- Процесс обработки отверстий, сверление

Содержание
- 2. Metal Cutting Technology 1.0 D7.1 Сверление Сверление - процесс обработки отверстий Сверление - вид механической обработки
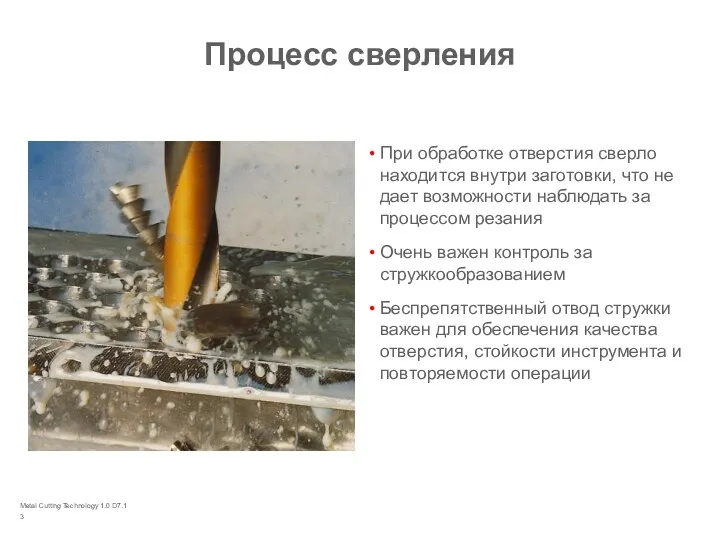
- 3. Metal Cutting Technology 1.0 D7.1 Процесс сверления При обработке отверстия сверло находится внутри заготовки, что не
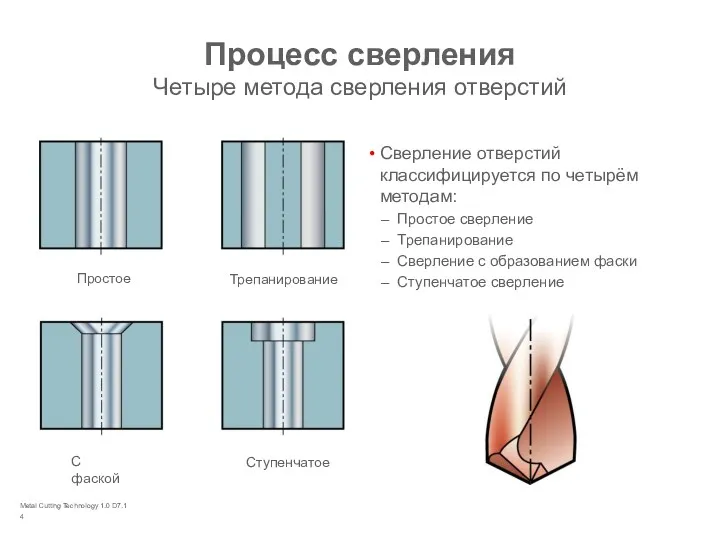
- 4. Metal Cutting Technology 1.0 D7.1 Процесс сверления Четыре метода сверления отверстий Сверление отверстий классифицируется по четырём
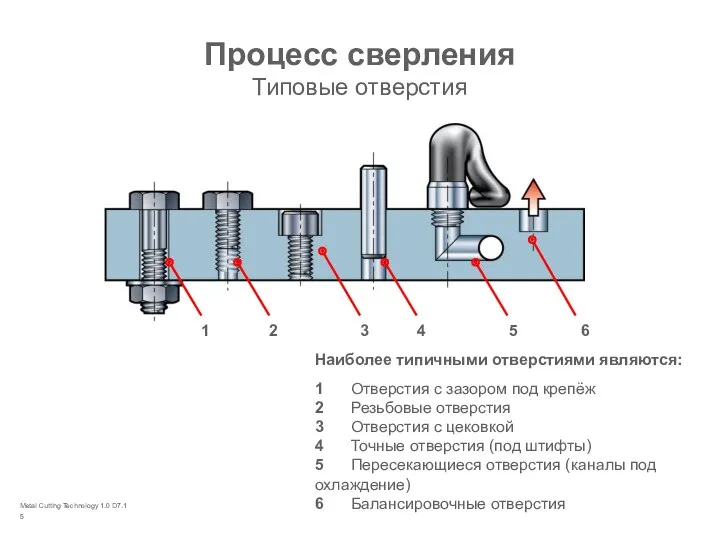
- 5. Metal Cutting Technology 1.0 D7.1 Процесс сверления Типовые отверстия Наиболее типичными отверстиями являются: 1 Отверстия с
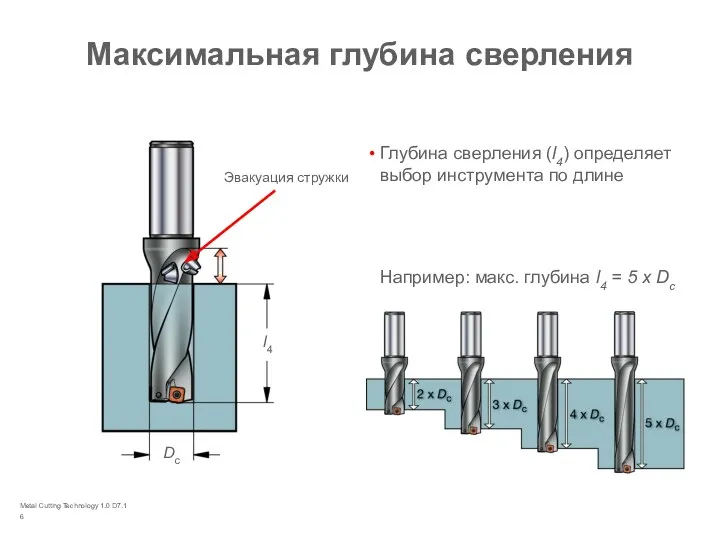
- 6. Metal Cutting Technology 1.0 D7.1 Максимальная глубина сверления Глубина сверления (l4) определяет выбор инструмента по длине
- 7. Metal Cutting Technology 1.0 D 7.2 4 Режимы резания, СОЖ, и т.д. Выбор типа инструмента 3
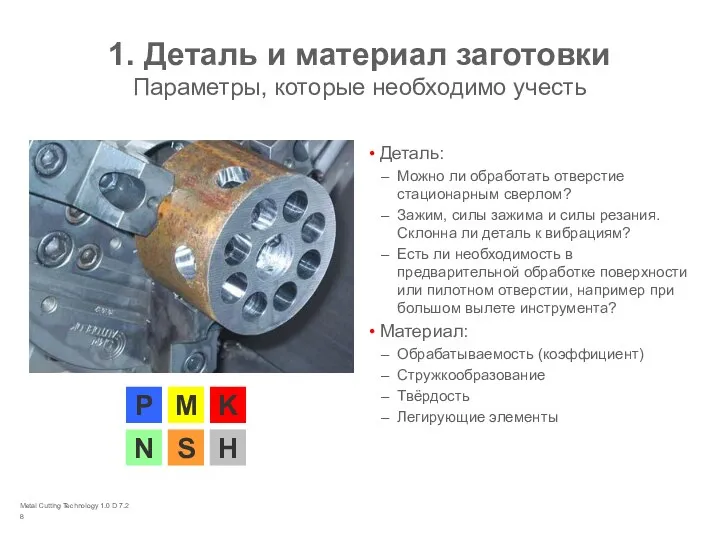
- 8. Metal Cutting Technology 1.0 D 7.2 1. Деталь и материал заготовки Параметры, которые необходимо учесть Деталь:
