- Процессы, завершающие металлургический цикл

Содержание
- 2. План лекции Обработка металлов давлением Основные способы прокатки Прессование Волочение
- 3. Некоторые физические процессы ОМД Обработка металлов давлением (ОМД) – технологический процесс формоизменения металлического тела (заготовки) в
- 4. Некоторые физические процессы ОМД Деформации, исчезающие после разгрузки тела полностью, называются упругими, а свойство тел принимать
- 5. Некоторые физические процессы ОМД В общем случае деформация представляет собой совокупность трех последовательных и совмещающихся этапов:
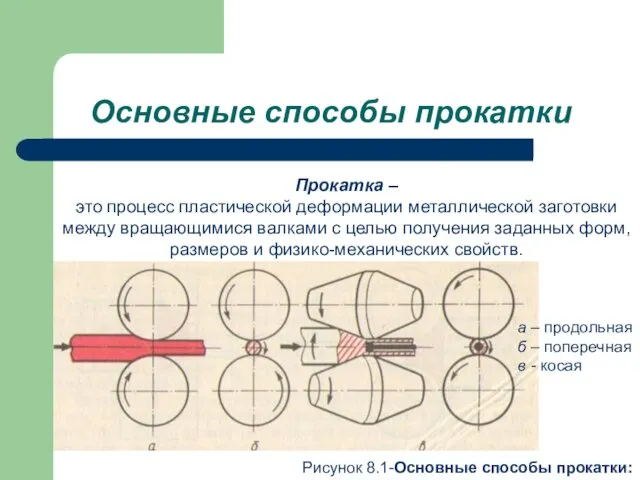
- 6. Основные способы прокатки Прокатка – это процесс пластической деформации металлической заготовки между вращающимися валками с целью
- 7. Продольная прокатка а – установившийся процесс; б – силы, действующие на заготовку в момент захвата; 1
- 8. Поперечная прокатка а – поперченная в двух валках; б – поперечно-винтовая прокатка профиля переменного по длине
- 9. Поперечно-клиновая прокатка 1, 4 – нижний и верхний валки; 2, 3 – клиновые ручьи; 5 –
- 10. Продукция прокатки Сортамент проката принято делить на четыре группы: сортовой, плоский, трубный, специальный. Продукция, получаемая прокаткой,
- 11. Продукция прокатки Сортовой прокат имеет постоянное по длине сечение простой или сложной формы. Его, как правило,
- 12. Продукция прокатки Прямолинейный прокат называют прутком Прокат в виде проволоки, свернутой в бухту, называют катанкой. Катанку
- 13. Продукция прокатки После одной или нескольких протяжек для повышения точности размеров сечения и качества поверхности катанку
- 14. Продукция прокатки Плоский прокат – это листы и ленты, толщиной менее 0,1 мм, фольга. Листы выпускают
- 15. Продукция прокатки Трубы выпускают бесшовные горячекатаные и холоднокатаные с наружным диаметром 5…650 мм при толщине стенок
- 16. Продукция прокатки Продольной прокаткой изготавливают ограниченное количество по массе и сортаменту профилей переменного по длине сечения.
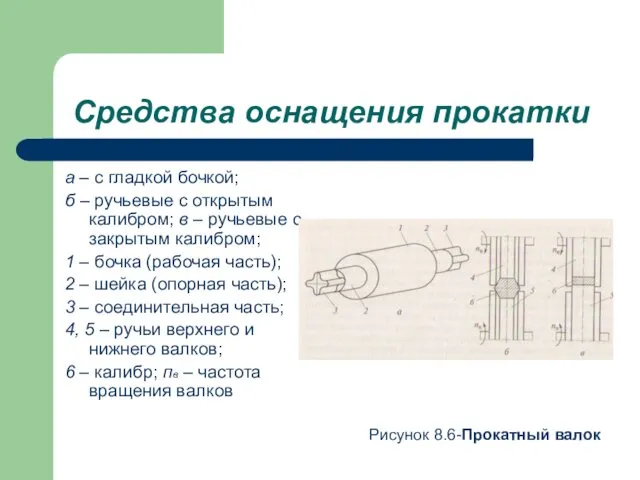
- 17. Средства оснащения прокатки а – с гладкой бочкой; б – ручьевые с открытым калибром; в –
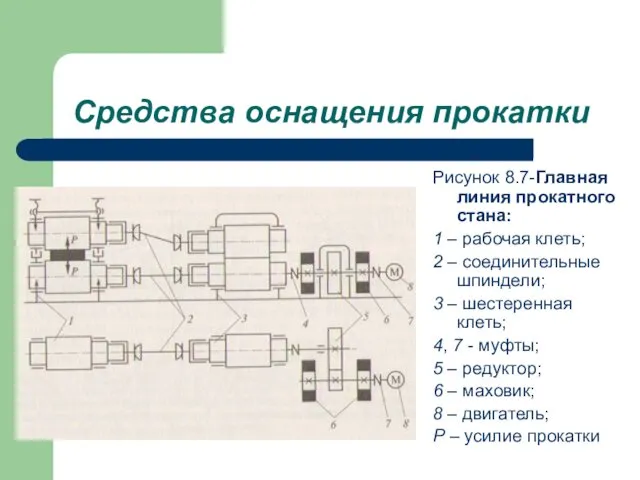
- 18. Средства оснащения прокатки Рисунок 8.7-Главная линия прокатного стана: 1 – рабочая клеть; 2 – соединительные шпиндели;
- 20. Скачать презентацию

План лекции
Обработка металлов давлением
Основные способы прокатки
Прессование
Волочение
План лекции
Обработка металлов давлением
Основные способы прокатки
Прессование
Волочение
Некоторые физические процессы ОМД
