- Листопрокатный цех

Содержание
- 3. Датой рождения листопрокатного цеха № 1 можно считать 6 января 1968 года, когда был подписан акт
- 4. ЛПЦ № 1 производит горячекатаную рулонную и листовую сталь, подкат для цеха холодной прокатки толщиной 2,0-12
- 5. В четырех методических печах слябы нагреваются до температуры прокатки.
- 6. Стан 2800 На стане в клетях черновой группы слябы обжимаются до толщины подката, необходимого для получения
- 7. КОЙЛ-БОКС для выравнивания температуры подката
- 8. Стан 1700 Непрерывный стан "1700" производительностью 4600 тыс.т в год;
- 9. Термическое отделение ЛПЦ-1: 2 проходные роликовые печи для отжига, нормализации, закалки и отпуска г/к толстого листа
- 10. Линия отделки толстого листа: правильные машины, обрезка переднего и заднего концов, обрезка по ширине, УЗД
- 11. Все полосы, прокатанные на стане, подвергаются смотке на трех моталках. Смотанные рулоны в потоке взвешиваются на
- 12. На адьюстаже производится складирование прокатанных на стане рулонов металла, отгрузка их потребителю, дальнейшая обработка рулонов на
- 14. Скачать презентацию


Датой рождения листопрокатного цеха № 1 можно считать 6 января 1968
Датой рождения листопрокатного цеха № 1 можно считать 6 января 1968

ЛПЦ № 1 производит горячекатаную рулонную и листовую сталь, подкат для цеха холодной
ЛПЦ № 1 производит горячекатаную рулонную и листовую сталь, подкат для цеха холодной

В четырех методических печах слябы нагреваются до температуры прокатки.
В четырех методических печах слябы нагреваются до температуры прокатки.

Стан 2800
На стане в клетях черновой группы слябы обжимаются до толщины подката,
Стан 2800
На стане в клетях черновой группы слябы обжимаются до толщины подката,
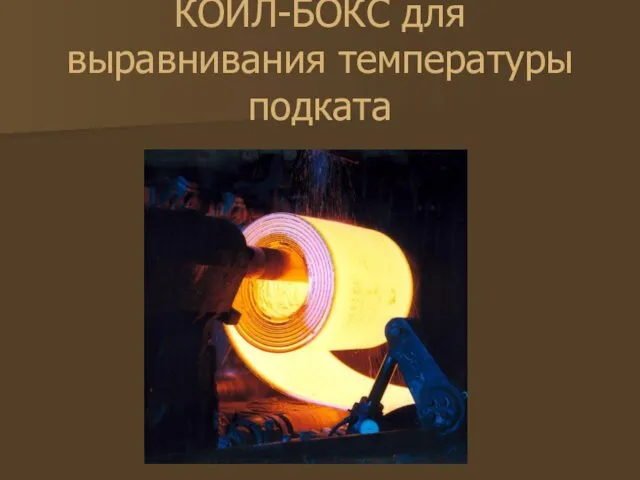
КОЙЛ-БОКС для выравнивания температуры подката
КОЙЛ-БОКС для выравнивания температуры подката

Стан 1700
Непрерывный стан "1700" производительностью 4600 тыс.т в год;
Стан 1700
Непрерывный стан "1700" производительностью 4600 тыс.т в год;

Термическое отделение ЛПЦ-1: 2 проходные роликовые печи для отжига, нормализации, закалки
Термическое отделение ЛПЦ-1: 2 проходные роликовые печи для отжига, нормализации, закалки