- 9. Metal Cutting Technology 1.0 D 7.2 2. Анализ оборудования Параметры, которые необходимо учесть Жесткость станка Частота
- 10. 3. Выбор инструмента Разные способы получения отверстия Преимущества Простой стандартный инструмент Сравнительно гибкий Недостатки Два инструмента,
- 11. Metal Cutting Technology 1.0 D 7.2 4. Способ применения Параметры, которые необходимо учесть Инструментальная оснастка Всегда
- 12. Metal Cutting Technology 1.0 D 7.3 Общее сверление Традиционное сверление Криволинейная поверхность и пересекающиеся отверстия
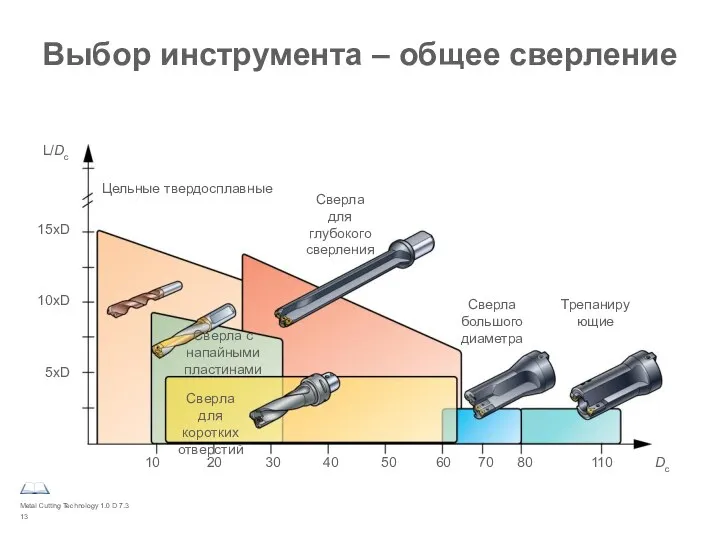
- 13. Metal Cutting Technology 1.0 D 7.3 Выбор инструмента – общее сверление 5xD 10xD Dc 15xD L/Dc
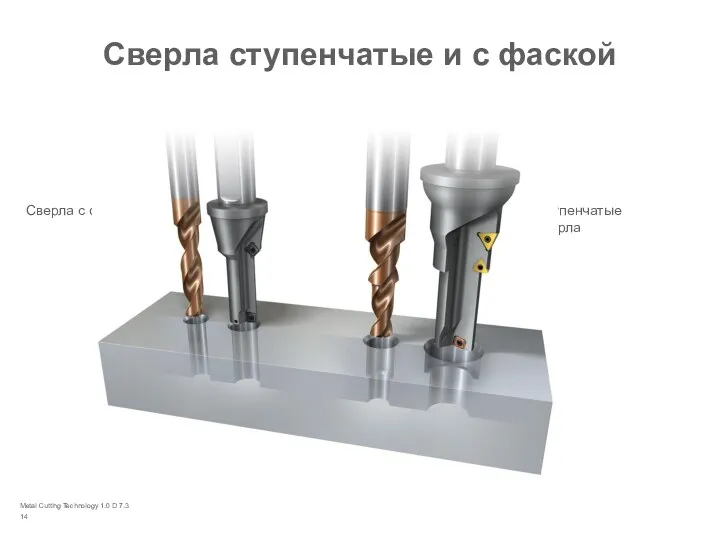
- 14. Metal Cutting Technology 1.0 D 7.3 Сверла ступенчатые и с фаской Ступенчатые сверла Сверла с фасками
- 15. Metal Cutting Technology 1.0 D 7.3 Другие методы Радиальное сверление Рассвер-ливание Винтовая интерпо-ляция Плунжерное сверление Трепанирование
- 16. Metal Cutting Technology 1.0 D 7.3 Сверла со сменными пластинами Диаметр и глубина отверстия Позиционирование коротких
- 18. Скачать презентацию

