- Растворы пленкообразующих систем

Содержание
- 2. Сложные полиэфиры (олигоэфиры) Модифицированные насыщенные полиэфиры (алкиды) Полиамиды и полиимиды Фенолформальдегидные олигомеры Карбамидо – и меламиноформальдегидные
- 3. ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ Получение покрытий состоит из трех стадий: - подготовка поверхности перед окрашиванием; -
- 4. Оборудование для подготовки поверхности перед окрашиванием. Различают четыре вида подготовки поверхности металлов перед окрашиванием: Термический (пламенем
- 5. Для черных и цветных металлов устанавливают две степени зажиренности (загрязненности) поверхности:
- 6. Подготовка поверхности под покраску состоит из следующих основных операций: устранение дефектов поверхности; удаление масляных и жировых
- 7. Металлические щетки применяют преимущественно для удаления ржавчины и различных механических загрязнений с поверхности металла. Иглофрезы, в
- 9. Аппараты струйной абразивной обработки Принцип действия аппаратов струйной обработки основан на сообщении кинетической энергии частицам абразивного
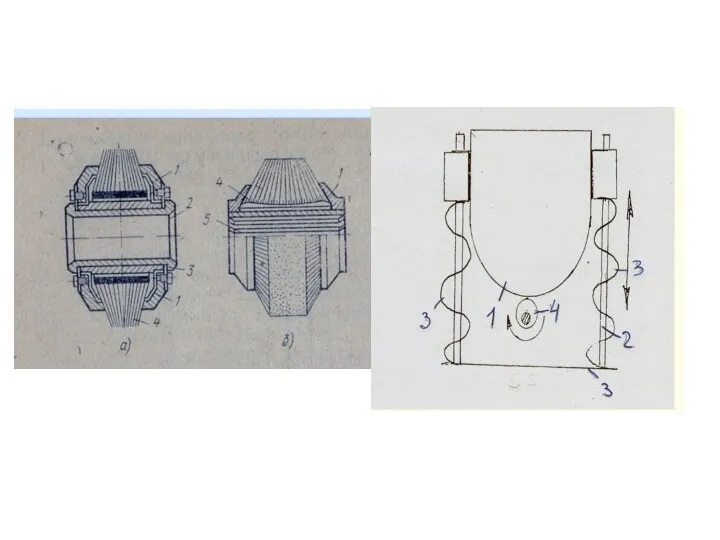
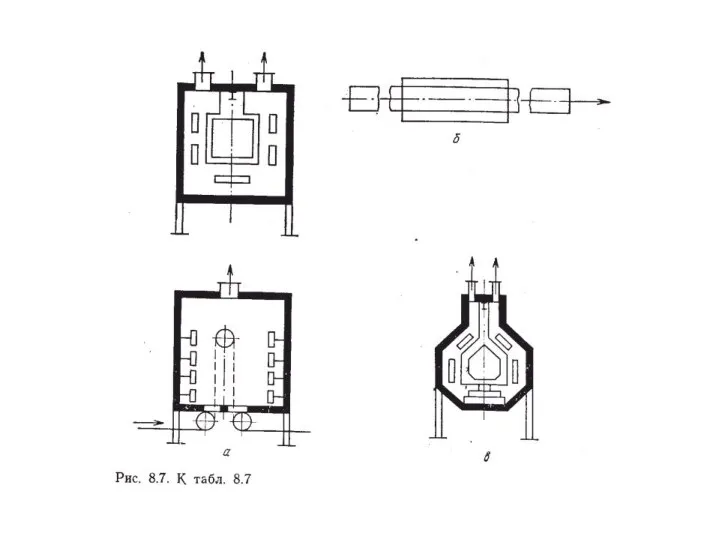
- 11. Дробеструйные аппараты нагнетательного (а) всасывающего (в) и гравитационного (в)
- 12. Схемы гидроабразивных установок а- с эжекцией суспензии сжатым воздухом, б – с подачей суспензии сжатым воздухом
- 13. Дробеметные аппараты применяются для очистки отливок, поковок, штампованных изделий и листового материала с толщиной стенок более
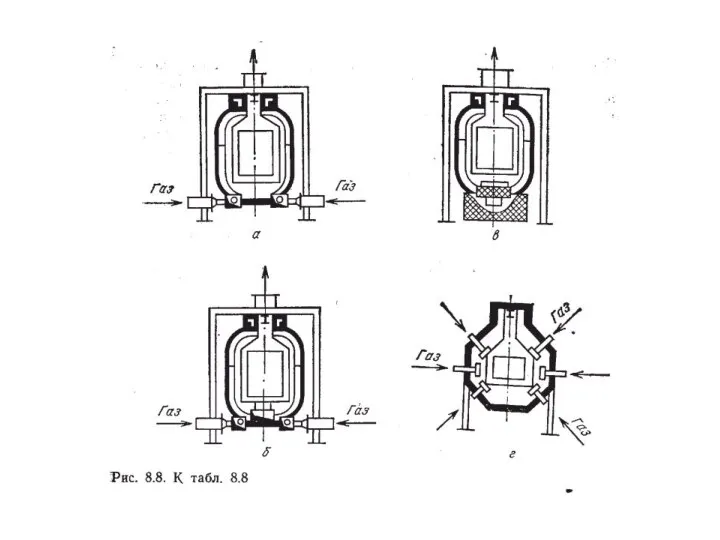
- 14. ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОЧИСТКИ Удаление жировых загрязнений, старой краски, а также окалины и ржавчины с поверхности
- 15. Стационарная ванна для химической обработки изделий
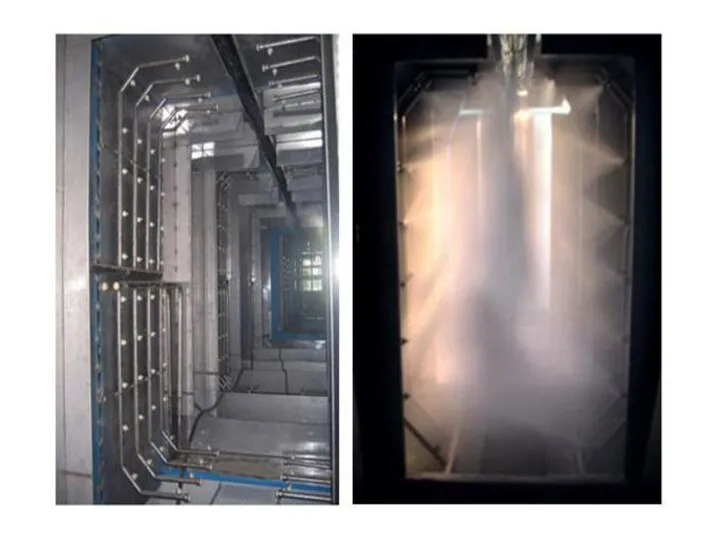
- 17. Установки струйной обработки Ускорение и улучшение качества очистки поверхности изделий достигается при их струйной обработке, при
- 19. Агрегат подготовки поверхности струйным обливом
- 20. Многопозиционный струйный агрегат для подготовки поверхности: 1 - вентилятор; 2 - контур с насадками; 3 -
