- Работа с дефектами в системе MES PSI Metals

Содержание
- 2. На ООО «ВИЗ-Сталь» принято трехзначное кодовое обозначение. Код дефекта состоит из трех цифр. Первая цифра указывает
- 3. Актуальная таблица кодовых обозначений дефектов поверхности на анизотропной стали находится в сети предприятия по адресу: W:\Справочные
- 4. В соответствии со стандартом СТП СМК 05757665-8.5-005-2016 «Оценка качества и аттестация проката электротехнической анизотропной стали» ЭАС
- 5. Соответствие металла определенной категории качества поверхности устанавливают визуально методом сравнения с эталонными образцами в соответствии Классификатором
- 6. Коды дефектов, которые используются в системе PSI, условно можно разделить на три группы: 1 – дефекты
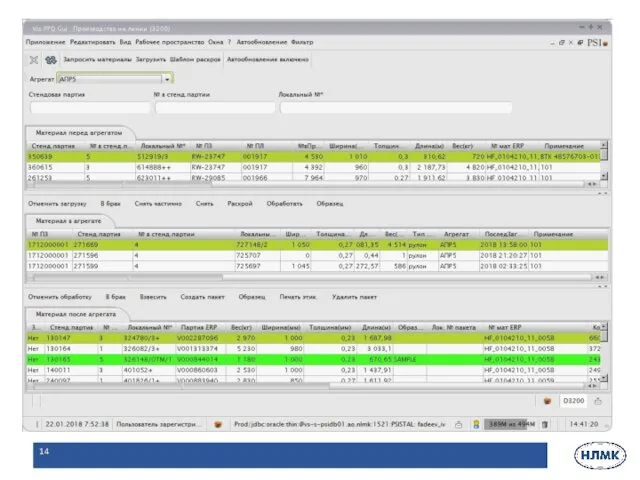
- 7. Представление системой PSI координат дефектов в разных статусах обработки рулона на агрегатах: - в статусе «Материал
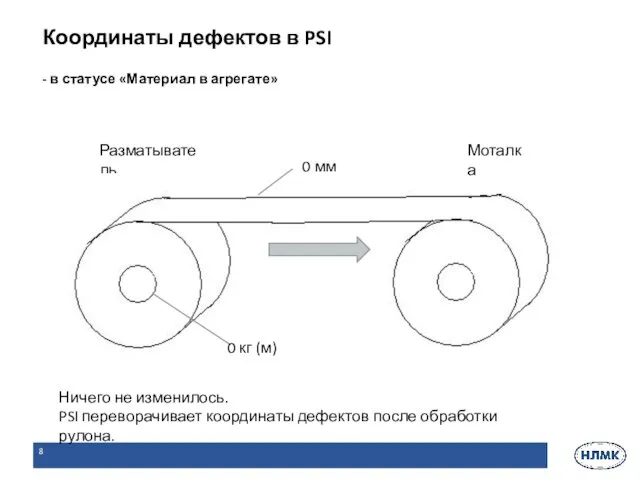
- 8. - в статусе «Материал в агрегате» Координаты дефектов в PSI Разматыватель 0 мм 0 кг (м)
- 9. - в статусе «Материал после агрегата» Координаты дефектов в PSI Моталка 0 мм 0 кг (м)
- 10. Таким образом, PSI подготовил рулон к обработке на следующем агрегате. Это положение на моталке то же
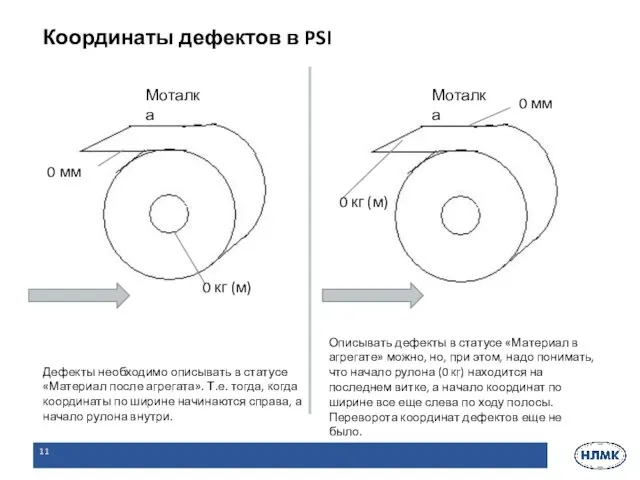
- 11. Координаты дефектов в PSI Моталка 0 мм 0 кг (м) Дефекты необходимо описывать в статусе «Материал