Metal Cutting Technology 1.0 D7.1
Сверление
Сверление - процесс обработки отверстий
Сверление - вид
Metal Cutting Technology 1.0 D7.1
Сверление
Сверление - процесс обработки отверстий
Сверление - вид
Metal Cutting Technology 1.0 D7.1
Процесс сверления
При обработке отверстия сверло находится внутри
Metal Cutting Technology 1.0 D7.1
Процесс сверления
При обработке отверстия сверло находится внутри
Metal Cutting Technology 1.0 D7.1
Процесс сверления
Четыре метода сверления отверстий
Сверление отверстий классифицируется
Metal Cutting Technology 1.0 D7.1
Процесс сверления
Четыре метода сверления отверстий
Сверление отверстий классифицируется
Metal Cutting Technology 1.0 D7.1
Процесс сверления
Типовые отверстия
Наиболее типичными отверстиями являются:
1 Отверстия с
Metal Cutting Technology 1.0 D7.1
Процесс сверления
Типовые отверстия
Наиболее типичными отверстиями являются:
1 Отверстия с
Metal Cutting Technology 1.0 D7.1
Максимальная глубина сверления
Глубина сверления (l4) определяет выбор
Metal Cutting Technology 1.0 D7.1
Максимальная глубина сверления
Глубина сверления (l4) определяет выбор

Metal Cutting Technology 1.0 D 7.2
4
Режимы резания, СОЖ, и т.д.
Выбор типа
Metal Cutting Technology 1.0 D 7.2
4
Режимы резания, СОЖ, и т.д.
Выбор типа
Metal Cutting Technology 1.0 D 7.2
1. Деталь и материал заготовки
Параметры, которые
Metal Cutting Technology 1.0 D 7.2
1. Деталь и материал заготовки Параметры, которые

Metal Cutting Technology 1.0 D 7.2
2. Анализ оборудования
Параметры, которые необходимо учесть
Жесткость
Metal Cutting Technology 1.0 D 7.2
2. Анализ оборудования
Параметры, которые необходимо учесть
Жесткость

