- Размерный анализ. Точность технологических операций

Содержание
- 2. Точность технологических операций Припуски на обработку
- 3. Параметры, характеризуемые точность Точность размеров отдельных поверхностей Точность расстояний между поверхностями Точность формы Точность взаимного расположения
- 4. Выполнение точностных параметров детали достигается выполнением комплекса технологических операций Точность технологической операции характеризуют величиной погрешности, возникающей
- 5. Параметры, характеризующие точность, задаются на чертеже в виде допусков на размер, шероховатости и технических требований. Вопрос:
- 6. «технические требования» – это допуски расположения, заданные в виде условных знаков или текстом. Количество технических требований
- 7. Припуски и напуски Припуск – это часть материала, удаляемого с поверхности заготовки, для обеспечения выполнения заданных
- 8. Вопрос: назовите методы назначения припусков на обработку. Что лежит в основе этих методов. Методика размерного анализа
- 9. Основные понятия о размерных цепях Размерная цепь – это совокупность размеров непосредственно участвующих в решении поставленной
- 10. Условные обозначения звеньев размерной цепи а – линейные размеры, b – параллельность (стрелка направлена к базе),
- 11. Размерная цепь токарного станка В токарном станке при сборке необходимо обеспечить совпадение осей шпинделя и задней
- 12. Конструкторская – размерная цепь, определяющая положение деталей в изделии Технологическая – размерная цепь, обеспечивающая положение детали
- 13. Звенья размерных цепей Замыкающее – звено размерной цепи, являющиеся исходным при постановке задачи или получающиеся в
- 14. Технологическая размерная цепь Конструкторские размерные цепи
- 15. Сборочная размерная цепь узла редуктора
- 16. Схема диаметральной размерной цепи 1 – втулка - вал АΔ – зазор А1 – уменьшающее звено
- 17. Схема с компенсирующим звеном
- 18. Схема с общим звеном (связанная размерная цепь)
- 19. Цель размерного анализа Проверка обеспечения заданной точности детали на настроенном оборудовании Определение рационального количества технологических переходов,
- 20. Методы расчета размерных цепей Метод максимума-минимума – учитывает предельные отклонения звеньев цепи и самые неблагоприятные их
- 21. Решение размерных цепей Прямая задача – определение размеров и предельных отклонений всех составляющих звеньев по известному
- 22. При решении любых задач составляют три основных уравнения Уравнение номиналов Уравнение координат середин полей допусков Уравнение
- 23. Методы составления размерного анализа Построение от заготовки – известны размеры заготовки, необходимо проверить обеспечение точности размера
- 24. Обязательно прочитать методические пособия Pegashkin_Semikolennyh_Cepi_razmernye.pdf Pegashkin_Semikolennyh_Proektirovanie_tehnologicheskih_processov.pdf Pegashkin_Semikolennyh_RGR_Proektirovanie_tehnologicheskogo_processa_obrabotki.pdf
- 25. Звенья операционных размерных цепей Размеры Припуски, снимаемые с поверхности Глубины слоев насыщения Толщины слоев покрытий Величины
- 26. Обозначения звеньев размерных цепей Линейные размеры, радиусы цилиндрических поверхностей обозначаются буквами русского алфавита (кроме Т) с
- 27. Обозначения звеньев размерных цепей 4. Припуски с индексами 5. Величины остаточных деформаций (после термообработки) греческими строчными
- 28. Размерные схемы технологического процесса Виды размерных схем: 1. схемы линейных размеров и пространственных отклонений (непараллельность, неперпендикулярность)
- 29. Все данные для построения схемы размерных цепей берутся из операционных эскизов и наладок. Технологические размеры представляют
- 30. Припуски [Z]=А1-А2 При расчете припусков как правило известно: А1 – размер заготовки ТА1 – допуск на
- 31. Правила составления схем размерного анализа При составлении схемы размерного анализа деталь изображают без соблюдения масштаба. Допускается
- 32. Последовательность составления схемы размерного анализа. Преобразование чертежа. Выбор метода получения заготовки. Составление (определение) последовательности обработки по
- 33. Выполнение расчетов В размерной цепи должно быть только одно замыкающее звено. Общее число уравнений должно соответствовать
- 34. Особенности расчетов операционных диаметральных размеров: Расчеты производятся от радиусов. Замыкающие звенья – минимальные операционные припуски. Составляющие
- 35. Возможные корректировки При решении уравнений по методу максимума минимума поле допуска конструкторского размера должно быть равно
- 36. Точность расчетов и округление размеров Размеры определяемых звеньев рассчитываются до третьего знака после запятой. После расчетов
- 37. Схемы и результаты размерного анализа (представленные в виде таблиц) выносятся на листы формата А1. Все необходимые
- 38. Таблица №1. Линейные размерные цепи. Обеспечение конструкторских размеров
- 39. Таблица 2. межоперационные размерные цепи.