Линия отделки толстого листа: правильные машины, обрезка переднего и заднего концов,
Линия отделки толстого листа: правильные машины, обрезка переднего и заднего концов,
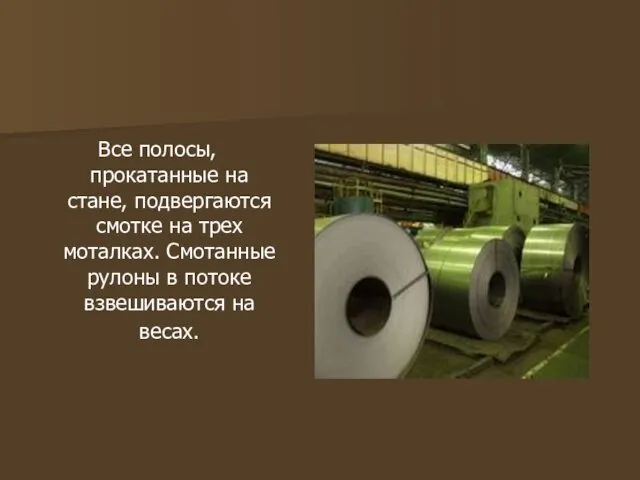
Все полосы, прокатанные на стане, подвергаются смотке на трех моталках. Смотанные
Все полосы, прокатанные на стане, подвергаются смотке на трех моталках. Смотанные

На адьюстаже производится складирование прокатанных на стане рулонов металла, отгрузка их
На адьюстаже производится складирование прокатанных на стане рулонов металла, отгрузка их
 Построение календарного плана производства монтажных работ
Построение календарного плана производства монтажных работ Технологии современного производства
Технологии современного производства Я - учитель.
Я - учитель. презентация к уроку В мире математики, 6 класс
презентация к уроку В мире математики, 6 класс Биоокисление. Метаболизм углеводов. Тема 6
Биоокисление. Метаболизм углеводов. Тема 6 Изменения в трудовом законодательстве
Изменения в трудовом законодательстве Письмо букв Диск
Письмо букв Диск Поворот и центральная симметрия
Поворот и центральная симметрия Пермская и Кунгурская епархия РПЦ Добрянское благочиние. Храм св.апостола Иоанна Богослова
Пермская и Кунгурская епархия РПЦ Добрянское благочиние. Храм св.апостола Иоанна Богослова Методология и методика диссертационного исследования
Методология и методика диссертационного исследования Звонкие парные согласные на конце и в середине слова
Звонкие парные согласные на конце и в середине слова Правила поведения в школе для первоклассников
Правила поведения в школе для первоклассников Работа в графическом редакторе PAINT. Закрепление полученных ранее знаний
Работа в графическом редакторе PAINT. Закрепление полученных ранее знаний Контрейлерные перевозки: состояние и перспективы развития
Контрейлерные перевозки: состояние и перспективы развития Техника безопасности на занятиях гимнастикой. Основные группы мышц и способы их развития
Техника безопасности на занятиях гимнастикой. Основные группы мышц и способы их развития Дизартрия дегеніміз
Дизартрия дегеніміз картотека загадок по лексической теме Домашние птицы
картотека загадок по лексической теме Домашние птицы Христианские праздники и традиции их празднования на Руси
Христианские праздники и традиции их празднования на Руси Гиперреализм. Фотореализм
Гиперреализм. Фотореализм Дидактические игры для формирования слоговой структуры слова.
Дидактические игры для формирования слоговой структуры слова. Пасха
Пасха Аллергия. Аллергены
Аллергия. Аллергены Проект строительства эксплуатационной скважины глубиной 3000 м на Мамонтовском нефтяном месторождении
Проект строительства эксплуатационной скважины глубиной 3000 м на Мамонтовском нефтяном месторождении Буквосочетания чк, чн, чт
Буквосочетания чк, чн, чт Порядок формирований спепендиального фонда на выплаты стипендий за счет средств федерального бюджета
Порядок формирований спепендиального фонда на выплаты стипендий за счет средств федерального бюджета Степени повреждения и категории технического состояния промышленных и производственных зданий и их характерные признаки
Степени повреждения и категории технического состояния промышленных и производственных зданий и их характерные признаки Презентация Английский для детей
Презентация Английский для детей ООП (+ постановка задачи)
ООП (+ постановка задачи)