- 21. Эксплуатационные характеристики покрытий при различных способах подготовки поверхности
- 22. В случае особенно сильно загрязненных изделий:
- 23. Установка фосфатирования
- 24. Метод пароструйной подготовки поверхности перед окраской Применение пароструйного метода особенно целесообразно для обработки поверхностей крупногабаритных изделий
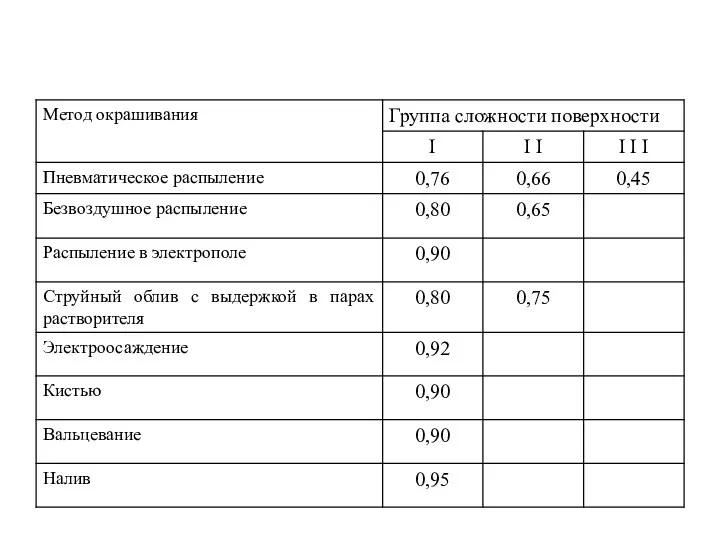
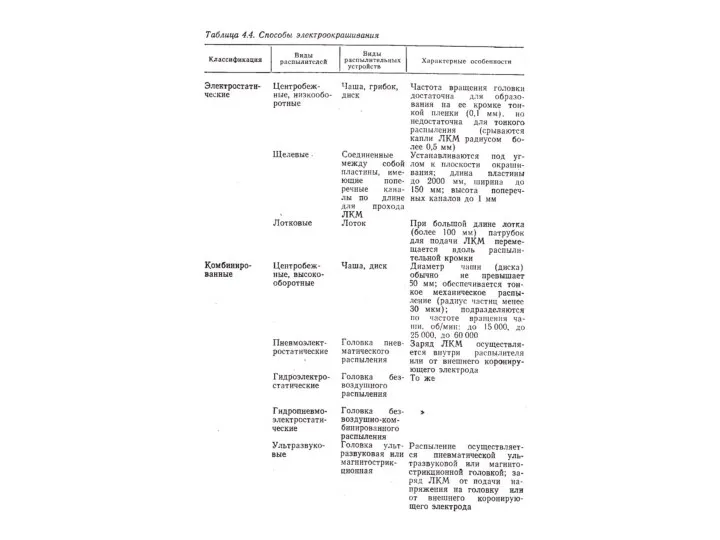
- 26. Методы и оборудование для окрашивания весьма разнообразны. Использование того или иного метода или аппарата зависит в
- 28. Использование этого способа нанесения ЛКМ позволяет специалистам оценить по достоинству следующие преимущества: возможность наносить практически все
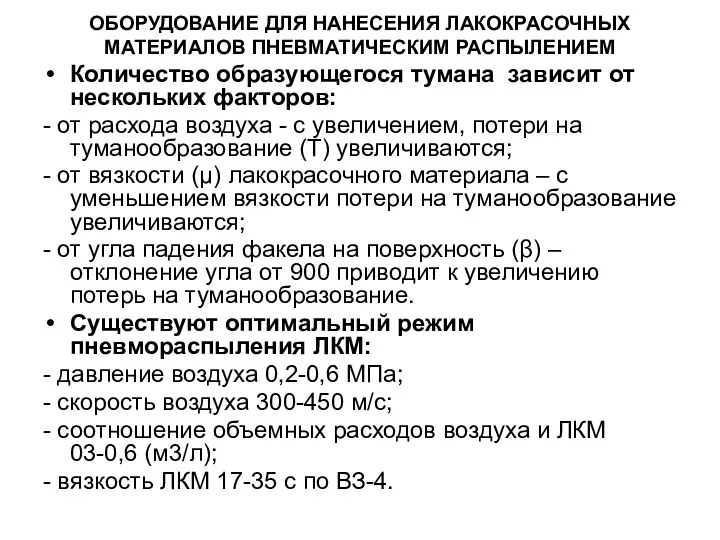
- 29. ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ ПНЕВМАТИЧЕСКИМ РАСПЫЛЕНИЕМ Количество образующегося тумана зависит от нескольких факторов: - от
- 31. Фильтрующие элементы для улавливания твердых частиц и поглощения влаги разнообразны. Например: пористые листы из спеченной бронзы;
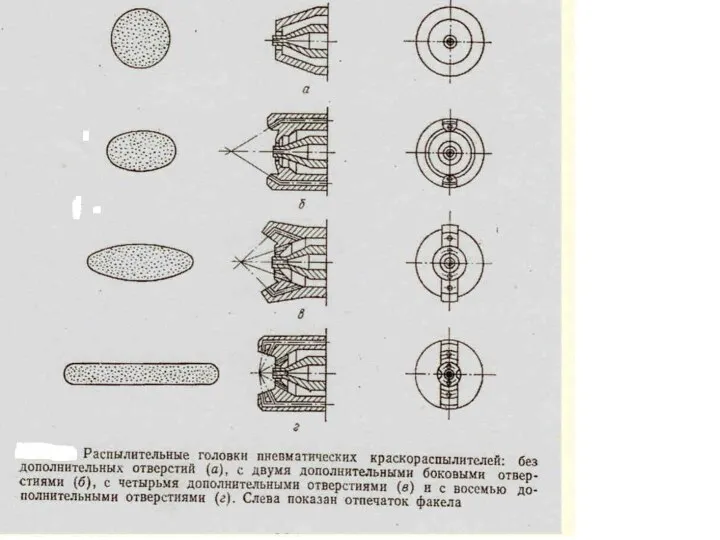
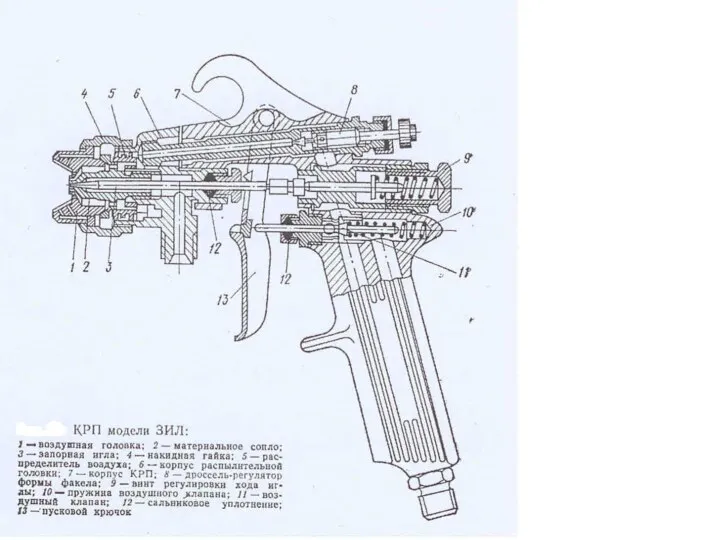
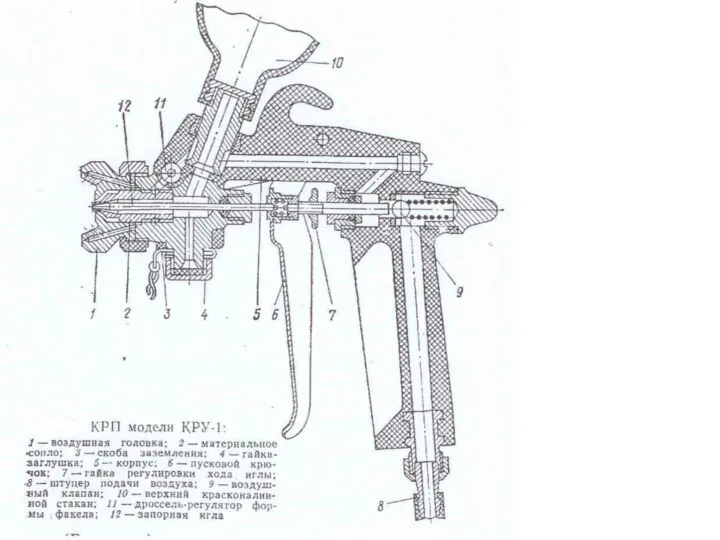
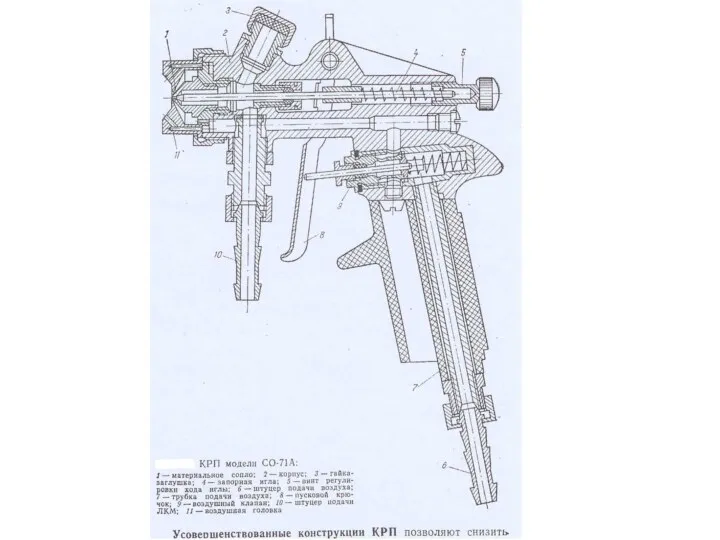
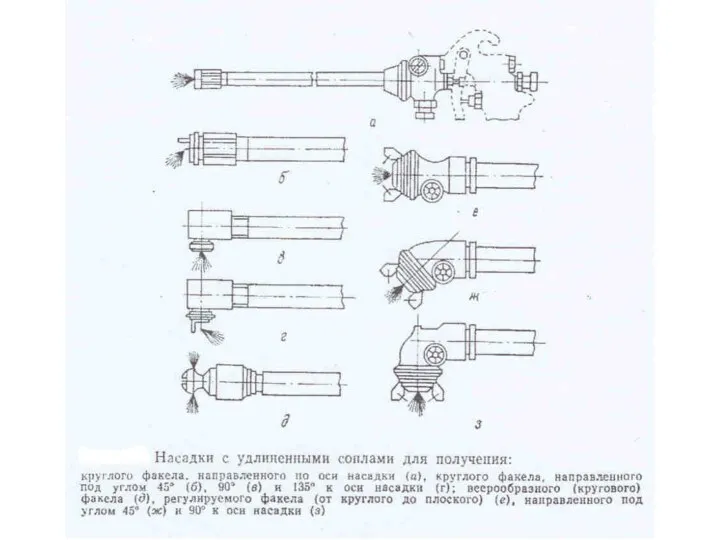
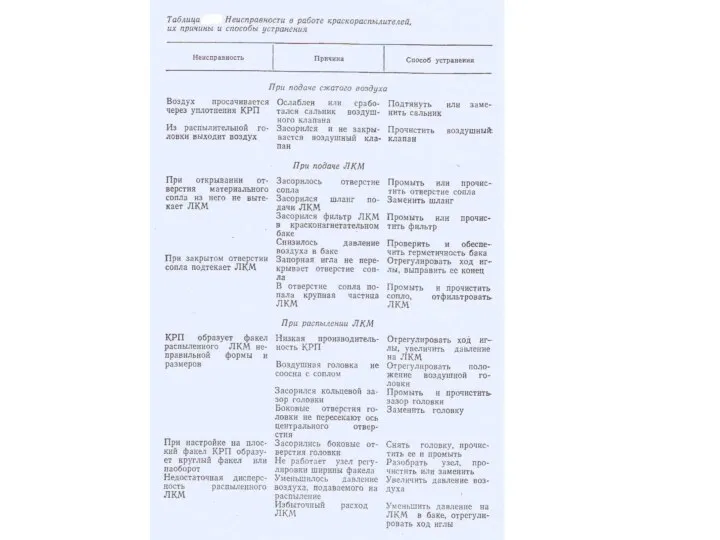
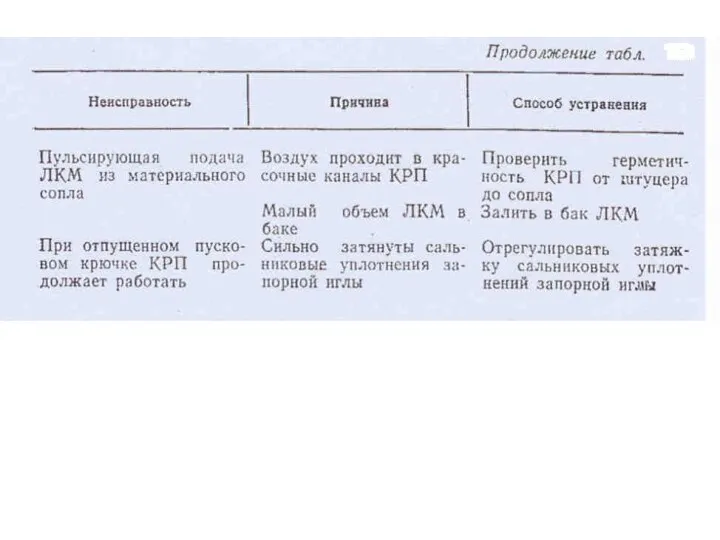
- 32. Ручные краскораспылители
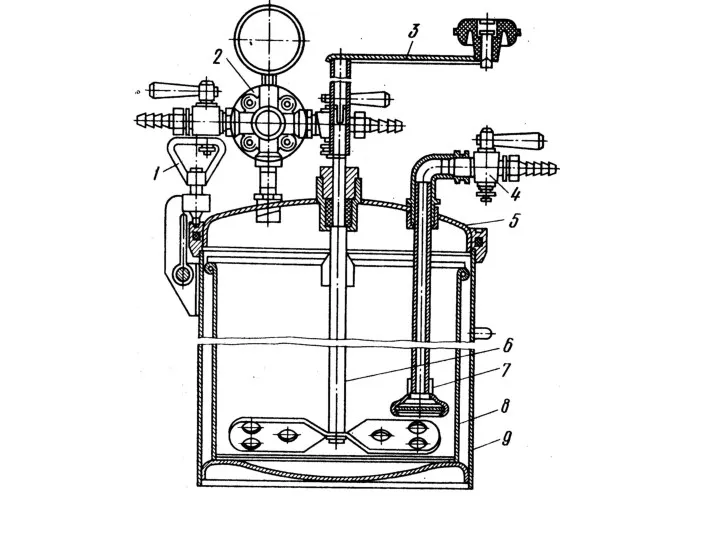
- 38. Пневматическое распыление с нагревом лакокрасочного материала имеет некоторые преимущества перед распылением без нагрева: за счет меньшего
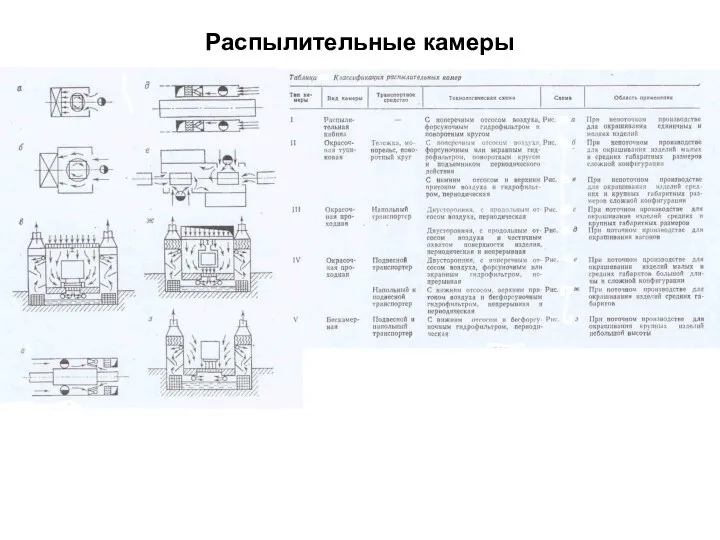
- 40. Распылительные камеры
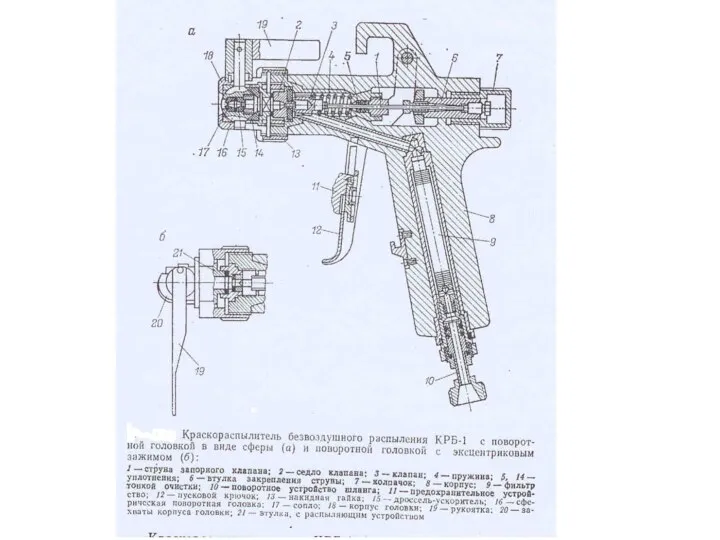
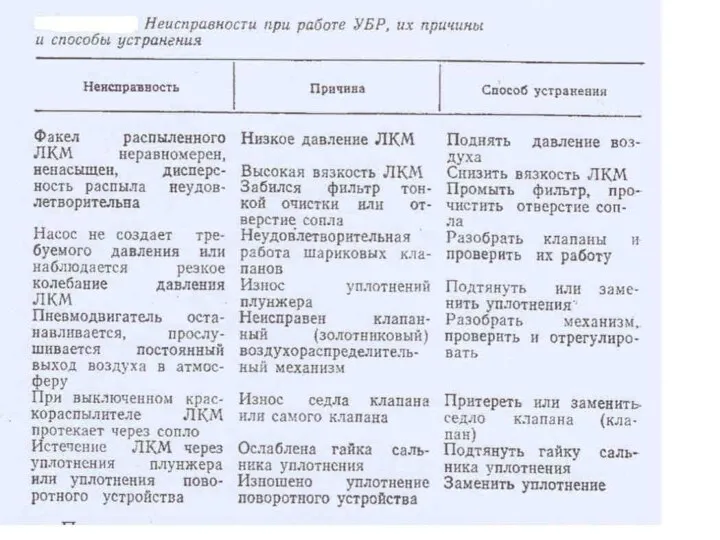
- 46. УСТАНОВКИ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ При реализации этого метода обеспечиваются следующие преимущества: лакокрасочный материал может наноситься одним слоем,
- 47. Нанесение ЛКМ безвоздушным методом имеет и недостатки: краска расходуется весьма интенсивно, поэтому метод неэффективен для окрашивания
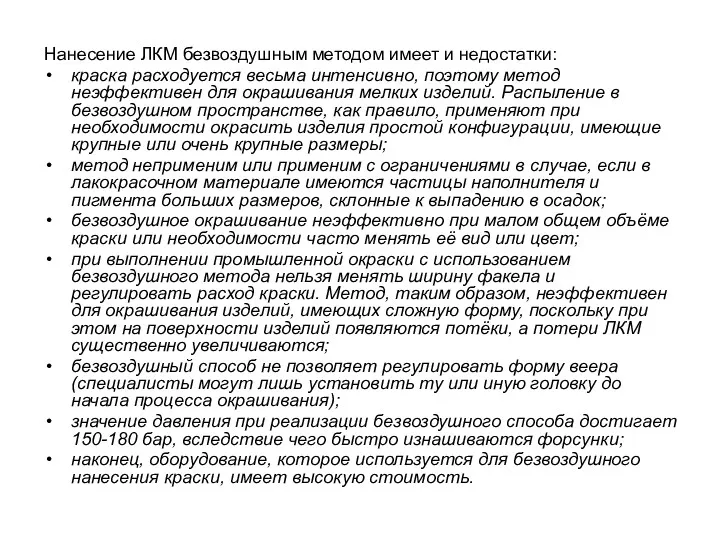
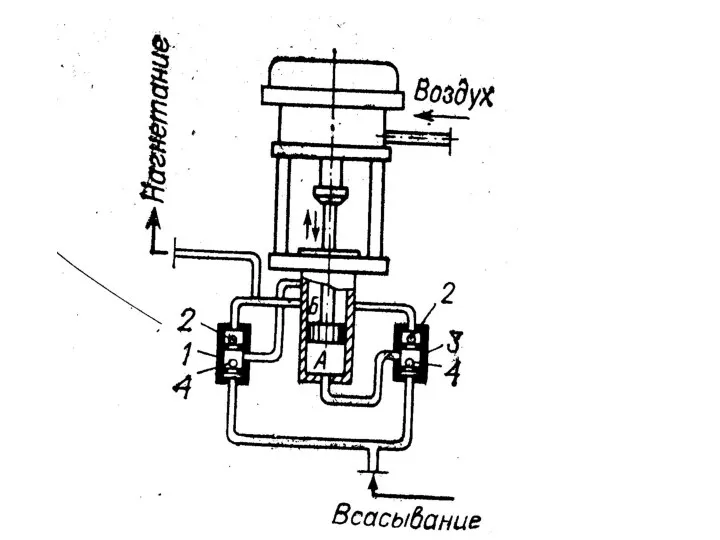