3. Выбор инструмента
Разные способы получения отверстия
Преимущества
Простой стандартный инструмент
Сравнительно гибкий
Недостатки
Два инструмента, адаптора
3. Выбор инструмента
Разные способы получения отверстия
Преимущества
Простой стандартный инструмент
Сравнительно гибкий
Недостатки
Два инструмента, адаптора

Metal Cutting Technology 1.0 D 7.2
4. Способ применения
Параметры, которые необходимо
Metal Cutting Technology 1.0 D 7.2
4. Способ применения Параметры, которые необходимо

Metal Cutting Technology 1.0 D 7.3
Общее сверление
Традиционное
сверление
Криволинейная поверхность и пересекающиеся
Metal Cutting Technology 1.0 D 7.3
Общее сверление
Традиционное
сверление
Криволинейная поверхность и пересекающиеся
Metal Cutting Technology 1.0 D 7.3
Выбор инструмента – общее сверление
5xD
10xD
Dc
15xD
L/Dc
Сверла для
Metal Cutting Technology 1.0 D 7.3
Выбор инструмента – общее сверление
5xD
10xD
Dc
15xD
L/Dc
Сверла для
Metal Cutting Technology 1.0 D 7.3
Сверла ступенчатые и с фаской
Ступенчатые
Metal Cutting Technology 1.0 D 7.3
Сверла ступенчатые и с фаской
Ступенчатые

Metal Cutting Technology 1.0 D 7.3
Другие методы
Радиальное сверление
Рассвер-ливание
Винтовая интерпо-ляция
Плунжерное сверление
Трепанирование
Metal Cutting Technology 1.0 D 7.3
Другие методы
Радиальное сверление
Рассвер-ливание
Винтовая интерпо-ляция
Плунжерное сверление
Трепанирование

Metal Cutting Technology 1.0 D 7.3
Сверла со сменными пластинами
Диаметр и глубина
Metal Cutting Technology 1.0 D 7.3
Сверла со сменными пластинами
Диаметр и глубина
 ГТО. Всероссийский физкультурно-спортивный комплекс Готов к труду и обороне
ГТО. Всероссийский физкультурно-спортивный комплекс Готов к труду и обороне Уход за кожей лица
Уход за кожей лица Проектирование турбины газогенератора для газотурбинной установки ГТУ - 16П
Проектирование турбины газогенератора для газотурбинной установки ГТУ - 16П Живопись пейзажа гуашевыми красками основных цветов
Живопись пейзажа гуашевыми красками основных цветов Германские государства в XVII в
Германские государства в XVII в Государство на берегах Нила
Государство на берегах Нила Профессии Кузбасса
Профессии Кузбасса Параметры звуковых трактов
Параметры звуковых трактов Лечение больных с иммунодефицитами
Лечение больных с иммунодефицитами Радиоактивность. Строение атома
Радиоактивность. Строение атома Иосиф Виссарионович Сталин
Иосиф Виссарионович Сталин Жизнь рыб
Жизнь рыб Гашишная наркомания. Зависимость от психостимуляторов
Гашишная наркомания. Зависимость от психостимуляторов Принцип радиосвязи и телевидения
Принцип радиосвязи и телевидения Основные свойства треугольников
Основные свойства треугольников Разработка и создание изделия средствами учебного станка управляемого компьютерного трёхмерного проектирования
Разработка и создание изделия средствами учебного станка управляемого компьютерного трёхмерного проектирования ЭтниИсторияКарелов
ЭтниИсторияКарелов Современные технологии гематологического анализа
Современные технологии гематологического анализа Слоговая структура слова (для дошкольников)
Слоговая структура слова (для дошкольников) Программирование на языке Паскаль
Программирование на языке Паскаль Российская империя к началу XIX века
Российская империя к началу XIX века 20230206_vliyanie_mikrovoln_na_kachestvo_prigotovleniya_pishchi
20230206_vliyanie_mikrovoln_na_kachestvo_prigotovleniya_pishchi Самые красивые и необычные библиотеки мира
Самые красивые и необычные библиотеки мира Территориальное общественное самоуправление
Территориальное общественное самоуправление Тренинг Развитие эмоционального интеллекта
Тренинг Развитие эмоционального интеллекта Параллельное программирование. Модель данных в OpenMP
Параллельное программирование. Модель данных в OpenMP Тадж-Махал. Мавзолей. Мечеть
Тадж-Махал. Мавзолей. Мечеть Презентация к уроку в 9 классе по теме Кислород.
Презентация к уроку в 9 классе по теме Кислород.