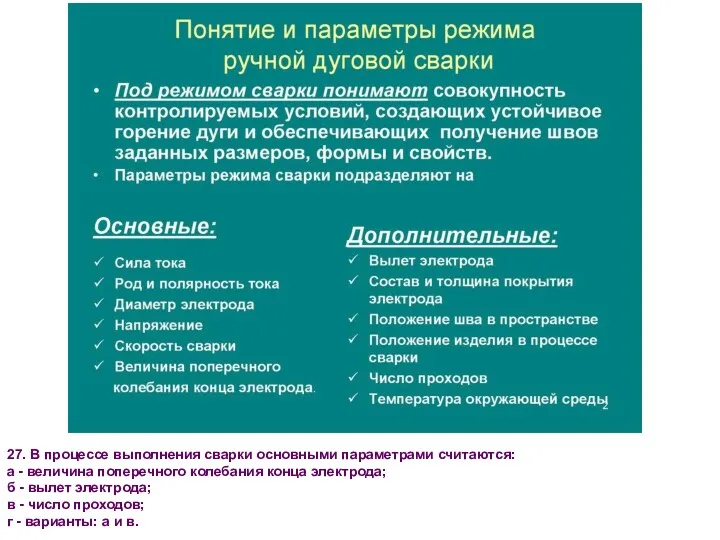
- 47. 27. В процессе выполнения сварки основными параметрами считаются: а - величина поперечного колебания конца электрода; б
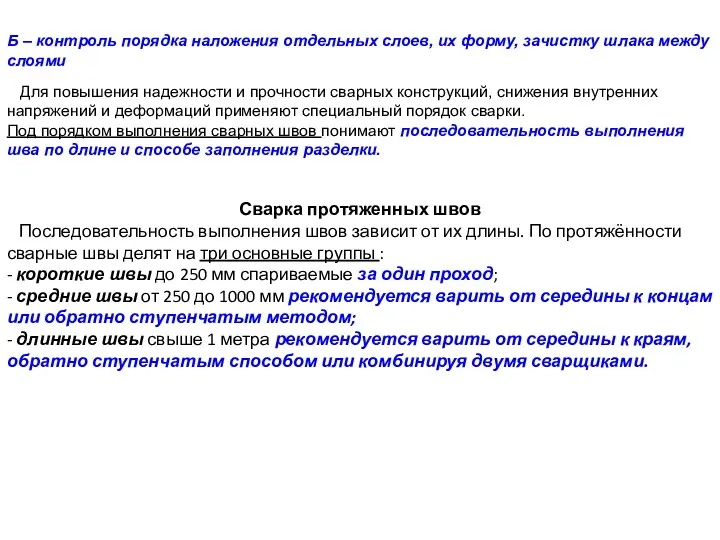
- 48. Б – контроль порядка наложения отдельных слоев, их форму, зачистку шлака между слоями Для повышения надежности
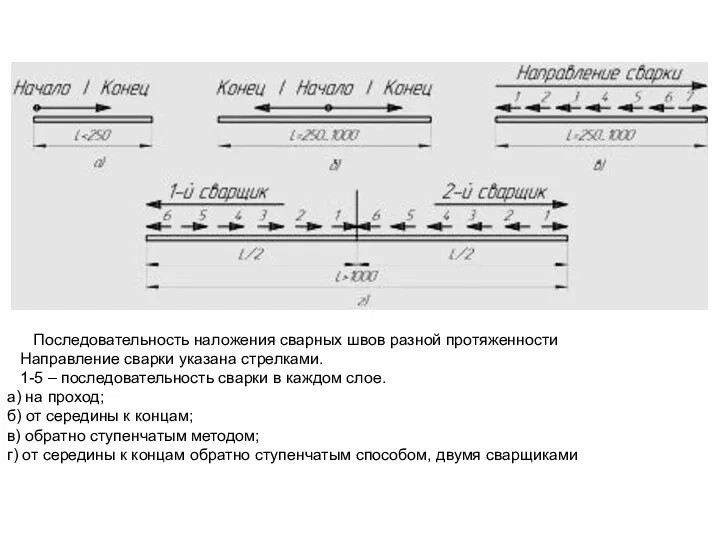
- 49. Последовательность наложения сварных швов разной протяженности Направление сварки указана стрелками. 1-5 – последовательность сварки в каждом
- 50. При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок
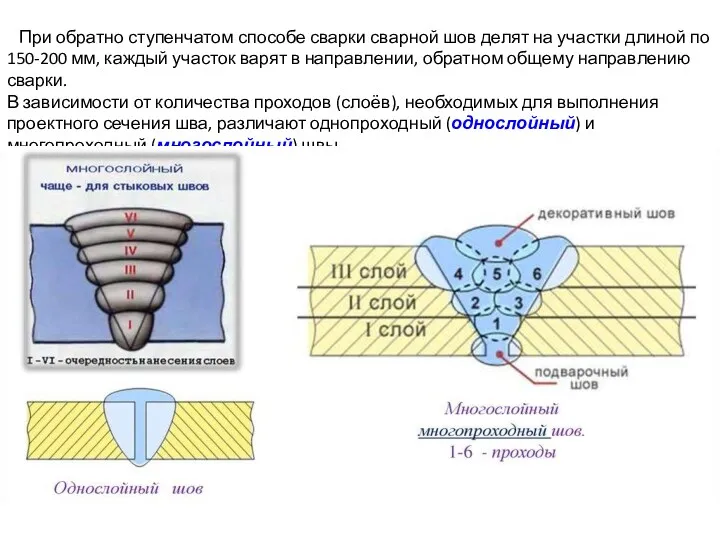
- 51. Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине
- 52. Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и
- 53. Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка
- 54. Корме порядка наложения и количество слоёв контролируется также состояние поверхности каждого слоя, качество зачистки предыдущего шва,
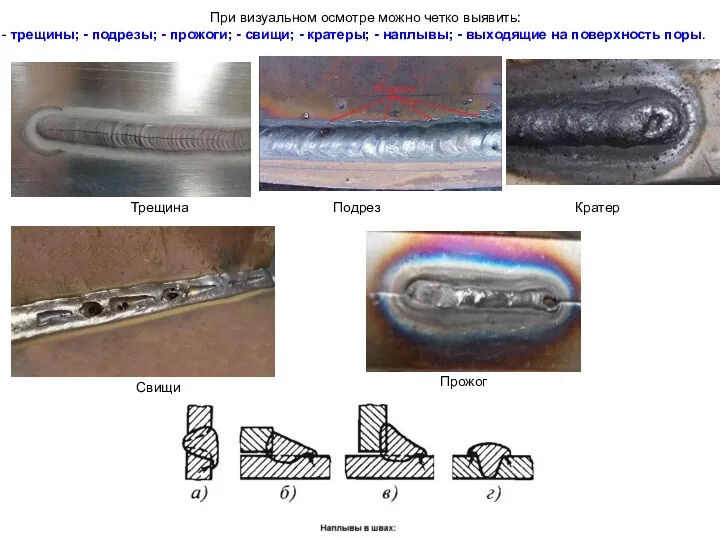
- 55. Трещина Свищи Подрез Кратер Прожог При визуальном осмотре можно четко выявить: трещины; - подрезы; - прожоги;