- 49. УСТАНОВКИ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
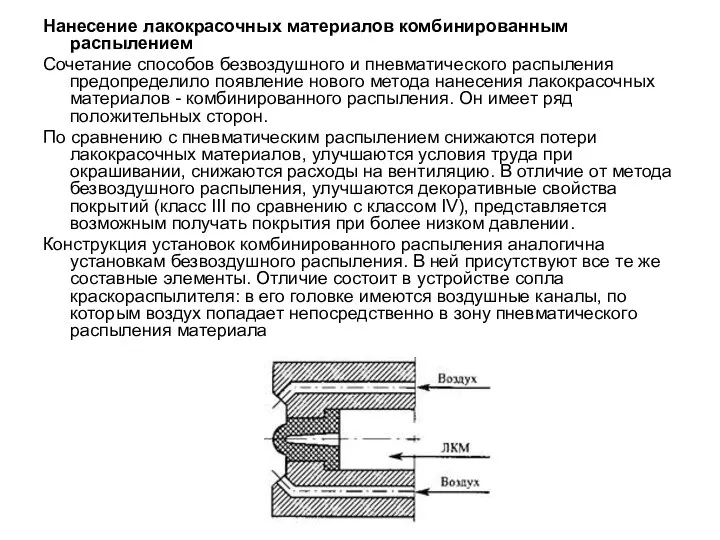
- 52. Нанесение лакокрасочных материалов комбинированным распылением Сочетание способов безвоздушного и пневматического распыления предопределило появление нового метода нанесения
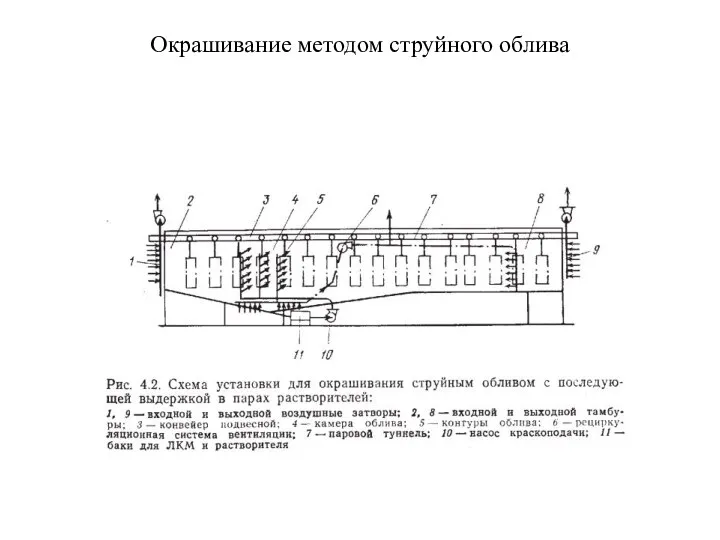
- 53. Окрашивание методом струйного облива Сущность метода заключается в том, что поверхность изделия обливают ЛКМ и для
- 54. Окрашивание методом струйного облива
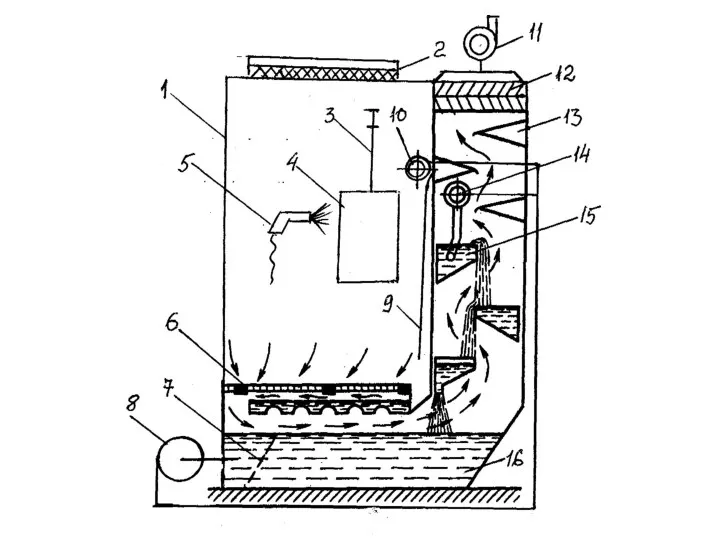
- 55. Окрашивание методом окунания При окрашивании окунанием изделие полностью погружают в ванну с ЛКМ, после подъема из
- 56. Окрашивание методом налива Метод применяют для нанесения ЛКМ на бруски, щитовые изделия из древесины, фанеры, картона,
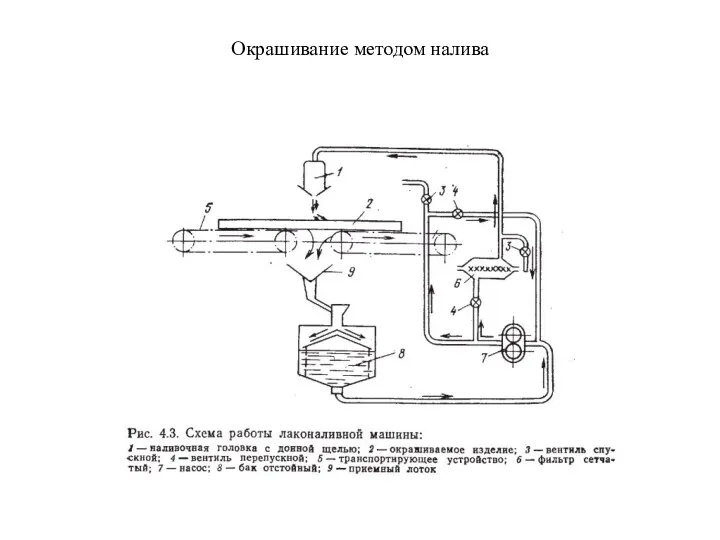
- 57. Окрашивание методом налива
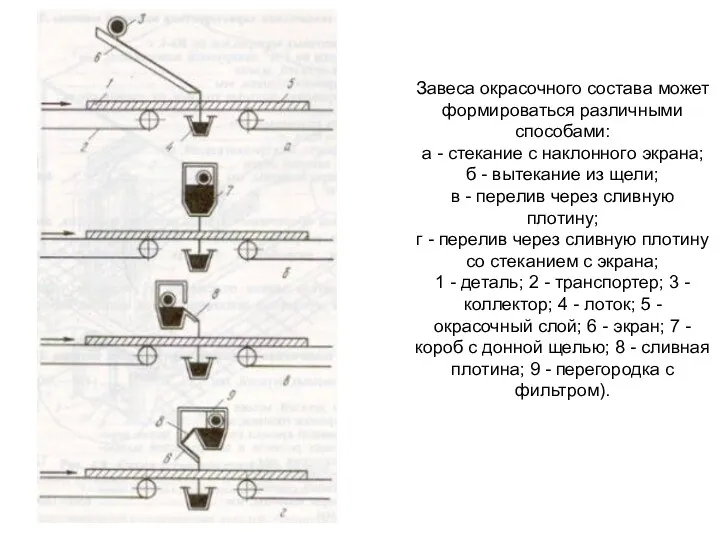
- 58. Завеса окрасочного состава может формироваться различными способами: а - стекание с наклонного экрана; б - вытекание
- 59. Валковый метод окрашивания
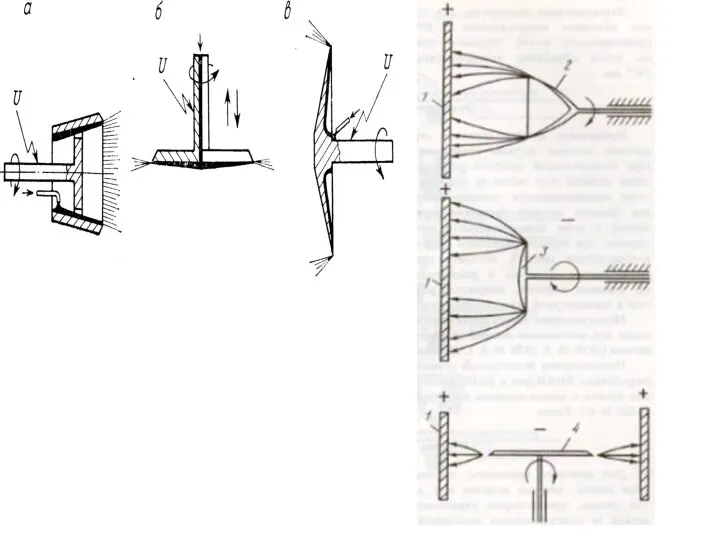
- 60. ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАККРАСОЧНЫХ МАТЕРИАЛОВ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОГО НАПРЯЖЕНИЯ
- 63. ЭЛЕКТРООКРАСОЧНЫЕ КАМЕРЫ
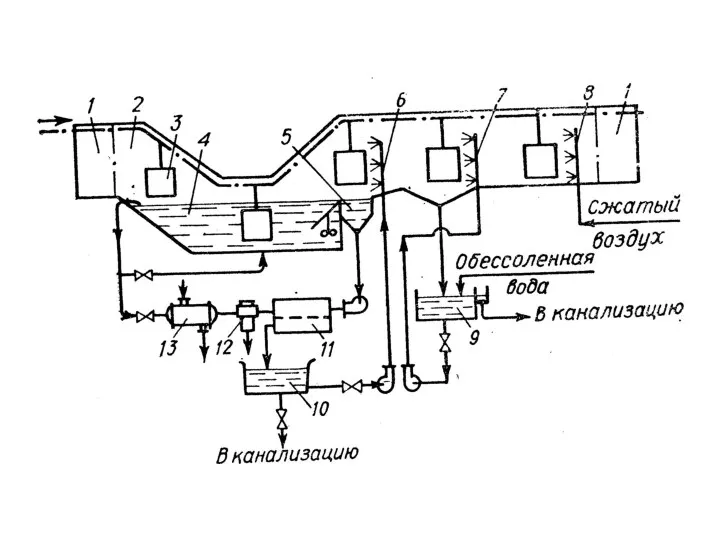
- 64. ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛКМ МЕТОДОМ ЭЛЕКТРООСАЖДЕНИЯ Достоинства метода электроосаждения: - пожаробезопасность; - высокая равномерность нанесения покрытия
- 66. ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПОРОШКОВЫХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ Различают три группы способов нанесения порошковых лакокрасочных материалов на поверхность:
- 67. Схема распылительной камеры: 1 — корпус; 2 — окрашиваемое изделие; 3 - коллектор; 4 — вентилятор;
- 68. ОБОРУДОВАНИЕ ДЛЯ ФОРСИРОВАННОЙ СУШКИ Сушильные камеры (установки) классифицируют: по способу подачи в них энергии к окрашенной
- 69. Сравнительная характеристика печей ИК и конвективного нагрева
- 70. При конвективной сушке окрашенные изделия нагреваются в результате непосредственного контакта с горячим циркулирующим воздухом или топочными