- 40. Таблица 3. технологические размеры, припуски, размеры заготовки
- 41. Таблица 4. уравнения для расчета диаметральных размеров
- 43. Скачать презентацию
Точность технологических операций
Припуски на обработку
Точность технологических операций
Припуски на обработку
Параметры, характеризуемые точность
Точность размеров отдельных поверхностей
Точность расстояний между поверхностями
Точность формы
Точность взаимного
Параметры, характеризуемые точность
Точность размеров отдельных поверхностей
Точность расстояний между поверхностями
Точность формы
Точность взаимного
Выполнение точностных параметров детали достигается выполнением комплекса технологических операций
Точность технологической операции
Выполнение точностных параметров детали достигается выполнением комплекса технологических операций
Точность технологической операции
Параметры, характеризующие точность, задаются на чертеже в виде допусков на размер,
Параметры, характеризующие точность, задаются на чертеже в виде допусков на размер,
«технические требования» – это допуски расположения, заданные в виде условных знаков
«технические требования» – это допуски расположения, заданные в виде условных знаков
Припуски и напуски
Припуск – это часть материала, удаляемого с поверхности заготовки,
Припуски и напуски
Припуск – это часть материала, удаляемого с поверхности заготовки,
Вопрос: назовите методы назначения припусков на обработку. Что лежит в основе
Вопрос: назовите методы назначения припусков на обработку. Что лежит в основе
Основные понятия о размерных цепях
Размерная цепь – это совокупность размеров непосредственно
Основные понятия о размерных цепях
Размерная цепь – это совокупность размеров непосредственно
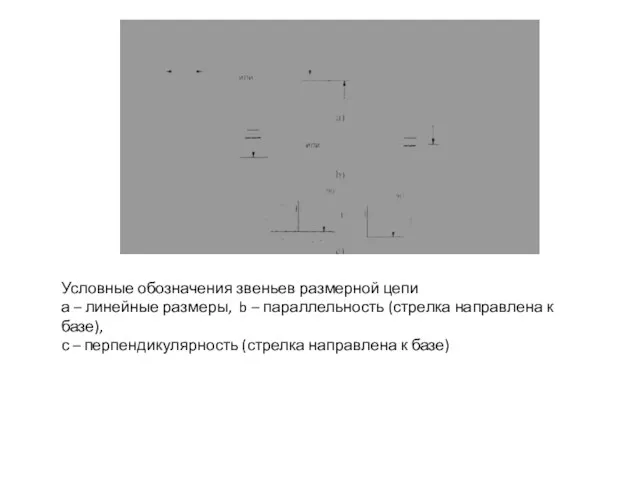
Условные обозначения звеньев размерной цепи
а – линейные размеры, b – параллельность
Условные обозначения звеньев размерной цепи
а – линейные размеры, b – параллельность
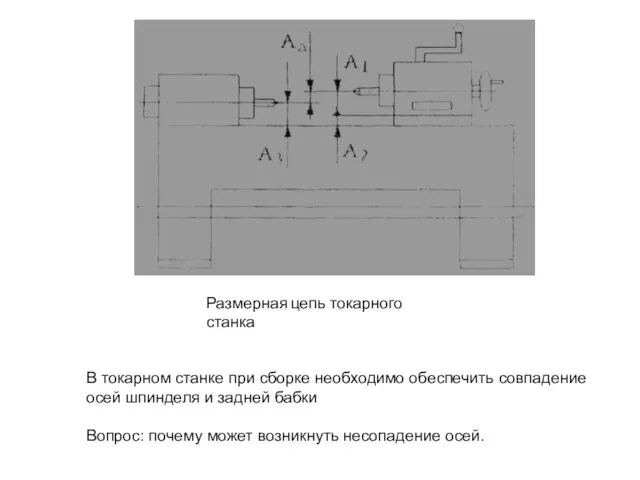
Размерная цепь токарного станка
В токарном станке при сборке необходимо обеспечить совпадение
Размерная цепь токарного станка
В токарном станке при сборке необходимо обеспечить совпадение
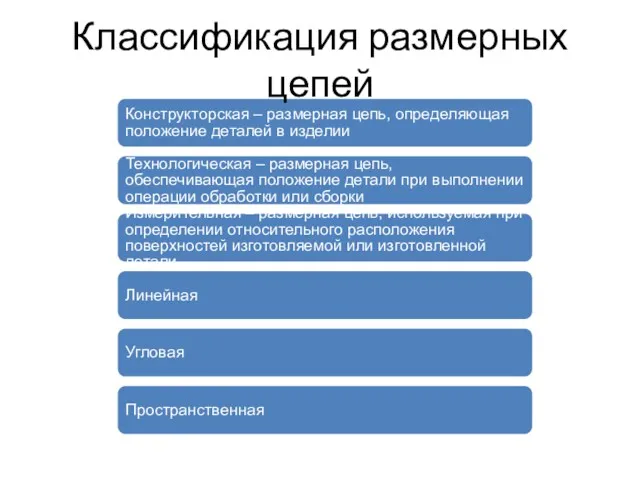
Конструкторская – размерная цепь, определяющая положение деталей в изделии
Технологическая – размерная
Конструкторская – размерная цепь, определяющая положение деталей в изделии
Технологическая – размерная
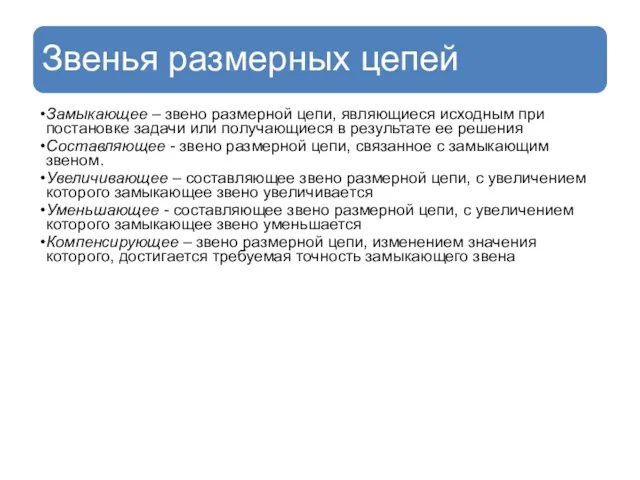
Звенья размерных цепей
Замыкающее – звено размерной цепи, являющиеся исходным при постановке
Звенья размерных цепей
Замыкающее – звено размерной цепи, являющиеся исходным при постановке