- 57. Контроль качество зачистки предыдущего шва определяется сварщиком после каждого прохода. Чаще всего зачистка проводится механическим способом.
- 58. 4. Операции при контроле готовых сварных соединений. После сварки сварные соединения, как правило, контролируются методами ВИК.
- 59. Основными конструктивными элементами сварных швов являются: · ширина шва; · высота усиления и проплава; · плавность
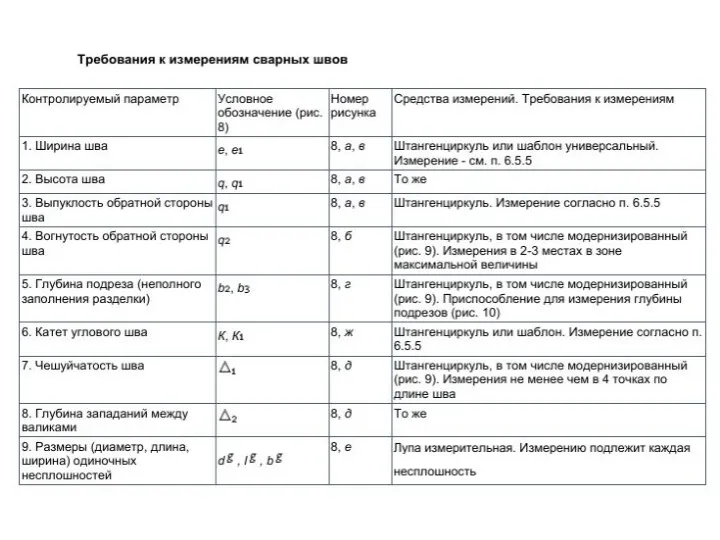
- 60. Требования РД03.606.03 - в выполненном сварном соединении измерениями необходимо контролировать: • размеры поверхностных дефектов (поры, включения
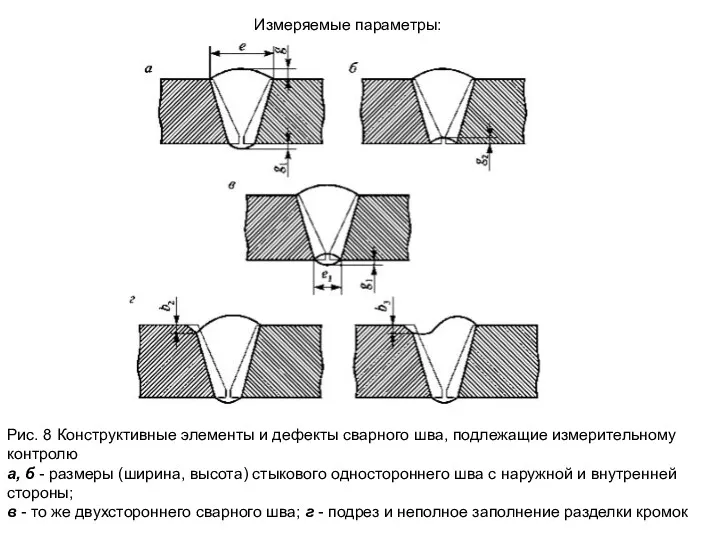
- 61. Измеряемые параметры: Рис. 8 Конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю а, б -
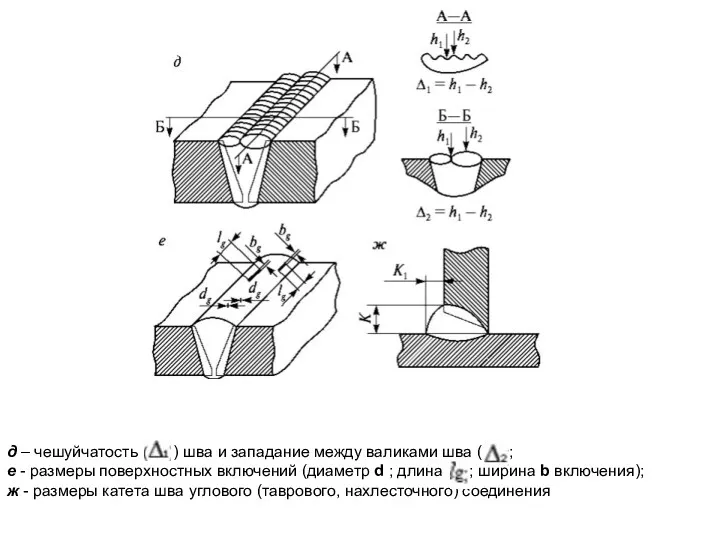
- 62. д – чешуйчатость ) шва и западание между валиками шва ( ); е - размеры поверхностных
- 64. Измерения с помощью шаблона УШС размеров сварного шва: а - измерение высоты шва ( ) и
- 65. Измерения с помощью шаблона УШС ширины сварного шва (е):
- 66. измерение западаний между валиками
- 67. Измерение катета углового шва с помощью УШС-2 Часто его называют катетометром. с помощью УШС-2 определяют величину
- 68. Применение УШС-4 для угловых швов.