- 12. Выраженность дефектов в PSI делится на пять степеней: 1 (несущественный); 2 (легкий); 3 (средний); 4 (геометрия);
- 13. Раздел 2. Правила ввода дефектов в программу PSI
- 15. Регистрация нового дефекта
- 16. Новый дефект
- 17. Зарегистрировать брак
- 19. Скачать презентацию
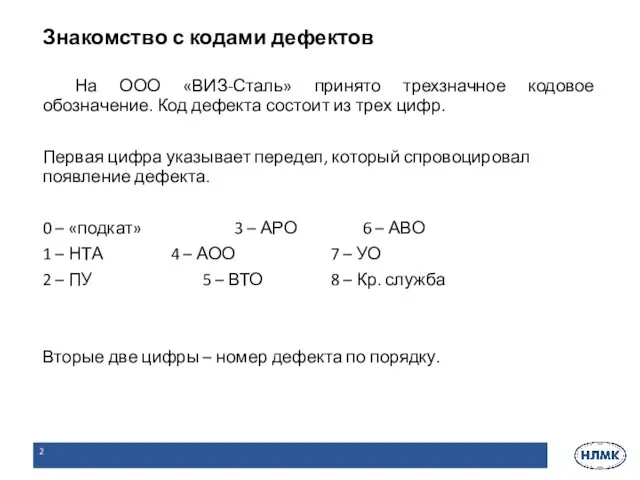
На ООО «ВИЗ-Сталь» принято трехзначное кодовое обозначение. Код дефекта состоит из
На ООО «ВИЗ-Сталь» принято трехзначное кодовое обозначение. Код дефекта состоит из
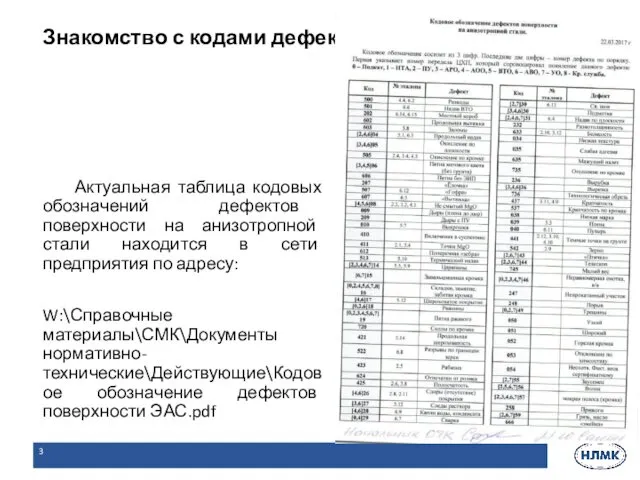
Актуальная таблица кодовых обозначений дефектов поверхности на анизотропной стали находится в
Актуальная таблица кодовых обозначений дефектов поверхности на анизотропной стали находится в
В соответствии со стандартом СТП СМК 05757665-8.5-005-2016 «Оценка качества и аттестация
В соответствии со стандартом СТП СМК 05757665-8.5-005-2016 «Оценка качества и аттестация
Соответствие металла определенной категории качества поверхности устанавливают визуально методом сравнения с
Соответствие металла определенной категории качества поверхности устанавливают визуально методом сравнения с
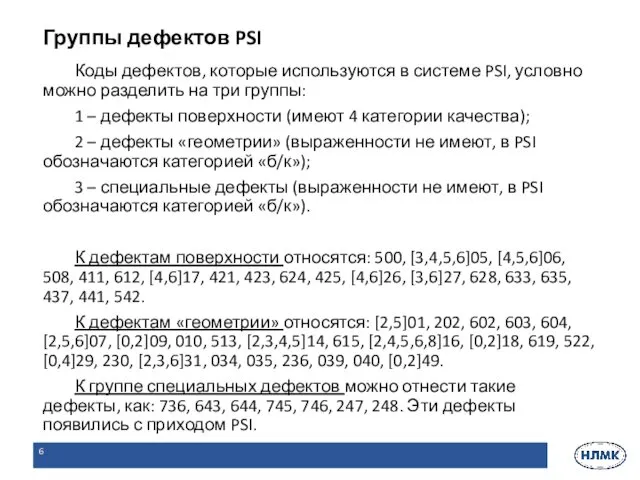
Коды дефектов, которые используются в системе PSI, условно можно разделить на
Коды дефектов, которые используются в системе PSI, условно можно разделить на
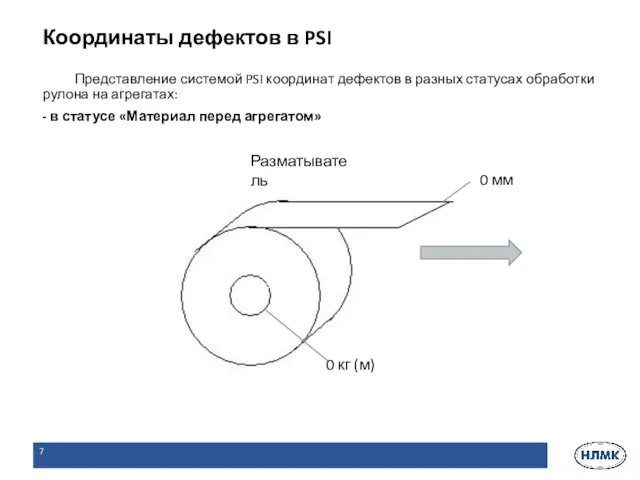
Представление системой PSI координат дефектов в разных статусах обработки рулона на