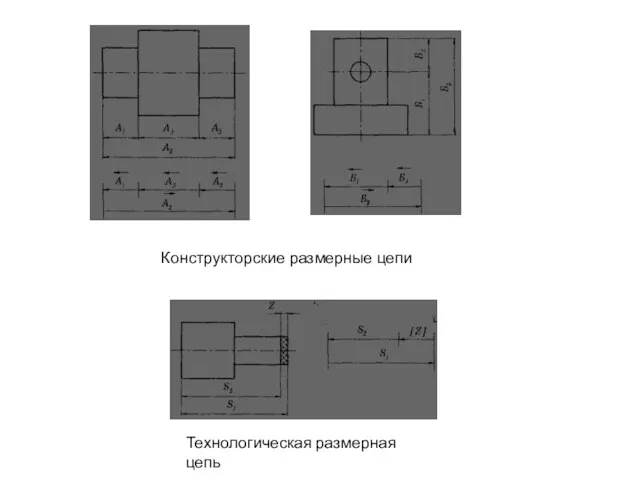
Технологическая размерная цепь
Конструкторские размерные цепи
Технологическая размерная цепь
Конструкторские размерные цепи
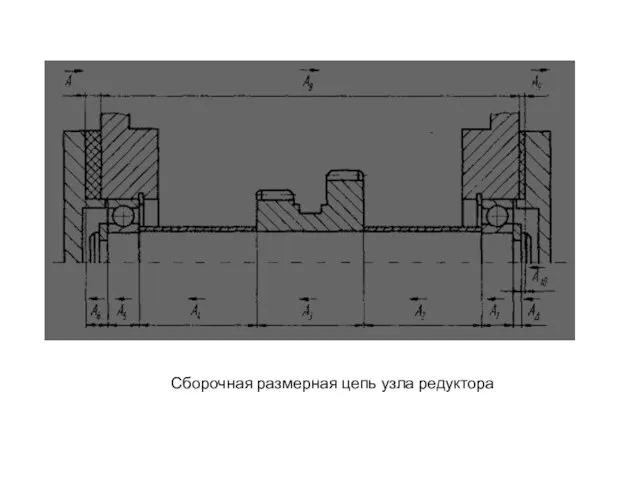
Сборочная размерная цепь узла редуктора
Сборочная размерная цепь узла редуктора
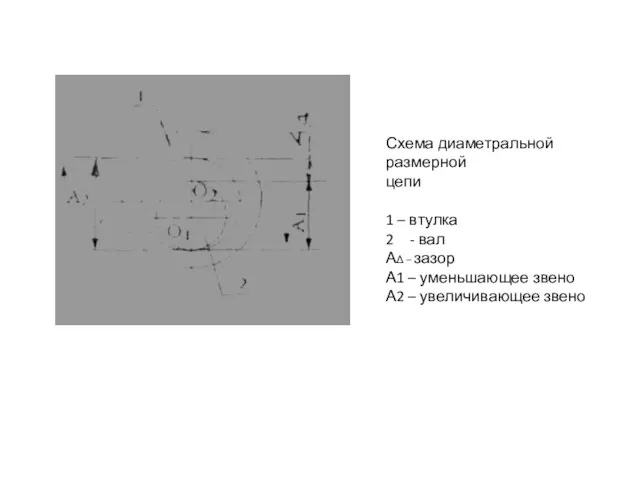
Схема диаметральной размерной
цепи
1 – втулка
- вал
АΔ – зазор
А1 – уменьшающее
Схема диаметральной размерной
цепи
1 – втулка
- вал
АΔ – зазор
А1 – уменьшающее
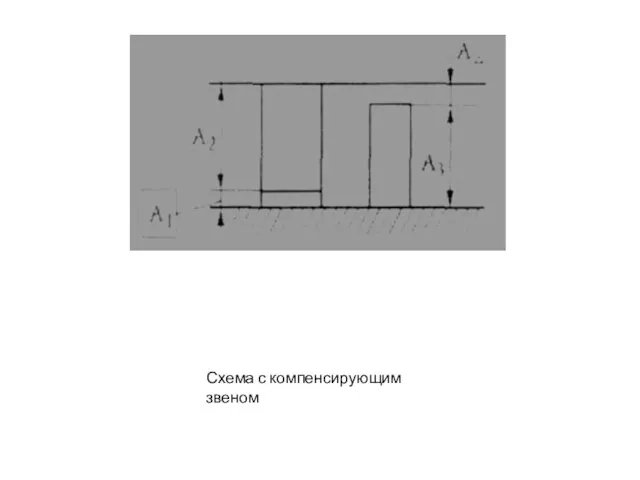
Схема с компенсирующим звеном
Схема с компенсирующим звеном
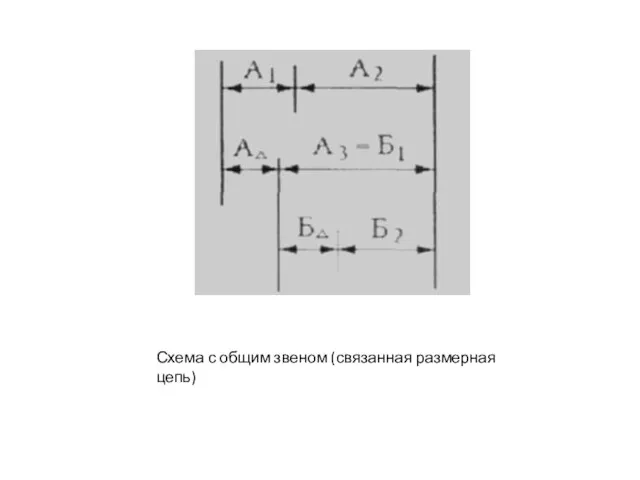
Схема с общим звеном (связанная размерная цепь)
Схема с общим звеном (связанная размерная цепь)
Цель размерного анализа
Проверка обеспечения заданной точности детали на настроенном оборудовании
Определение рационального
Цель размерного анализа
Проверка обеспечения заданной точности детали на настроенном оборудовании
Определение рационального
Методы расчета размерных цепей
Метод максимума-минимума – учитывает предельные отклонения звеньев цепи
Методы расчета размерных цепей
Метод максимума-минимума – учитывает предельные отклонения звеньев цепи
Решение размерных цепей
Прямая задача – определение размеров и предельных отклонений всех