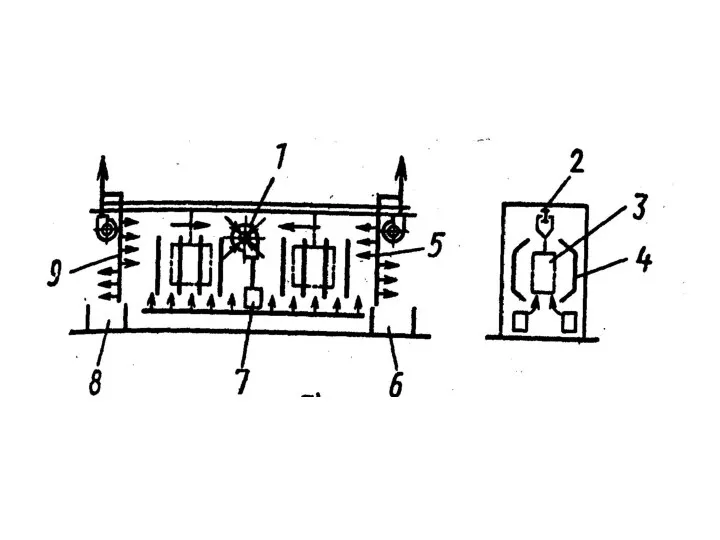
- 72. Схема конвективной сушильной установки непрерывного действия с газовым обогревом
- 73. В терморадиационных сушильных камерах окрашенные изделия нагреваются за счет передачи им теплоты лучистой энергией и поглощения
- 74. Радиационные ламповые сушильные устройства. В качестве излучателей в них используют зеркальные лампы накаливания и галогенные лампы,
- 78. Индукционный способ Основан на нагреве окрашенного изделия, помещенного в переменное электромагнитное поле, вихревыми токами. Для отверждения
- 79. Отверждение покрытий под действием УФ-излучения Принцип основан на способности УФ-лучей инициировать реакцию полимеризации ряда олигомерных материалов
- 80. Ручные конвейеры с закрытой дорожкой (а) и с двутавровой балкой (в):
- 81. Транспортировка деталей на конвейере при прямой (а) и косой (б) ориентации (вид сверху): 1 — деталь;
- 82. Конвейер с непрерывным движением цепи по закрытой дорожке: 1 - формованная секция закрытой дорожки; 2 -
- 83. Приводной конвейер с непрерывным движением цепи по двутавровой балке: 1 - дорожка двутавровой балки; 2 -
- 84. Свободно-приводной конвейер с закрытой дорожкой: 1 - крепление скобы толкателя к цепи; 2 - конвейерная цепь,
- 85. Ленточный конвейер: 1 - проволочная сетка или пластмассовая лента; 2 - боковые рамы; 3 - свободно
- 87. Скачать презентацию
Сложные полиэфиры (олигоэфиры)
Модифицированные насыщенные полиэфиры (алкиды)
Полиамиды и полиимиды
Фенолформальдегидные олигомеры
Карбамидо – и
Сложные полиэфиры (олигоэфиры)
Модифицированные насыщенные полиэфиры (алкиды)
Полиамиды и полиимиды
Фенолформальдегидные олигомеры
Карбамидо – и
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ
Получение покрытий состоит из трех стадий:
- подготовка
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ
Получение покрытий состоит из трех стадий:
- подготовка
Оборудование для подготовки поверхности перед окрашиванием.
Различают четыре вида подготовки поверхности
Оборудование для подготовки поверхности перед окрашиванием.