- 69. Измерение смещения кромки деталей при их соединении. Для этого УШС-3 располагают его левым основанием строго на
- 70. Виды измерений которые можно осуществлять с помощью универсального шаблона сварщика УШС-3. Притупление кромки деталей. Приспособление прикладывается
- 72. Скачать презентацию
1. Требования к контролепригодности объектов и рабочей среды
Дефектоскопическая технологичность (или контролепригодность)
1. Требования к контролепригодности объектов и рабочей среды
Дефектоскопическая технологичность (или контролепригодность)
По НД чувствительность ВИК должна быт не хуже чем 0,1 мм.
По
По НД чувствительность ВИК должна быт не хуже чем 0,1 мм.
По
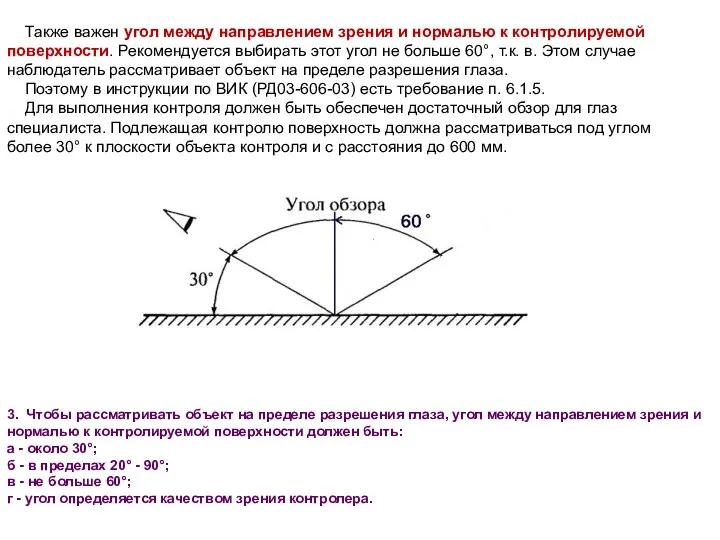
Также важен угол между направлением зрения и нормалью к контролируемой поверхности.
Также важен угол между направлением зрения и нормалью к контролируемой поверхности.
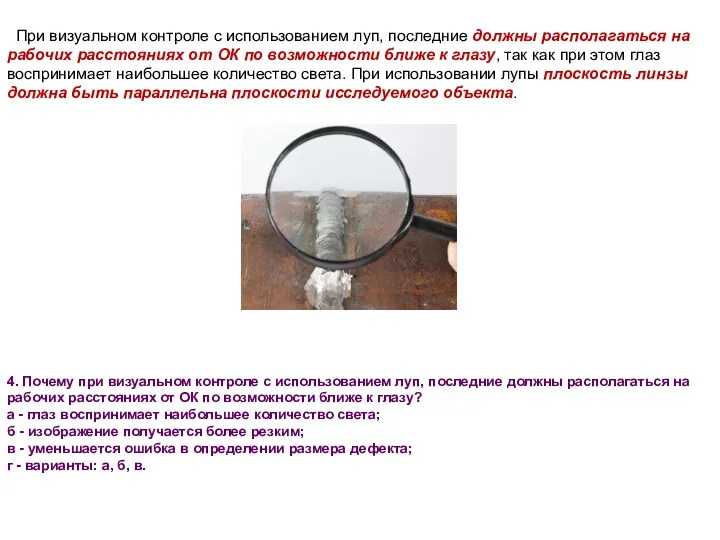
При визуальном контроле с использованием луп, последние должны располагаться на
При визуальном контроле с использованием луп, последние должны располагаться на
Чистота поверхности ОК - это основное требование для надежного визуального контроля.
Чистота поверхности ОК - это основное требование для надежного визуального контроля.