Представление системой PSI координат дефектов в разных статусах обработки рулона на
- в статусе «Материал в агрегате»
Координаты дефектов в PSI
Разматыватель
0 мм
0 кг
- в статусе «Материал в агрегате»
Координаты дефектов в PSI
Разматыватель
0 мм
0 кг
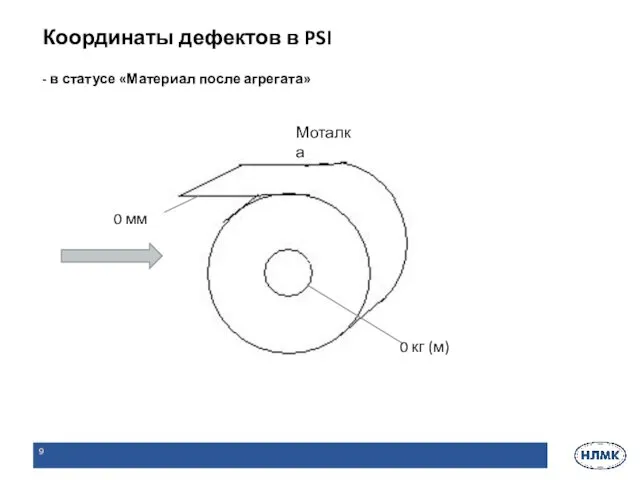
- в статусе «Материал после агрегата»
Координаты дефектов в PSI
Моталка
0 мм
0 кг
- в статусе «Материал после агрегата»
Координаты дефектов в PSI
Моталка
0 мм
0 кг
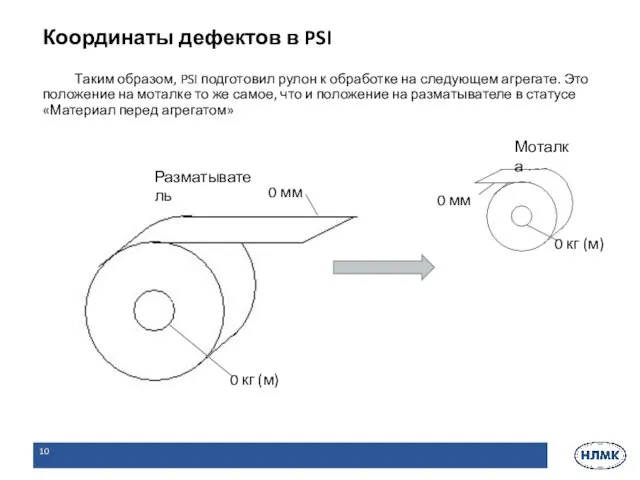
Таким образом, PSI подготовил рулон к обработке на следующем агрегате. Это
Таким образом, PSI подготовил рулон к обработке на следующем агрегате. Это
Координаты дефектов в PSI
Моталка
0 мм
0 кг (м)
Дефекты необходимо описывать в статусе
Координаты дефектов в PSI
Моталка
0 мм
0 кг (м)
Дефекты необходимо описывать в статусе
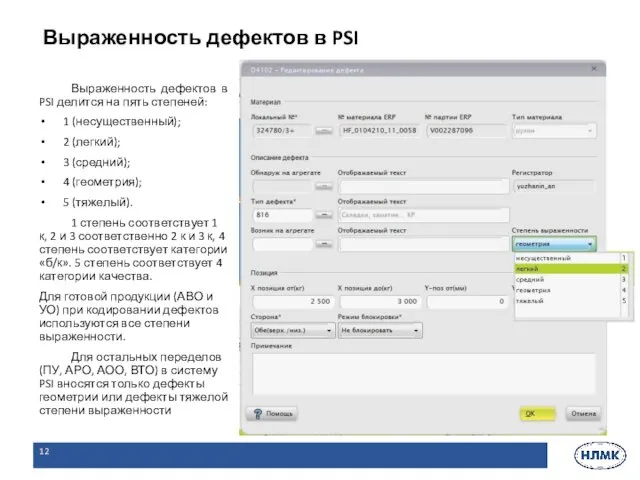
Выраженность дефектов в PSI делится на пять степеней:
1 (несущественный);
2 (легкий);
3 (средний);
4
Выраженность дефектов в PSI делится на пять степеней:
1 (несущественный);
2 (легкий);
3 (средний);
4
Раздел 2.
Правила ввода дефектов в программу PSI
Раздел 2.
Правила ввода дефектов в программу PSI
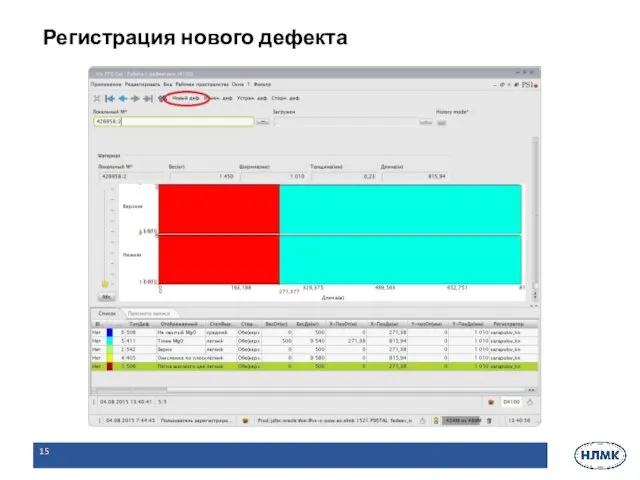
Регистрация нового дефекта
Регистрация нового дефекта
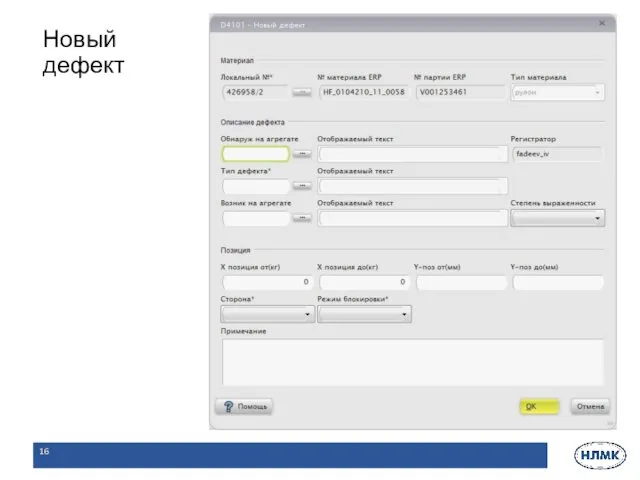
Новый дефект
Новый дефект
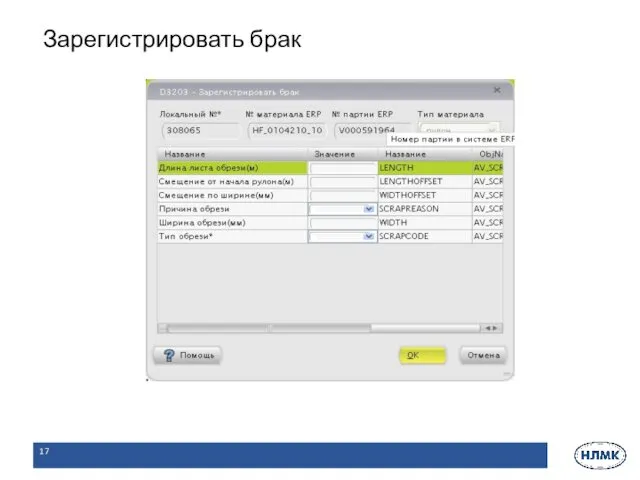