Различают четыре вида подготовки поверхности
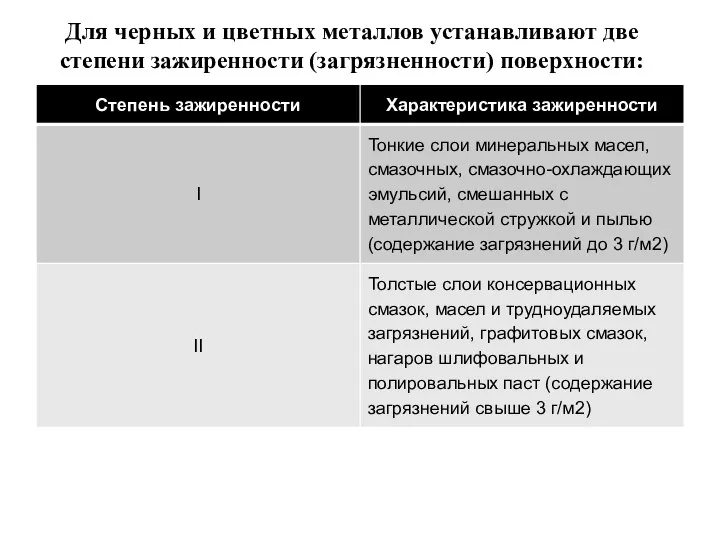
Для черных и цветных металлов устанавливают две степени зажиренности (загрязненности) поверхности:
Для черных и цветных металлов устанавливают две степени зажиренности (загрязненности) поверхности:
Подготовка поверхности под покраску состоит из следующих основных операций:
устранение дефектов поверхности;
удаление
Подготовка поверхности под покраску состоит из следующих основных операций:
устранение дефектов поверхности;
удаление
Металлические щетки применяют преимущественно для удаления ржавчины и различных механических загрязнений
Металлические щетки применяют преимущественно для удаления ржавчины и различных механических загрязнений
Аппараты струйной абразивной обработки
Принцип действия аппаратов струйной обработки основан на сообщении
Аппараты струйной абразивной обработки
Принцип действия аппаратов струйной обработки основан на сообщении

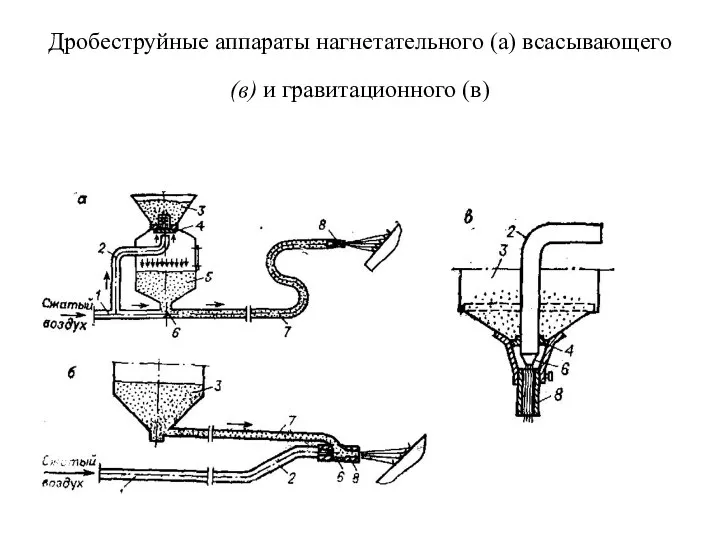
Дробеструйные аппараты нагнетательного (а) всасывающего (в) и гравитационного (в)
Дробеструйные аппараты нагнетательного (а) всасывающего (в) и гравитационного (в)
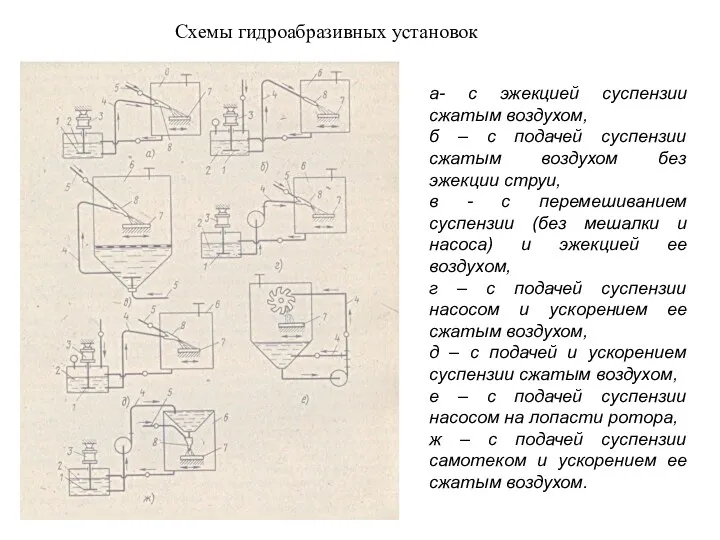
Схемы гидроабразивных установок
а- с эжекцией суспензии сжатым воздухом,
б –
Схемы гидроабразивных установок
а- с эжекцией суспензии сжатым воздухом,
б –
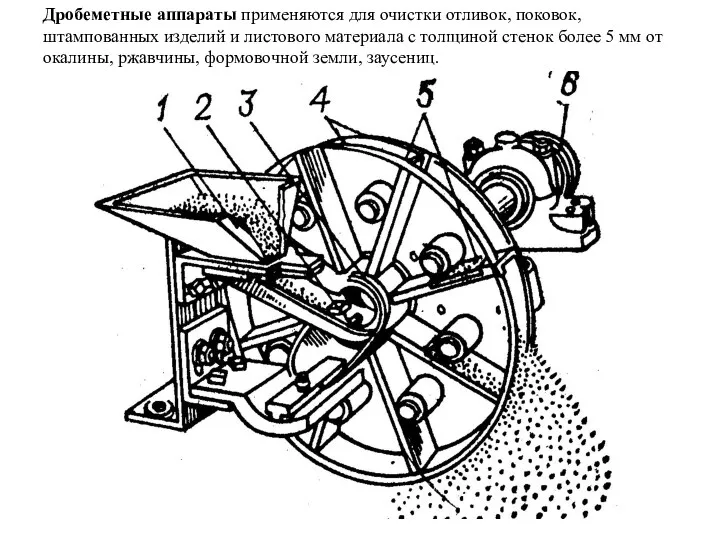
Дробеметные аппараты применяются для очистки отливок, поковок, штампованных изделий и листового
Дробеметные аппараты применяются для очистки отливок, поковок, штампованных изделий и листового
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОЧИСТКИ
Удаление жировых загрязнений, старой краски, а также окалины
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОЧИСТКИ
Удаление жировых загрязнений, старой краски, а также окалины
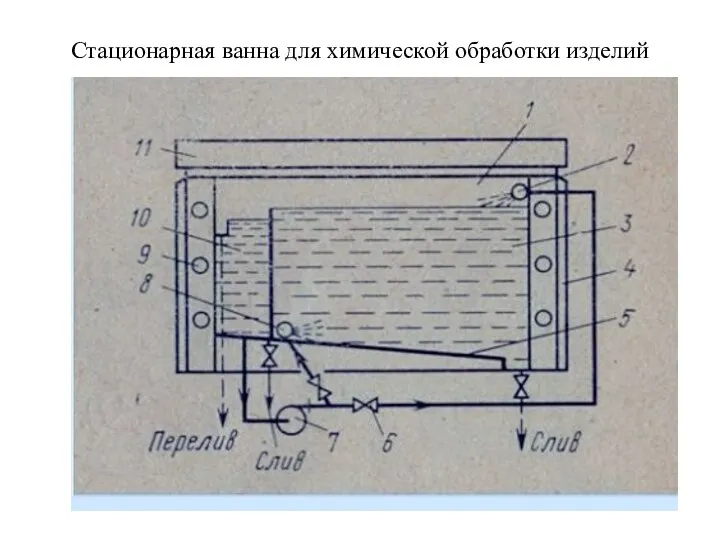
Стационарная ванна для химической обработки изделий
Стационарная ванна для химической обработки изделий

Установки струйной обработки
Ускорение и улучшение качества очистки поверхности изделий достигается при
Установки струйной обработки
Ускорение и улучшение качества очистки поверхности изделий достигается при
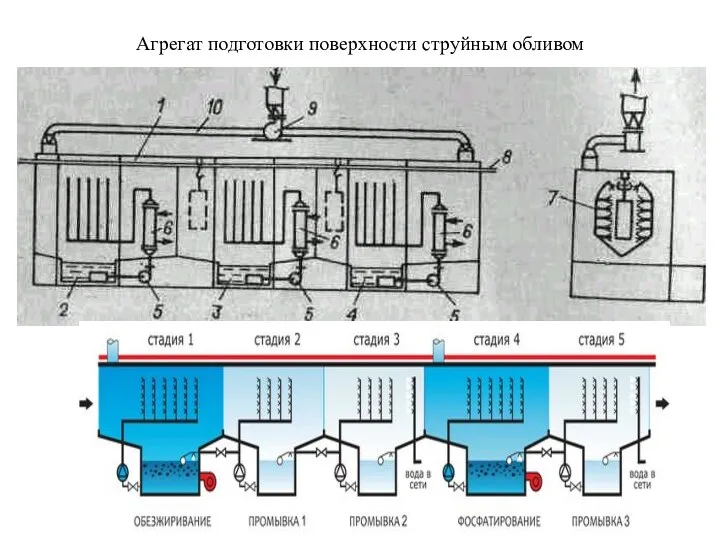
Агрегат подготовки поверхности струйным обливом
Агрегат подготовки поверхности струйным обливом
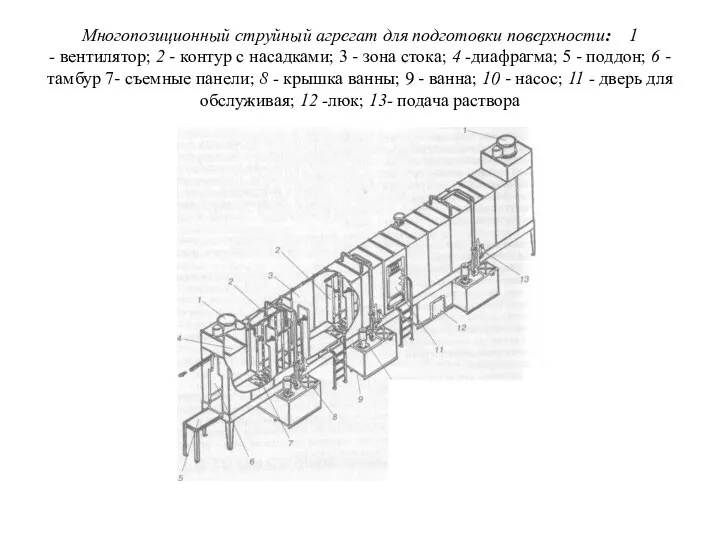
Многопозиционный струйный агрегат для подготовки поверхности: 1 - вентилятор; 2 - контур с насадками; 3
Многопозиционный струйный агрегат для подготовки поверхности: 1 - вентилятор; 2 - контур с насадками; 3

Эксплуатационные характеристики покрытий при различных способах подготовки поверхности
Эксплуатационные характеристики покрытий при различных способах подготовки поверхности
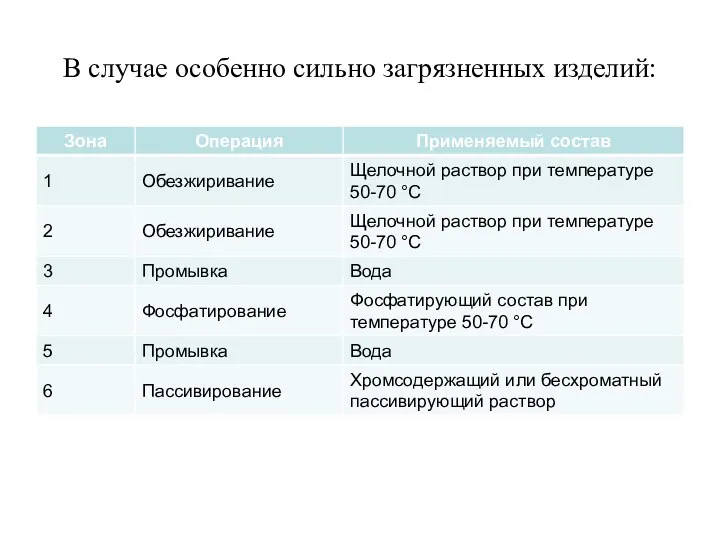
В случае особенно сильно загрязненных изделий:
В случае особенно сильно загрязненных изделий:
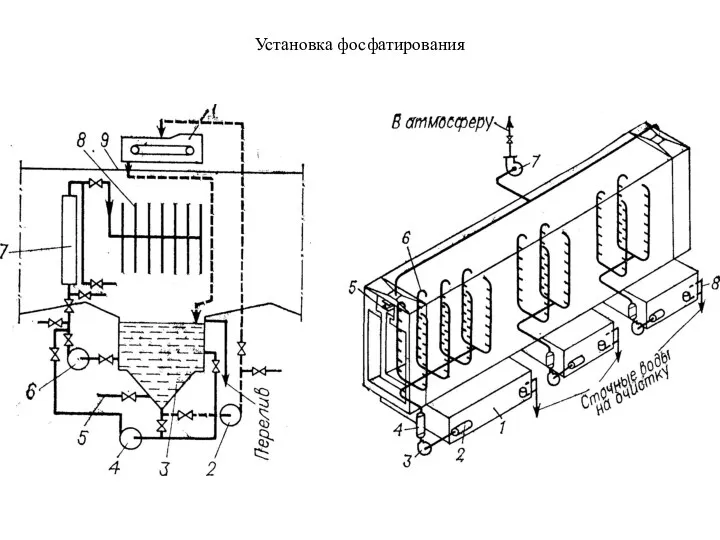
Установка фосфатирования