Освещение, температура, влажность и вентиляция воздуха, шум и вибрация, утомление
Освещение, температура, влажность и вентиляция воздуха, шум и вибрация, утомление
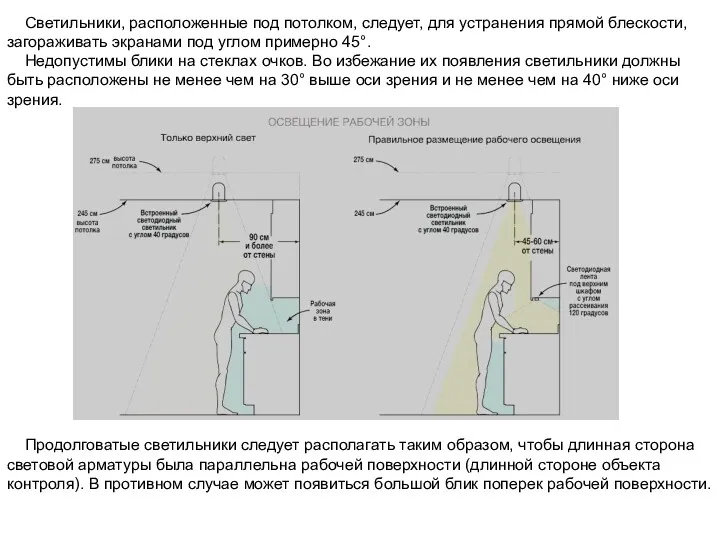
Светильники, расположенные под потолком, следует, для устранения прямой блескости, загораживать экранами
Светильники, расположенные под потолком, следует, для устранения прямой блескости, загораживать экранами
Окраску поверхностей стен, потолков, рабочих столов и стендов на участке визуального
Окраску поверхностей стен, потолков, рабочих столов и стендов на участке визуального
Акустика и борьба с шумом. Меры по улучшению акустических характеристик любого
Акустика и борьба с шумом. Меры по улучшению акустических характеристик любого
Вибрация. Зрительное восприятие ухудшается под действием вибраций, особенно при частотах
Вибрация. Зрительное восприятие ухудшается под действием вибраций, особенно при частотах
2. Операции при предварительном контроле.
Целостность сварного шва часто проверяется
2. Операции при предварительном контроле.
Целостность сварного шва часто проверяется
А
К сварочным работам по изготовлению, монтажу и ремонту элементов ответственного
А
К сварочным работам по изготовлению, монтажу и ремонту элементов ответственного
К проведению работ по термической обработке сварных стыков (включая предварительный
К проведению работ по термической обработке сварных стыков (включая предварительный
Б
Контроль сварочных материалов так же, как и основного материала
Б
Контроль сварочных материалов так же, как и основного материала
После пробной сварки сварные соединения разрушают и осматривают изломы, проводят
После пробной сварки сварные соединения разрушают и осматривают изломы, проводят
Сварочный флюс должен быть упакован в герметичные мешки, которые проверяют
Сварочный флюс должен быть упакован в герметичные мешки, которые проверяют
Защитный газ должен быть поставлен в баллонах, снабжённых этикетками, в
Защитный газ должен быть поставлен в баллонах, снабжённых этикетками, в
В
Проверка состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования.
На
В
Проверка состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования.
На
При использовании сборочно-сварочного оборудования, например, для дуговой сварки, контролируют поверхности
При использовании сборочно-сварочного оборудования, например, для дуговой сварки, контролируют поверхности
При операционном контроле проверяют:
А - соответствие марки материала свариваемых элементов (деталей)
При операционном контроле проверяют:
А - соответствие марки материала свариваемых элементов (деталей)
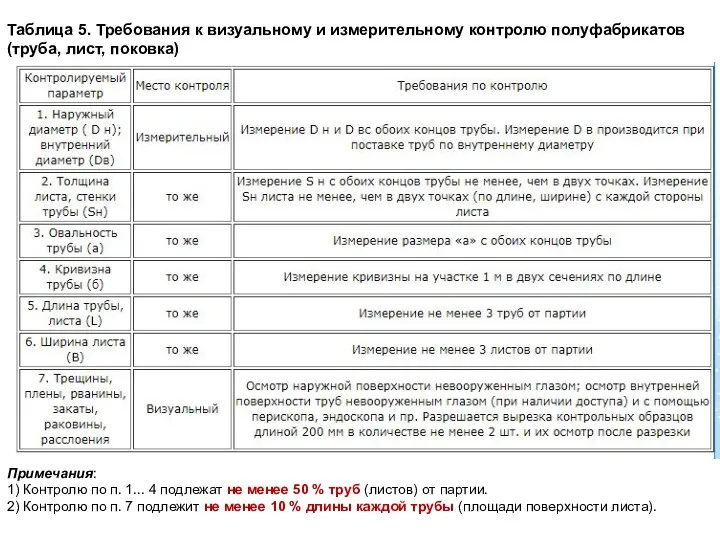
Таблица 5. Требования к визуальному и измерительному контролю полуфабрикатов (труба, лист,
Таблица 5. Требования к визуальному и измерительному контролю полуфабрикатов (труба, лист,

А - Стилоскопирование – это экспресс-метод определяющий в химическом составе
А - Стилоскопирование – это экспресс-метод определяющий в химическом составе

Стилоскопирование сварного шва при помощи универсального Стилоскопа СЛУ-1
Этапы проведения проверки:
-
Стилоскопирование сварного шва при помощи универсального Стилоскопа СЛУ-1
Этапы проведения проверки:
-

На смену стилоскопам приходит портативный рентгенофлуоресцентный анализатор
химического состава металлов X-MET
На смену стилоскопам приходит портативный рентгенофлуоресцентный анализатор
химического состава металлов X-MET
Б – проверка качество и геометрии размеров полуфабрикатов (входной контроль).
Б – проверка качество и геометрии размеров полуфабрикатов (входной контроль).