Обработка металлов давлением (ОМД) –
технологический процесс формоизменения
Некоторые физические процессы ОМД
Обработка металлов давлением (ОМД) –
технологический процесс формоизменения
Некоторые физические процессы ОМД
Деформации, исчезающие после разгрузки тела полностью,
называются упругими,
Некоторые физические процессы ОМД
Деформации, исчезающие после разгрузки тела полностью,
называются упругими,
Некоторые физические процессы ОМД
В общем случае деформация представляет собой совокупность
трех
Некоторые физические процессы ОМД
В общем случае деформация представляет собой совокупность
трех
Основные способы прокатки
Прокатка –
это процесс пластической деформации металлической заготовки
между
Основные способы прокатки
Прокатка –
это процесс пластической деформации металлической заготовки
между
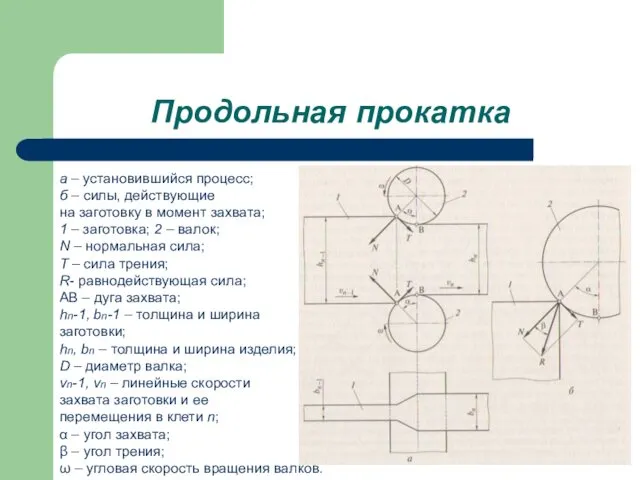
Продольная прокатка
а – установившийся процесс;
б – силы, действующие
на заготовку
Продольная прокатка
а – установившийся процесс;
б – силы, действующие
на заготовку
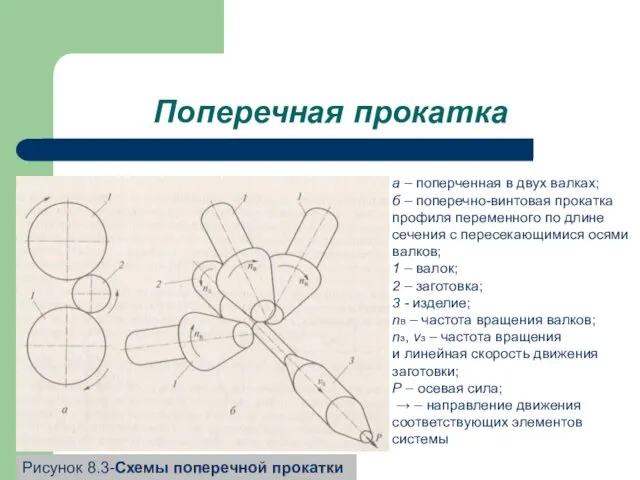
Поперечная прокатка
а – поперченная в двух валках;
б – поперечно-винтовая прокатка
Поперечная прокатка
а – поперченная в двух валках;
б – поперечно-винтовая прокатка

Поперечно-клиновая прокатка
1, 4 – нижний и верхний валки;
2, 3 –
Поперечно-клиновая прокатка
1, 4 – нижний и верхний валки;
2, 3 –
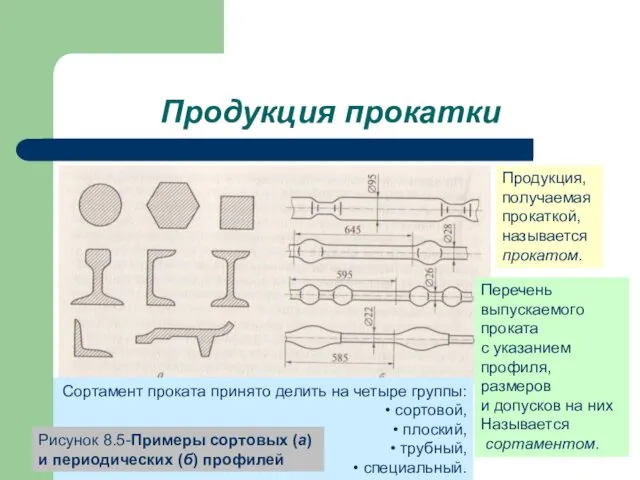
Продукция прокатки
Сортамент проката принято делить на четыре группы:
сортовой,
плоский,
трубный,
Продукция прокатки
Сортамент проката принято делить на четыре группы:
сортовой,
плоский,
трубный,
Продукция прокатки
Сортовой прокат имеет постоянное по длине сечение простой или сложной
Продукция прокатки
Сортовой прокат имеет постоянное по длине сечение простой или сложной
Продукция прокатки
Прямолинейный прокат называют прутком
Прокат в виде проволоки, свернутой в
Продукция прокатки
Прямолинейный прокат называют прутком
Прокат в виде проволоки, свернутой в
Продукция прокатки
После одной или нескольких протяжек для повышения точности размеров сечения
Продукция прокатки
После одной или нескольких протяжек для повышения точности размеров сечения
Продукция прокатки
Плоский прокат – это листы и ленты, толщиной менее 0,1
Продукция прокатки
Плоский прокат – это листы и ленты, толщиной менее 0,1
Продукция прокатки
Трубы выпускают бесшовные горячекатаные и холоднокатаные с наружным диаметром 5…650
Продукция прокатки
Трубы выпускают бесшовные горячекатаные и холоднокатаные с наружным диаметром 5…650
Продукция прокатки