Зарегистрировать брак
Зарегистрировать брак
 Читательская конференция по книге Ю.Коваля Недопёсок. Вопросы для обсуждения. Викторина
Читательская конференция по книге Ю.Коваля Недопёсок. Вопросы для обсуждения. Викторина Я и моя семья
Я и моя семья Урок географии Характеристика Канады
Урок географии Характеристика Канады На пути к жизненному успеху
На пути к жизненному успеху Роль овощей в питании человека. Приготовление блюд из сырых овощей
Роль овощей в питании человека. Приготовление блюд из сырых овощей Организация и проведение работ по эксплуатации промышленного оборудования
Организация и проведение работ по эксплуатации промышленного оборудования Мастер-класс Магнит на холодильник
Мастер-класс Магнит на холодильник Сканери штрихових кодів
Сканери штрихових кодів Органы чувств. Строение и гистофизиология органов слуха, вкуса и равновесия
Органы чувств. Строение и гистофизиология органов слуха, вкуса и равновесия О неопределенности измерений для начинающих
О неопределенности измерений для начинающих Австралийский союз. Природа, население, хозяйство
Австралийский союз. Природа, население, хозяйство Работа на швейной машине. Терминология машинных работ
Работа на швейной машине. Терминология машинных работ Актуальность формирования речевой культуры. Проблемы формирования культуры речи обучающихся
Актуальность формирования речевой культуры. Проблемы формирования культуры речи обучающихся Meeting regarding instrumentation construction activities