В - Контроль подготовки изделий под сварку и сборки деталей под
В - Контроль подготовки изделий под сварку и сборки деталей под
Конкретные требования к подготовке деталей под сварку
- контроль чистоты поверхности:
Конкретные требования к подготовке деталей под сварку
- контроль чистоты поверхности:
Узлы и детали конструкций собирают под сварку в сборочных приспособлениях (стяжных
Узлы и детали конструкций собирают под сварку в сборочных приспособлениях (стяжных
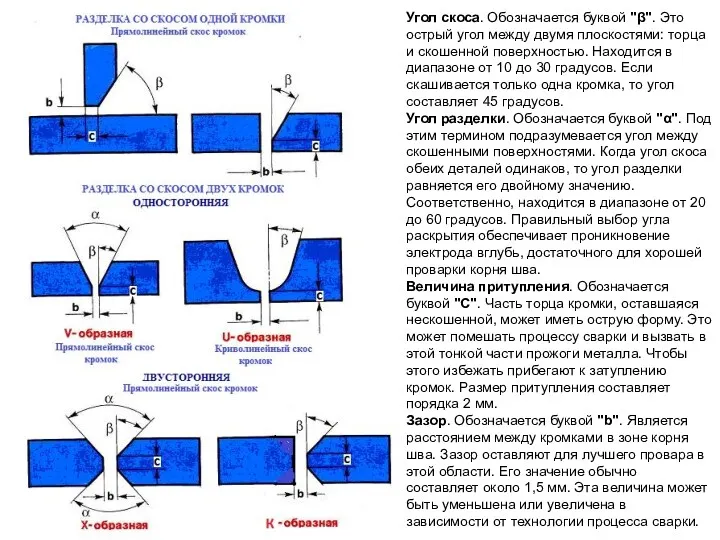
Угол скоса. Обозначается буквой "β". Это острый угол между двумя плоскостями:
Угол скоса. Обозначается буквой "β". Это острый угол между двумя плоскостями:

Для контроля размеров элементов сварного шва используют6
22. Выбор инструмента или
Для контроля размеров элементов сварного шва используют6
22. Выбор инструмента или
"b". Схема измерения зазора
"С". Схема измерения притупления кромок
"β". Схема измерения
"b". Схема измерения зазора
"С". Схема измерения притупления кромок
"β". Схема измерения
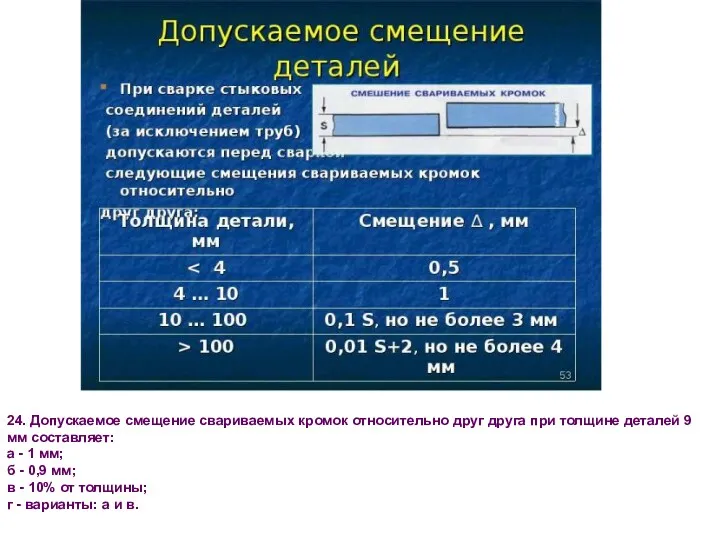
24. Допускаемое смещение свариваемых кромок относительно друг друга при толщине деталей
24. Допускаемое смещение свариваемых кромок относительно друг друга при толщине деталей

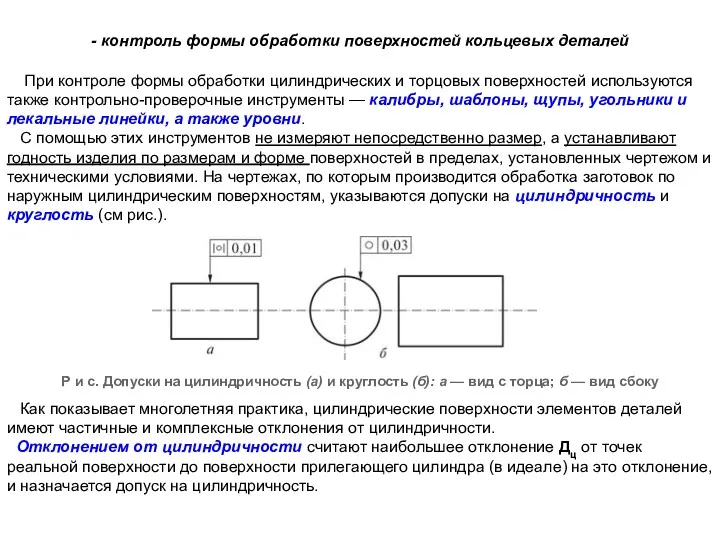
При контроле формы обработки цилиндрических и торцовых поверхностей используются также
При контроле формы обработки цилиндрических и торцовых поверхностей используются также

Отклонением от круглости, комплексным для поперечного сечения цилиндрической поверхности, считают наибольшее
Отклонением от круглости, комплексным для поперечного сечения цилиндрической поверхности, считают наибольшее
Овальностью называют отклонение формы от круглости, при котором в процессе токарной