Решение размерных цепей
Прямая задача – определение размеров и предельных отклонений всех
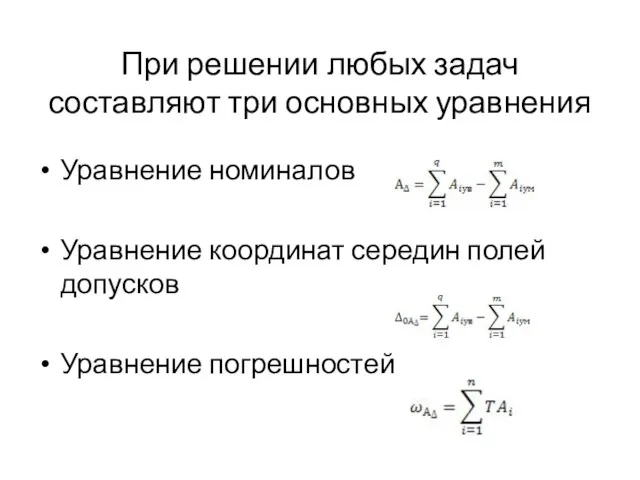
При решении любых задач составляют три основных уравнения
Уравнение номиналов
Уравнение координат середин
При решении любых задач составляют три основных уравнения
Уравнение номиналов
Уравнение координат середин
Методы составления размерного анализа
Построение от заготовки – известны размеры заготовки, необходимо
Методы составления размерного анализа
Построение от заготовки – известны размеры заготовки, необходимо
Обязательно прочитать методические пособия
Pegashkin_Semikolennyh_Cepi_razmernye.pdf
Pegashkin_Semikolennyh_Proektirovanie_tehnologicheskih_processov.pdf
Pegashkin_Semikolennyh_RGR_Proektirovanie_tehnologicheskogo_processa_obrabotki.pdf
Обязательно прочитать методические пособия
Pegashkin_Semikolennyh_Cepi_razmernye.pdf
Pegashkin_Semikolennyh_Proektirovanie_tehnologicheskih_processov.pdf
Pegashkin_Semikolennyh_RGR_Proektirovanie_tehnologicheskogo_processa_obrabotki.pdf
Звенья операционных размерных цепей
Размеры
Припуски, снимаемые с поверхности
Глубины слоев насыщения
Толщины слоев покрытий
Величины
Звенья операционных размерных цепей
Размеры
Припуски, снимаемые с поверхности
Глубины слоев насыщения
Толщины слоев покрытий
Величины