Meeting regarding instrumentation construction activities Основи програмування. (Заняття 1)
Основи програмування. (Заняття 1) Административные взыскания как мера административной ответственности. Классификация административных взысканий
Административные взыскания как мера административной ответственности. Классификация административных взысканий Презентация Логопедический кабинет
Презентация Логопедический кабинет Introduction to Software Architecture and Design
Introduction to Software Architecture and Design Zaburzenia rytmu (Arytmia)
Zaburzenia rytmu (Arytmia) сценарий родительского собрания
сценарий родительского собрания Репка Русская народная сказка.
Репка Русская народная сказка. Брестская церковная уния
Брестская церковная уния Энергия физического вакуума
Энергия физического вакуума ПРОФИЛАКТИКА НАРКОМАНИИ В ПОДРОСТКОВОЙ СРЕДЕ
ПРОФИЛАКТИКА НАРКОМАНИИ В ПОДРОСТКОВОЙ СРЕДЕ Комплексы гимнастики и массажа для детей первого года жизни
Комплексы гимнастики и массажа для детей первого года жизни Приборы и устройства безопасности кранов
Приборы и устройства безопасности кранов Организация детского технопарка Кванториум Югры
Организация детского технопарка Кванториум Югры Гравитационное взаимодействие. Закон всемирного тяготения. Сила тяжести
Гравитационное взаимодействие. Закон всемирного тяготения. Сила тяжести