Овальностью называют отклонение формы от круглости, при котором в процессе токарной
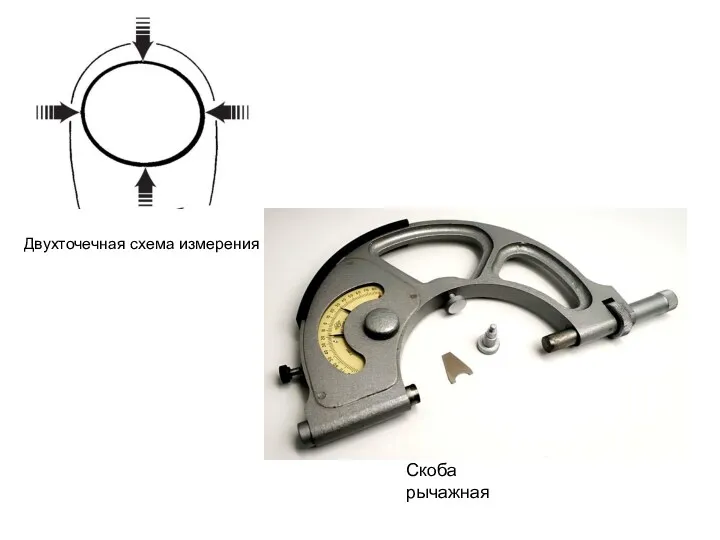
Двухточечная схема измерения
Скоба рычажная
Двухточечная схема измерения
Скоба рычажная
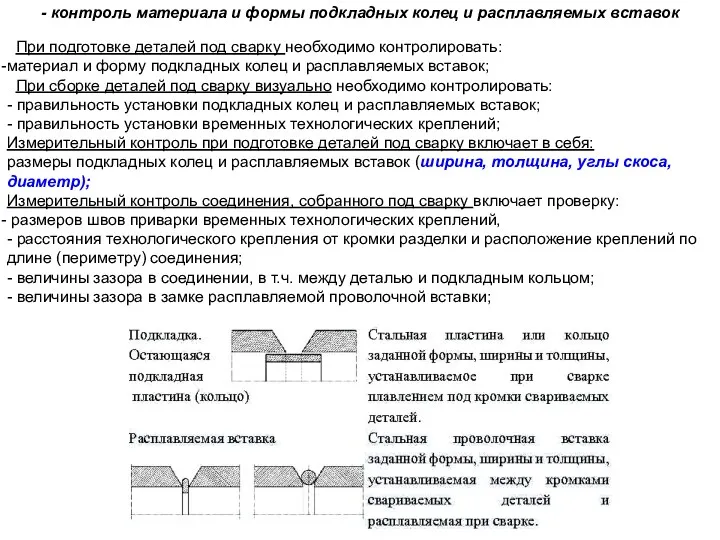
- контроль материала и формы подкладных колец и расплавляемых вставок
При
- контроль материала и формы подкладных колец и расплавляемых вставок
При
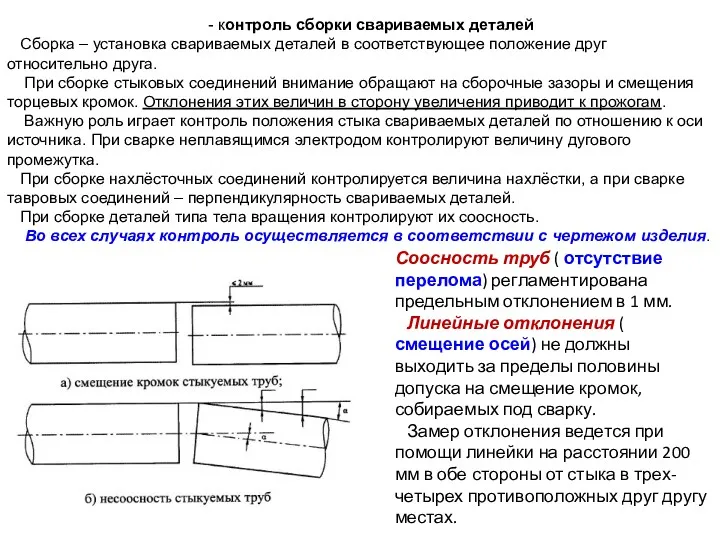
- контроль сборки свариваемых деталей
Сборка – установка свариваемых деталей
- контроль сборки свариваемых деталей
Сборка – установка свариваемых деталей
В целях фиксирования собранных деталей в установленном положении выполняют прихватку,
В целях фиксирования собранных деталей в установленном положении выполняют прихватку,

После выполнения прихваток произведена зачистка поверхности прихваток, а также снято
После выполнения прихваток произведена зачистка поверхности прихваток, а также снято
3. Проведение операционного контроля
А) Контроль режима сварки.
Контроль включает визуальное наблюдение
3. Проведение операционного контроля
А) Контроль режима сварки.
Контроль включает визуальное наблюдение
27. В процессе выполнения сварки основными параметрами считаются:
а - величина поперечного
27. В процессе выполнения сварки основными параметрами считаются:
а - величина поперечного
Б – контроль порядка наложения отдельных слоев, их форму, зачистку шлака
Б – контроль порядка наложения отдельных слоев, их форму, зачистку шлака
Последовательность наложения сварных швов разной протяженности
Направление сварки указана стрелками.
Последовательность наложения сварных швов разной протяженности Направление сварки указана стрелками.