Продольной прокаткой изготавливают ограниченное количество по массе и сортаменту профилей
Продукция прокатки
Продольной прокаткой изготавливают ограниченное количество по массе и сортаменту профилей
Средства оснащения прокатки
а – с гладкой бочкой;
б – ручьевые
Средства оснащения прокатки
а – с гладкой бочкой;
б – ручьевые
Средства оснащения прокатки
Рисунок 8.7-Главная линия прокатного стана:
1 – рабочая клеть;
2
Средства оснащения прокатки
Рисунок 8.7-Главная линия прокатного стана:
1 – рабочая клеть;
2
 Чемпионы 2013
Чемпионы 2013 Японская кухня
Японская кухня Антисептика
Антисептика Реконструкция системы электроснабжения нивагальского месторождения
Реконструкция системы электроснабжения нивагальского месторождения Негроидная расса
Негроидная расса приемы рефлексии
приемы рефлексии Технология штукатурных работ
Технология штукатурных работ проект
проект NetCol5000-A 42 kW Air Cooled In-row Full-sized Variable-Frequency Precision Air Conditioner Training Slides--part 1
NetCol5000-A 42 kW Air Cooled In-row Full-sized Variable-Frequency Precision Air Conditioner Training Slides--part 1 Детско - родительский проект по теме: Дорога–без приключений
Детско - родительский проект по теме: Дорога–без приключений Дисперсные системы
Дисперсные системы Лизинг как форма инвестирования предприятия
Лизинг как форма инвестирования предприятия Арктика. Антарктика
Арктика. Антарктика Волки (факты из жизни животных)
Волки (факты из жизни животных) Достоинства и недостатки матричных принтеров
Достоинства и недостатки матричных принтеров Медициналық қызмет көлемі және құрылысы
Медициналық қызмет көлемі және құрылысы 31
31 Нефтегазоность Севернего Устюрта
Нефтегазоность Севернего Устюрта Возможные источники микробного загрязнения в пищевом производстве, условия их развития
Возможные источники микробного загрязнения в пищевом производстве, условия их развития Правописание предлогов
Правописание предлогов Основные направления деятельности предприятия Лозахолдинг Липецкая область
Основные направления деятельности предприятия Лозахолдинг Липецкая область Олимпийские игры
Олимпийские игры Furniture game
Furniture game Научно-исследовательский проект: Глобальные катастрофы и их виды
Научно-исследовательский проект: Глобальные катастрофы и их виды Предоставление государственной услуги по лицензированию подземных вод
Предоставление государственной услуги по лицензированию подземных вод Постройка мансарды из СИП панелей
Постройка мансарды из СИП панелей Мое творчество
Мое творчество Наши отцы и деды - защитники Родины
Наши отцы и деды - защитники Родины