Установка фосфатирования
Метод пароструйной подготовки поверхности перед окраской
Применение пароструйного метода особенно целесообразно для
Метод пароструйной подготовки поверхности перед окраской
Применение пароструйного метода особенно целесообразно для
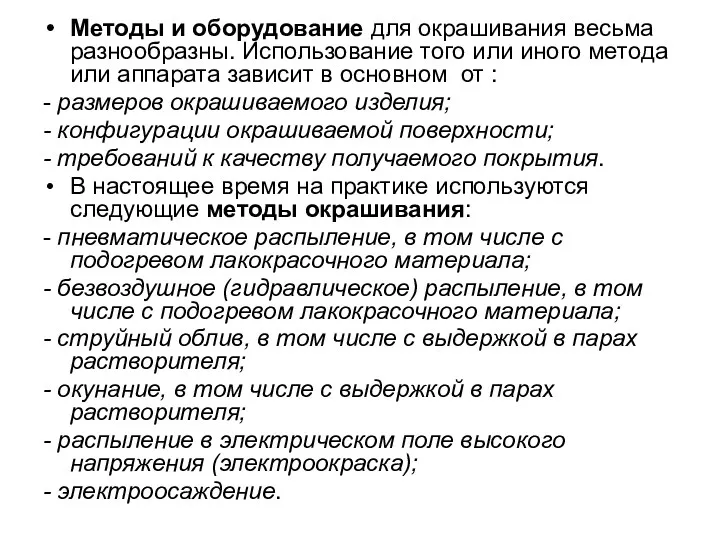
Методы и оборудование для окрашивания весьма разнообразны. Использование того или иного
Методы и оборудование для окрашивания весьма разнообразны. Использование того или иного
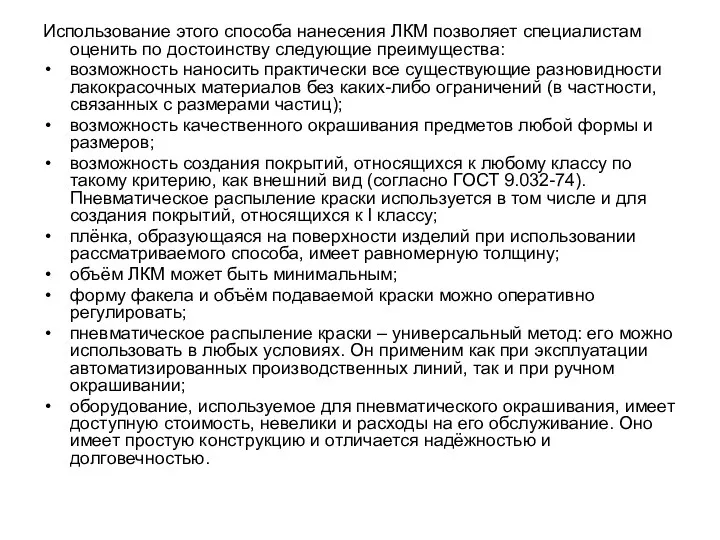
Использование этого способа нанесения ЛКМ позволяет специалистам оценить по достоинству следующие
Использование этого способа нанесения ЛКМ позволяет специалистам оценить по достоинству следующие
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ ПНЕВМАТИЧЕСКИМ РАСПЫЛЕНИЕМ
Количество образующегося тумана зависит от
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ ПНЕВМАТИЧЕСКИМ РАСПЫЛЕНИЕМ
Количество образующегося тумана зависит от
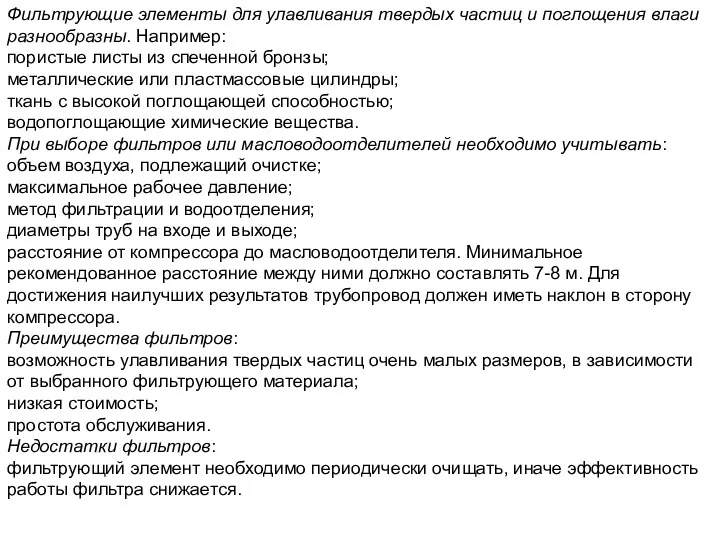
Фильтрующие элементы для улавливания твердых частиц и поглощения влаги разнообразны. Например:
пористые
Фильтрующие элементы для улавливания твердых частиц и поглощения влаги разнообразны. Например:
пористые
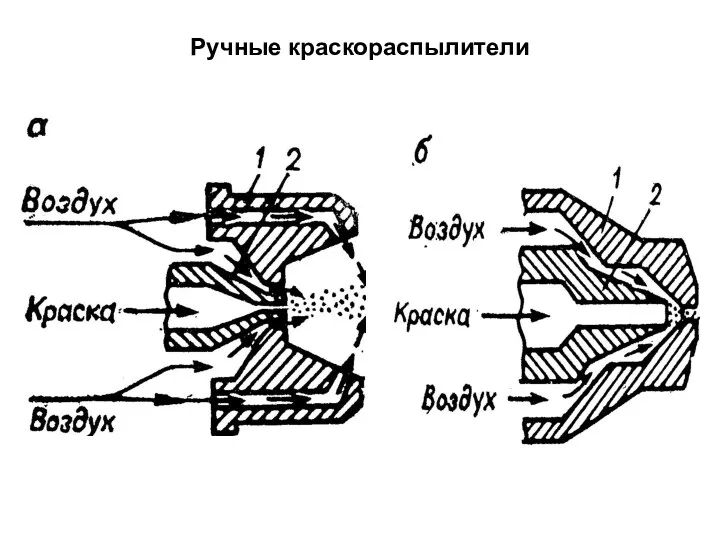
Ручные краскораспылители
Ручные краскораспылители
Пневматическое распыление с нагревом лакокрасочного материала имеет некоторые преимущества перед распылением
Пневматическое распыление с нагревом лакокрасочного материала имеет некоторые преимущества перед распылением
Распылительные камеры
Распылительные камеры

УСТАНОВКИ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
При реализации этого метода обеспечиваются следующие преимущества:
лакокрасочный материал
УСТАНОВКИ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
При реализации этого метода обеспечиваются следующие преимущества:
лакокрасочный материал
Нанесение ЛКМ безвоздушным методом имеет и недостатки:
краска расходуется весьма интенсивно, поэтому
Нанесение ЛКМ безвоздушным методом имеет и недостатки:
краска расходуется весьма интенсивно, поэтому
УСТАНОВКИ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
УСТАНОВКИ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
Нанесение лакокрасочных материалов комбинированным распылением
Сочетание способов безвоздушного и пневматического распыления предопределило
Нанесение лакокрасочных материалов комбинированным распылением
Сочетание способов безвоздушного и пневматического распыления предопределило
Окрашивание методом струйного облива
Сущность метода заключается в том, что поверхность изделия
Окрашивание методом струйного облива
Сущность метода заключается в том, что поверхность изделия
Окрашивание методом струйного облива
Окрашивание методом струйного облива
Окрашивание методом окунания
При окрашивании окунанием изделие полностью погружают в ванну с
Окрашивание методом окунания
При окрашивании окунанием изделие полностью погружают в ванну с