При обратно ступенчатом способе сварки сварной шов делят на участки
При обратно ступенчатом способе сварки сварной шов делят на участки
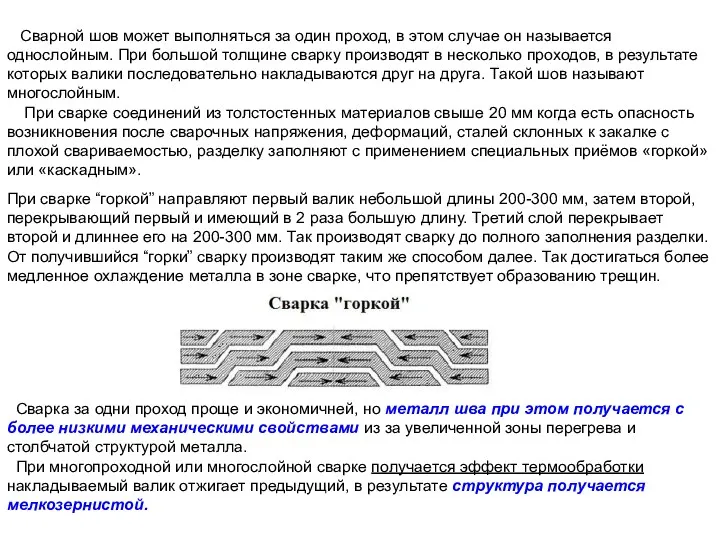
Сварной шов может выполняться за один проход, в этом случае
Сварной шов может выполняться за один проход, в этом случае
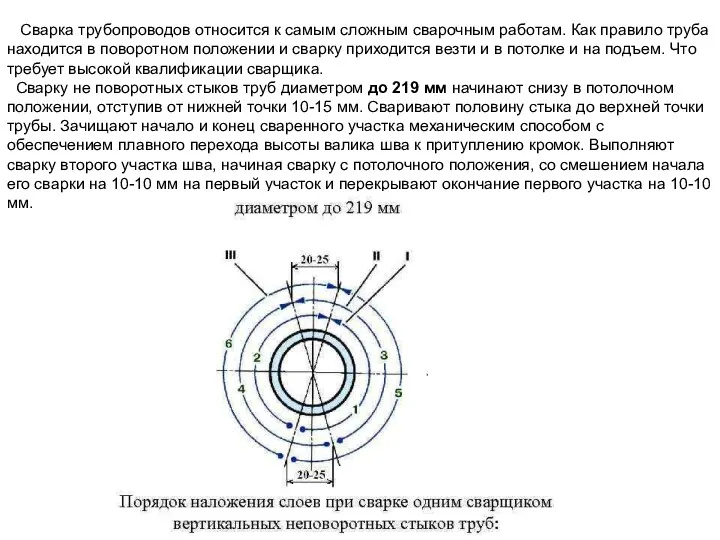
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило

Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым
Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым
Корме порядка наложения и количество слоёв контролируется также состояние поверхности
Корме порядка наложения и количество слоёв контролируется также состояние поверхности
Трещина
Свищи
Подрез
Кратер
Прожог
При визуальном осмотре можно четко выявить:
трещины; - подрезы;
Трещина
Свищи
Подрез
Кратер
Прожог
При визуальном осмотре можно четко выявить:
трещины; - подрезы;

Контроль качество зачистки предыдущего шва определяется сварщиком после каждого прохода.
Контроль качество зачистки предыдущего шва определяется сварщиком после каждого прохода.
4. Операции при контроле готовых сварных соединений.
После сварки сварные соединения,
4. Операции при контроле готовых сварных соединений.
После сварки сварные соединения,
Основными конструктивными элементами сварных швов являются:
· ширина шва;
· высота усиления
Основными конструктивными элементами сварных швов являются:
· ширина шва;
· высота усиления
Требования РД03.606.03 - в выполненном сварном соединении измерениями необходимо контролировать:
• размеры
Требования РД03.606.03 - в выполненном сварном соединении измерениями необходимо контролировать:
• размеры
Измеряемые параметры:
Рис. 8 Конструктивные элементы и дефекты сварного шва, подлежащие измерительному
Измеряемые параметры:
Рис. 8 Конструктивные элементы и дефекты сварного шва, подлежащие измерительному
д – чешуйчатость ) шва и западание между валиками шва (
д – чешуйчатость ) шва и западание между валиками шва (
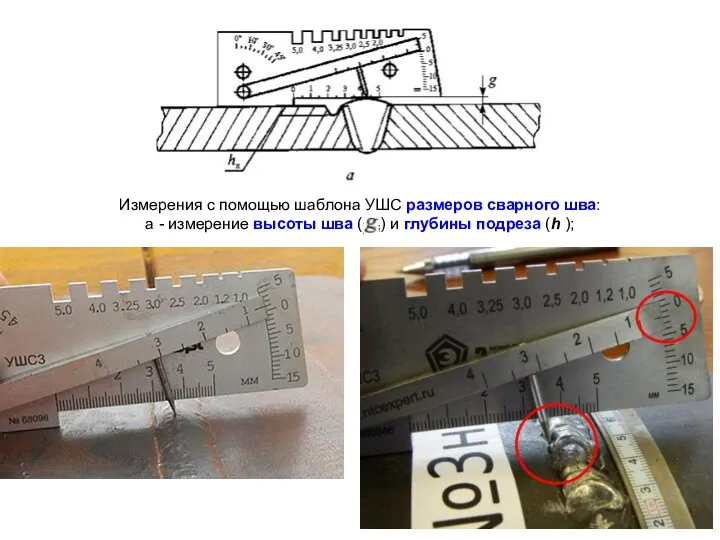
Измерения с помощью шаблона УШС размеров сварного шва:
а - измерение высоты
Измерения с помощью шаблона УШС размеров сварного шва:
а - измерение высоты

Измерения с помощью шаблона УШС ширины сварного шва (е):
Измерения с помощью шаблона УШС ширины сварного шва (е):
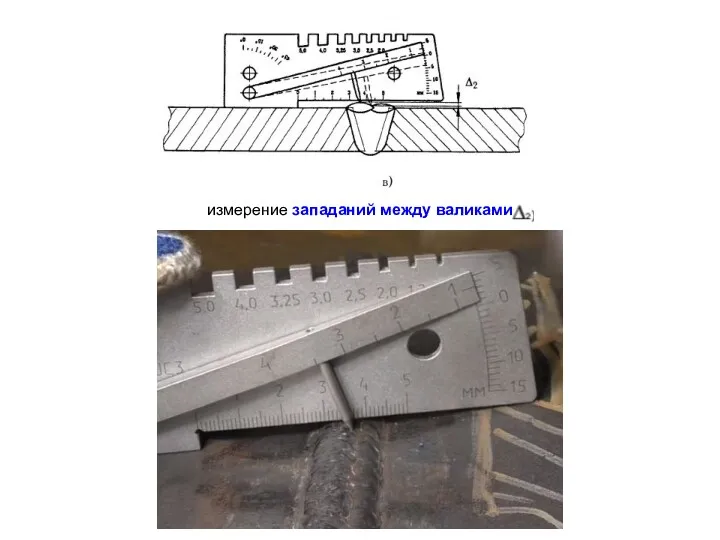
измерение западаний между валиками
измерение западаний между валиками

Измерение катета углового шва с помощью УШС-2
Часто его называют катетометром.
Измерение катета углового шва с помощью УШС-2
Часто его называют катетометром.

Применение УШС-4 для угловых швов.
Применение УШС-4 для угловых швов.

Измерение смещения кромки деталей при их соединении. Для этого УШС-3 располагают
Измерение смещения кромки деталей при их соединении. Для этого УШС-3 располагают
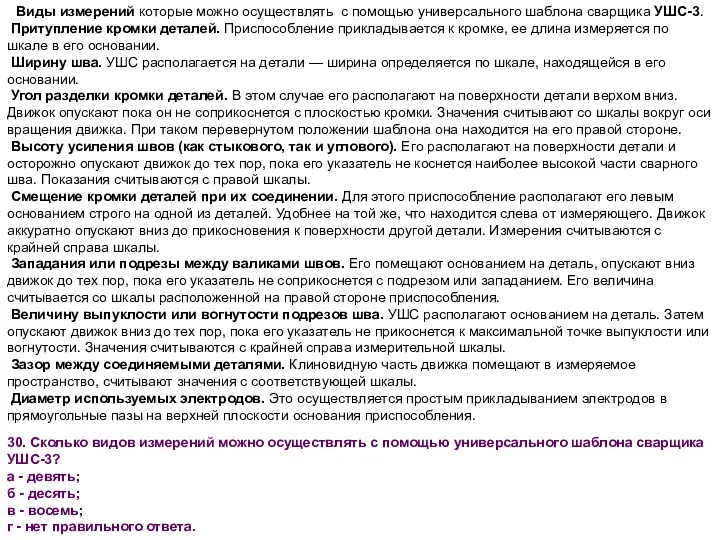
Виды измерений которые можно осуществлять с помощью универсального шаблона сварщика УШС-3.
Виды измерений которые можно осуществлять с помощью универсального шаблона сварщика УШС-3.
 Презентация Ребусы. Диск
Презентация Ребусы. Диск Воспитание толерантности
Воспитание толерантности Судебная фотография и видеозапись. Камера-обскура
Судебная фотография и видеозапись. Камера-обскура Каталог характеристик лопастных насосов
Каталог характеристик лопастных насосов Комбинаторные задачи на нахождение числа перестановок из n элементов
Комбинаторные задачи на нахождение числа перестановок из n элементов деление и дроби
деление и дроби И в шутку, и всерьёз. М. Пляцковский Помощник
И в шутку, и всерьёз. М. Пляцковский Помощник Криминологическая характеристика половых преступлений
Криминологическая характеристика половых преступлений Химия и общество.Кислотные дожди.
Химия и общество.Кислотные дожди. Ветераны Великой Отечественной войны
Ветераны Великой Отечественной войны Методы увеличения углеводородоотдачи
Методы увеличения углеводородоотдачи Классный час День космонавтики
Классный час День космонавтики МСФО(IAS) 36. Обесценение активов
МСФО(IAS) 36. Обесценение активов Мастер-класс Федюнина 3 занятие
Мастер-класс Федюнина 3 занятие Виды работ по автоматизации и дифференциации звуков на уроках произношения и индивидуальных занятиях
Виды работ по автоматизации и дифференциации звуков на уроках произношения и индивидуальных занятиях Подвесной сад кокодема
Подвесной сад кокодема 26 ноября 2013 года состоялся педагогический совет по теме: Работа по развитию социальной компетентности и познавательной активности детей дошкольного возраста через организацию мини-музеев
26 ноября 2013 года состоялся педагогический совет по теме: Работа по развитию социальной компетентности и познавательной активности детей дошкольного возраста через организацию мини-музеев Проект Москва прекрасная столица
Проект Москва прекрасная столица Профилактика и коррекция оптической дисграфии у учащихся начальной школы на уроках русского языка
Профилактика и коррекция оптической дисграфии у учащихся начальной школы на уроках русского языка Основы минералогии
Основы минералогии Ковылин Д.И
Ковылин Д.И Канальное кодирование. Основы помехоустойчивого кодирования
Канальное кодирование. Основы помехоустойчивого кодирования Точение. Правильный выбор геометрии
Точение. Правильный выбор геометрии Соли аммония 9 класс
Соли аммония 9 класс От библейских волхвов к мудрейшим из всех дарителей (По рассказу О.Генри Дары волхвов)
От библейских волхвов к мудрейшим из всех дарителей (По рассказу О.Генри Дары волхвов) Презентация 6
Презентация 6 (ДЛЯ ПЕДАГОГОВ) музыкальные уголки в группах
(ДЛЯ ПЕДАГОГОВ) музыкальные уголки в группах Акция 7+1 Петровская Слобода
Акция 7+1 Петровская Слобода