Окрашивание методом налива
Метод применяют для нанесения ЛКМ на бруски, щитовые изделия
Окрашивание методом налива
Метод применяют для нанесения ЛКМ на бруски, щитовые изделия
Окрашивание методом налива
Окрашивание методом налива
Завеса окрасочного состава может формироваться различными способами:
а - стекание с
Завеса окрасочного состава может формироваться различными способами: а - стекание с
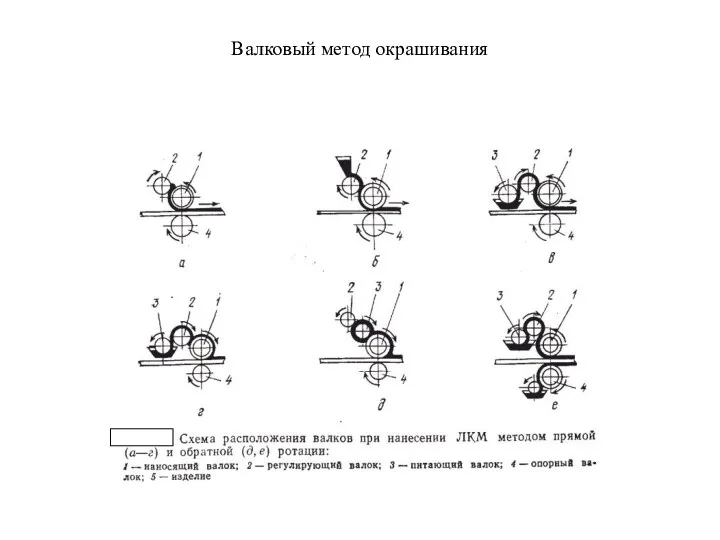
Валковый метод окрашивания
Валковый метод окрашивания
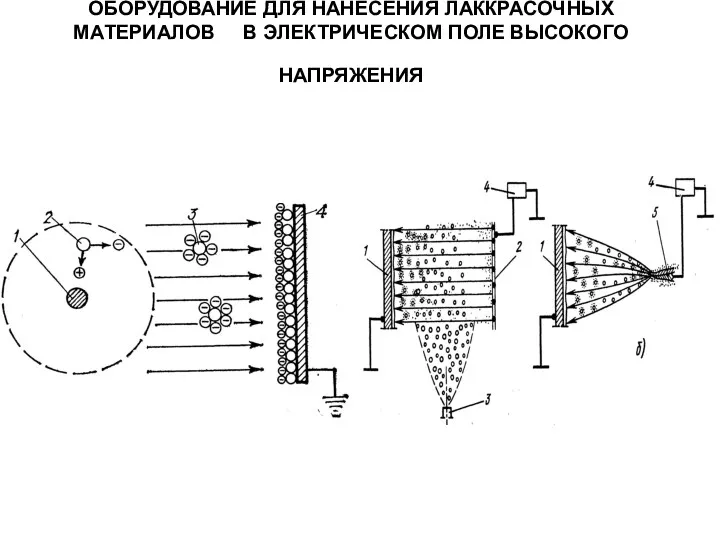
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАККРАСОЧНЫХ МАТЕРИАЛОВ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОГО НАПРЯЖЕНИЯ
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАККРАСОЧНЫХ МАТЕРИАЛОВ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОГО НАПРЯЖЕНИЯ
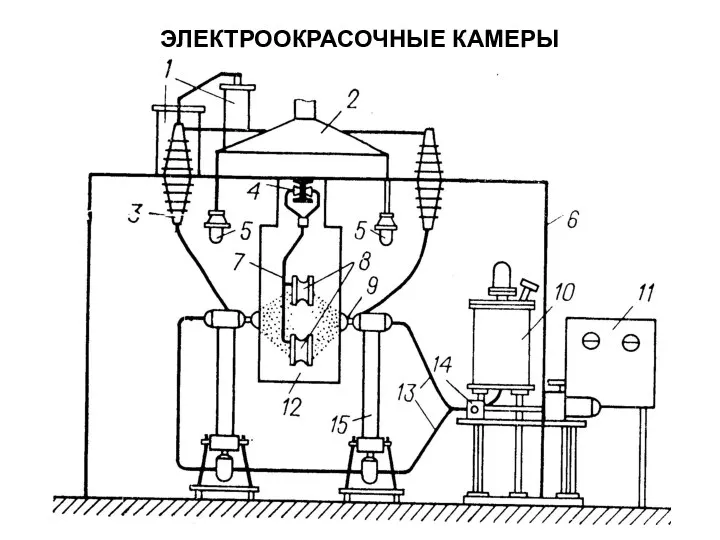
ЭЛЕКТРООКРАСОЧНЫЕ КАМЕРЫ
ЭЛЕКТРООКРАСОЧНЫЕ КАМЕРЫ
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛКМ МЕТОДОМ ЭЛЕКТРООСАЖДЕНИЯ
Достоинства метода электроосаждения:
- пожаробезопасность;
- высокая
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛКМ МЕТОДОМ ЭЛЕКТРООСАЖДЕНИЯ
Достоинства метода электроосаждения:
- пожаробезопасность;
- высокая
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПОРОШКОВЫХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Различают три группы способов нанесения
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПОРОШКОВЫХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Различают три группы способов нанесения
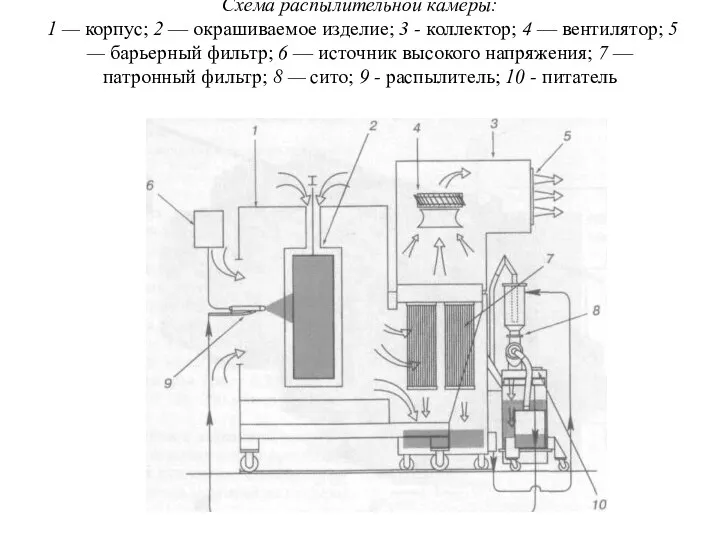
Схема распылительной камеры:
1 — корпус; 2 — окрашиваемое изделие; 3 - коллектор; 4 — вентилятор; 5 — барьерный фильтр; 6 — источник
Схема распылительной камеры: 1 — корпус; 2 — окрашиваемое изделие; 3 - коллектор; 4 — вентилятор; 5 — барьерный фильтр; 6 — источник
ОБОРУДОВАНИЕ ДЛЯ ФОРСИРОВАННОЙ СУШКИ
Сушильные камеры (установки) классифицируют:
по способу подачи в
ОБОРУДОВАНИЕ ДЛЯ ФОРСИРОВАННОЙ СУШКИ
Сушильные камеры (установки) классифицируют:
по способу подачи в

Сравнительная характеристика печей ИК и конвективного нагрева
Сравнительная характеристика печей ИК и конвективного нагрева
При конвективной сушке окрашенные изделия нагреваются в результате непосредственного контакта с
При конвективной сушке окрашенные изделия нагреваются в результате непосредственного контакта с
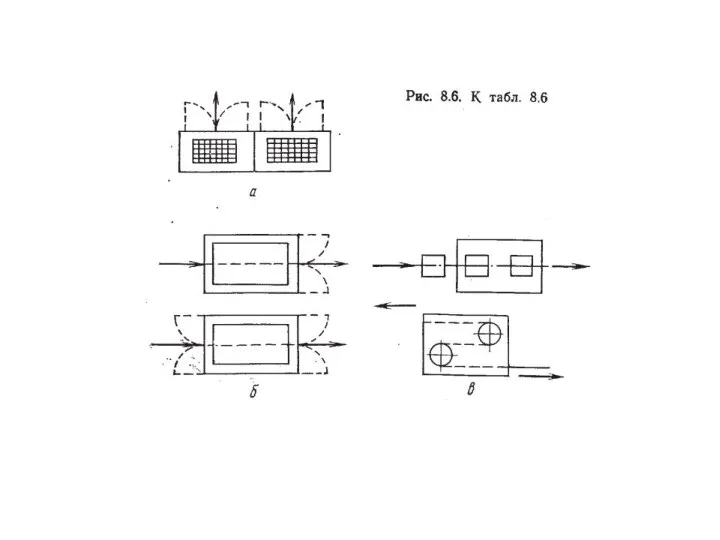
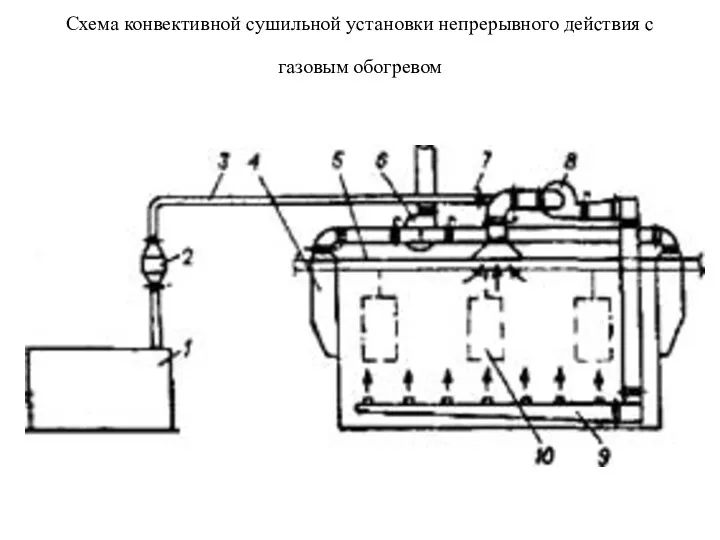
Схема конвективной сушильной установки непрерывного действия с газовым обогревом
Схема конвективной сушильной установки непрерывного действия с газовым обогревом
В терморадиационных сушильных камерах окрашенные изделия нагреваются за счет передачи им
В терморадиационных сушильных камерах окрашенные изделия нагреваются за счет передачи им
Радиационные ламповые сушильные устройства.
В качестве излучателей в них используют зеркальные
Радиационные ламповые сушильные устройства.
В качестве излучателей в них используют зеркальные
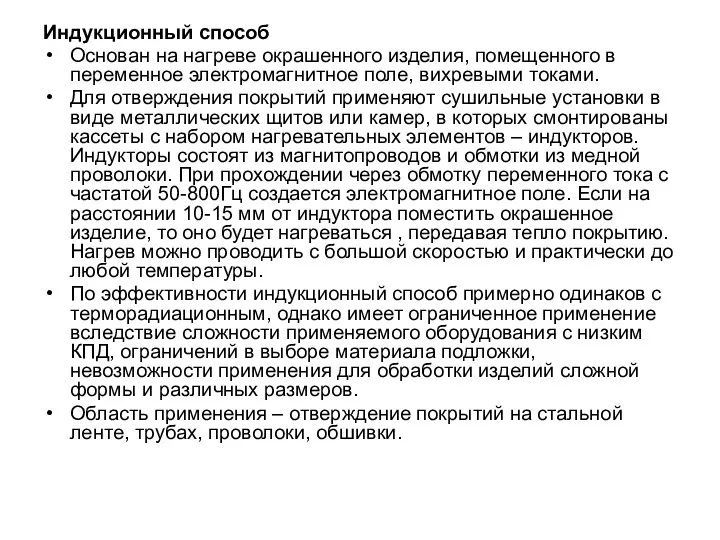
Индукционный способ
Основан на нагреве окрашенного изделия, помещенного в переменное электромагнитное поле,
Индукционный способ
Основан на нагреве окрашенного изделия, помещенного в переменное электромагнитное поле,
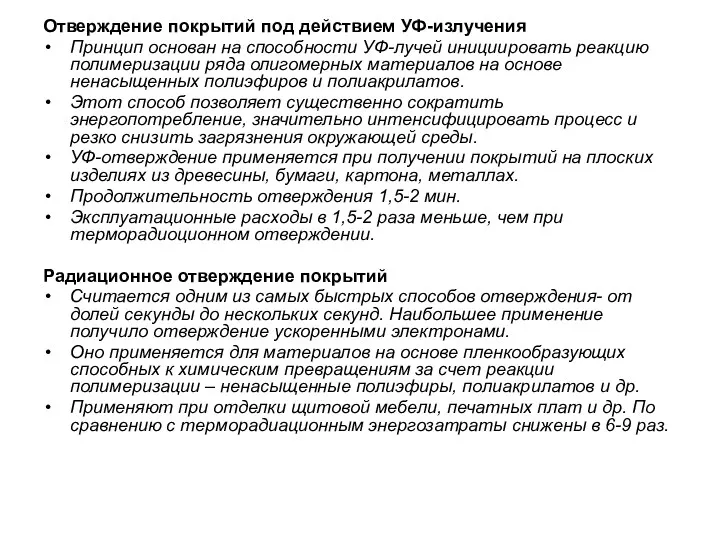
Отверждение покрытий под действием УФ-излучения
Принцип основан на способности УФ-лучей инициировать реакцию
Отверждение покрытий под действием УФ-излучения
Принцип основан на способности УФ-лучей инициировать реакцию
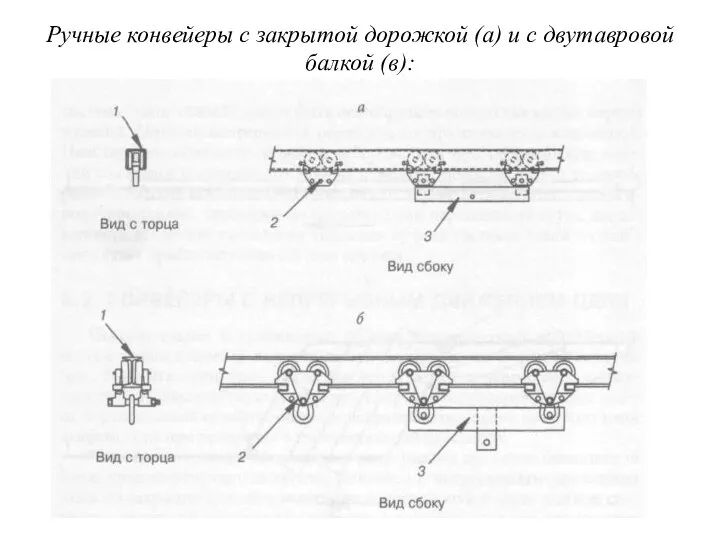
Ручные конвейеры с закрытой дорожкой (а) и с двутавровой балкой (в):
Ручные конвейеры с закрытой дорожкой (а) и с двутавровой балкой (в):
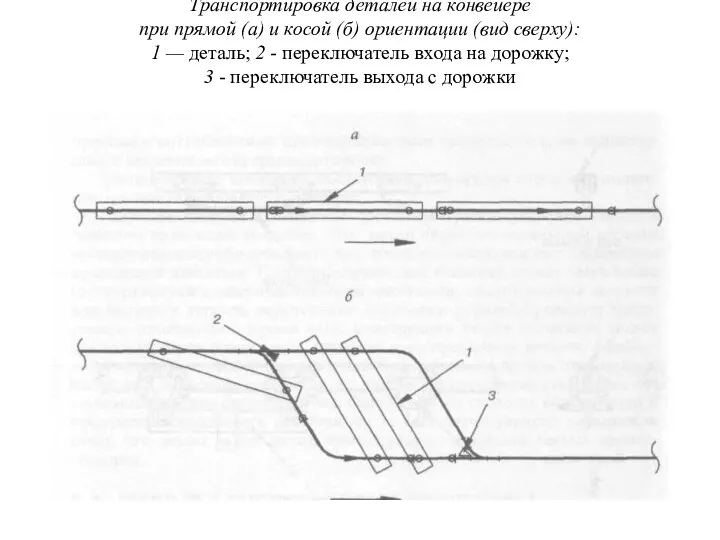
Транспортировка деталей на конвейере
при прямой (а) и косой (б) ориентации (вид
Транспортировка деталей на конвейере при прямой (а) и косой (б) ориентации (вид
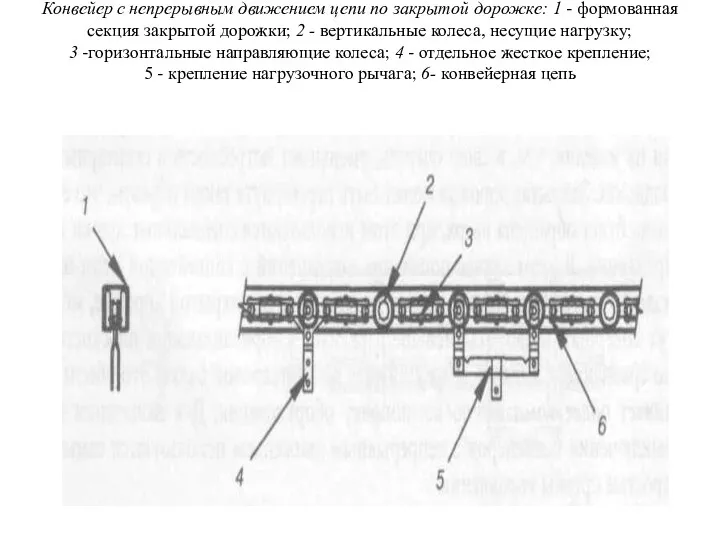
Конвейер с непрерывным движением цепи по закрытой дорожке: 1 - формованная секция
Конвейер с непрерывным движением цепи по закрытой дорожке: 1 - формованная секция
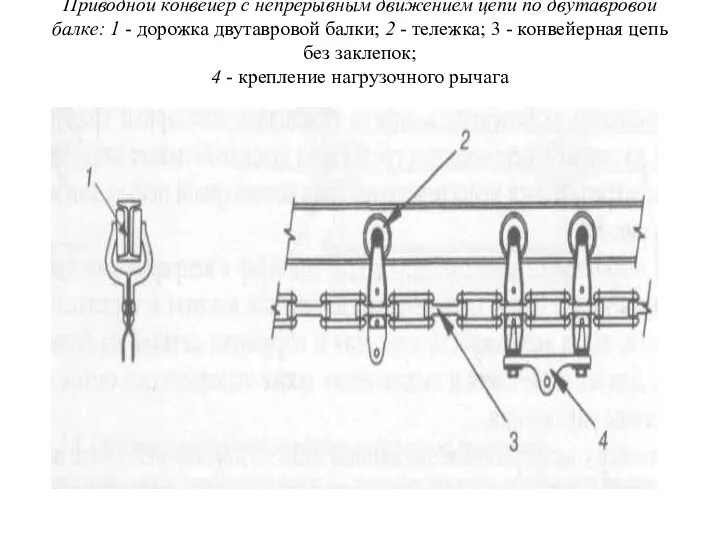
Приводной конвейер с непрерывным движением цепи по двутавровой балке: 1 - дорожка
Приводной конвейер с непрерывным движением цепи по двутавровой балке: 1 - дорожка
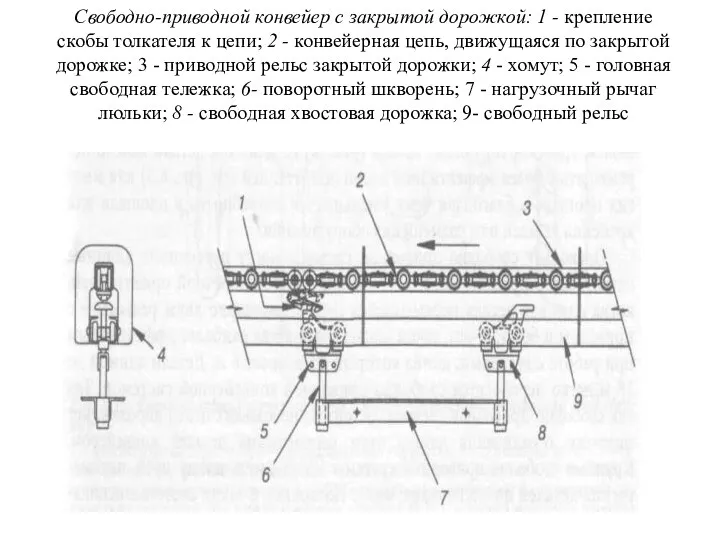
Свободно-приводной конвейер с закрытой дорожкой: 1 - крепление скобы толкателя к цепи;
Свободно-приводной конвейер с закрытой дорожкой: 1 - крепление скобы толкателя к цепи;
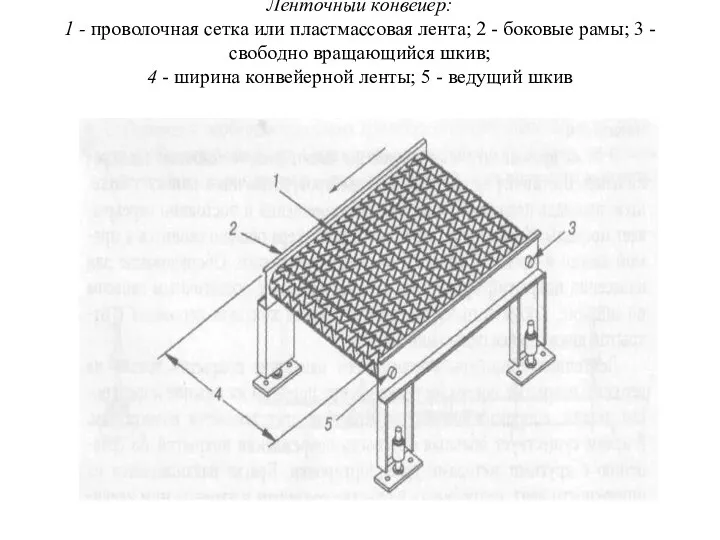
Ленточный конвейер:
1 - проволочная сетка или пластмассовая лента; 2 - боковые рамы;
Ленточный конвейер: 1 - проволочная сетка или пластмассовая лента; 2 - боковые рамы;
 Военно-спортивная игра Зарница
Военно-спортивная игра Зарница Презентация Друга - ищи, а нашёл береги
Презентация Друга - ищи, а нашёл береги Сбор нагрузок на кирпичную колонну
Сбор нагрузок на кирпичную колонну пожарная безопасность в детском саду
пожарная безопасность в детском саду 20240110_prezentatsiya_drevniy_vavilon
20240110_prezentatsiya_drevniy_vavilon Автоматизация сварочного производства
Автоматизация сварочного производства Лимфогранулематоз кишечника
Лимфогранулематоз кишечника Угрозы федеративным отношениям в современной России
Угрозы федеративным отношениям в современной России Средства разведки и разминирования минно-взрывных заграждений
Средства разведки и разминирования минно-взрывных заграждений Sony NEX-FS100U Super 35mm Sensor Camcorder
Sony NEX-FS100U Super 35mm Sensor Camcorder Конструктивные элементы зданий. Основания и фундаменты зданий
Конструктивные элементы зданий. Основания и фундаменты зданий Макет рабочей программы воспитания при разработке и обновлении образовательных программ среднего профессионального образования
Макет рабочей программы воспитания при разработке и обновлении образовательных программ среднего профессионального образования Падежные окончания имён существительных
Падежные окончания имён существительных Презентация ФГОС дошкольного образования
Презентация ФГОС дошкольного образования Применение проектного управления при реализации инвестиционных проектов в строительстве
Применение проектного управления при реализации инвестиционных проектов в строительстве Нетрадиционные методы воздействия в психологической работе
Нетрадиционные методы воздействия в психологической работе Персонал предприятия как объект управления
Персонал предприятия как объект управления лексическое развитие детей дошкольного возраста
лексическое развитие детей дошкольного возраста Презентация к занятию Путешествие на ферму Диск
Презентация к занятию Путешествие на ферму Диск живая природа
живая природа Родительское собрание. Садимся за уроки. 2 класс
Родительское собрание. Садимся за уроки. 2 класс Диагностика острой ревматической лихорадки
Диагностика острой ревматической лихорадки Family of Аntonov’s regional jet passenger and transport aircraft
Family of Аntonov’s regional jet passenger and transport aircraft портфолио социального педагога
портфолио социального педагога Нові інформаційні технології в умовах розвитку споживчого ринку України
Нові інформаційні технології в умовах розвитку споживчого ринку України Презентация. Вторая жизнь вещей. Зайка. Сувенир.
Презентация. Вторая жизнь вещей. Зайка. Сувенир. Своя игра
Своя игра Запечатлевающая фотография
Запечатлевающая фотография