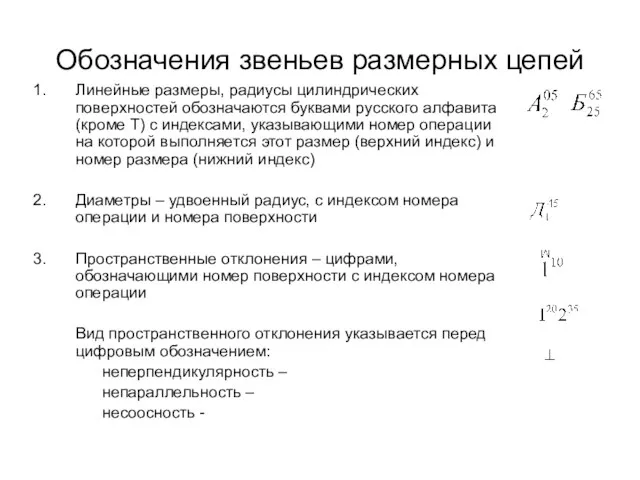
Обозначения звеньев размерных цепей
Линейные размеры, радиусы цилиндрических поверхностей обозначаются буквами русского
Обозначения звеньев размерных цепей
Линейные размеры, радиусы цилиндрических поверхностей обозначаются буквами русского
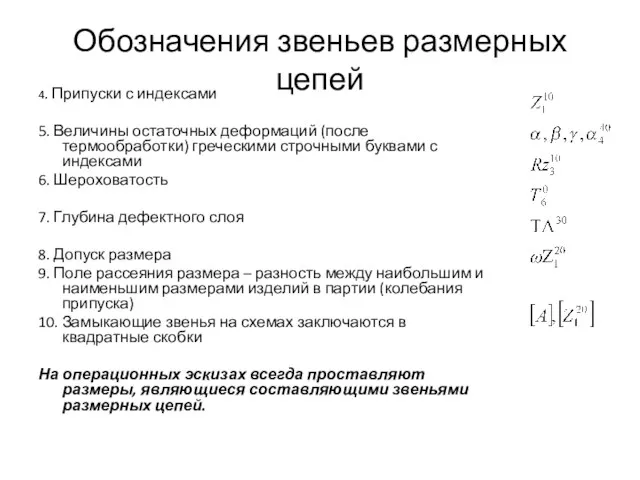
Обозначения звеньев размерных цепей
4. Припуски с индексами
5. Величины остаточных деформаций (после
Обозначения звеньев размерных цепей
4. Припуски с индексами
5. Величины остаточных деформаций (после
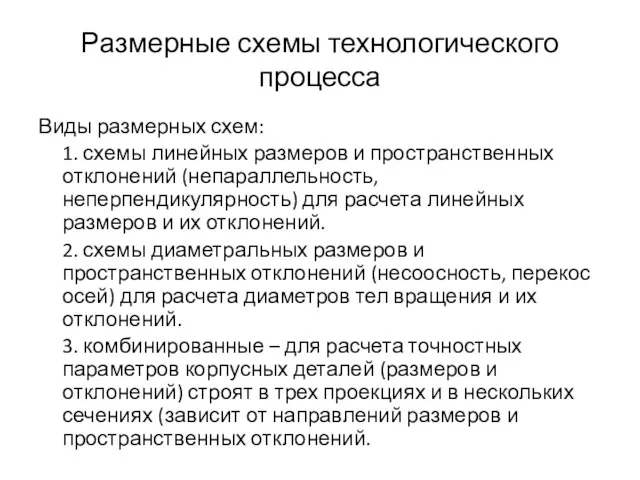
Размерные схемы технологического процесса
Виды размерных схем:
1. схемы линейных размеров и пространственных
Размерные схемы технологического процесса
Виды размерных схем:
1. схемы линейных размеров и пространственных
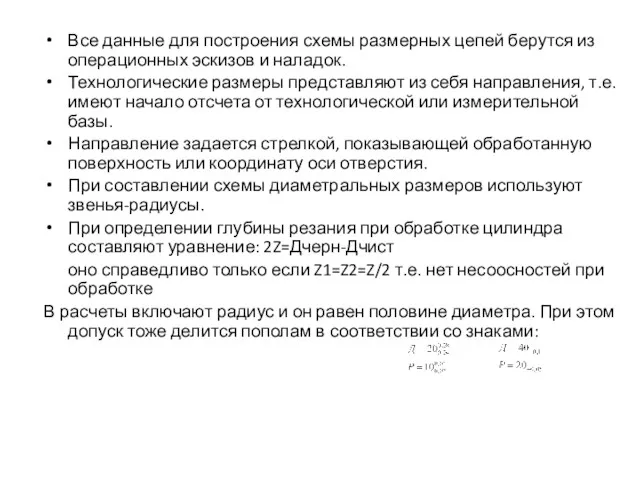
Все данные для построения схемы размерных цепей берутся из операционных эскизов
Все данные для построения схемы размерных цепей берутся из операционных эскизов
![Припуски [Z]=А1-А2 При расчете припусков как правило известно: А1 –](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/424433/slide-29.jpg)
Припуски
[Z]=А1-А2
При расчете припусков как правило известно:
А1 – размер заготовки
ТА1
Припуски
[Z]=А1-А2
При расчете припусков как правило известно:
А1 – размер заготовки
ТА1
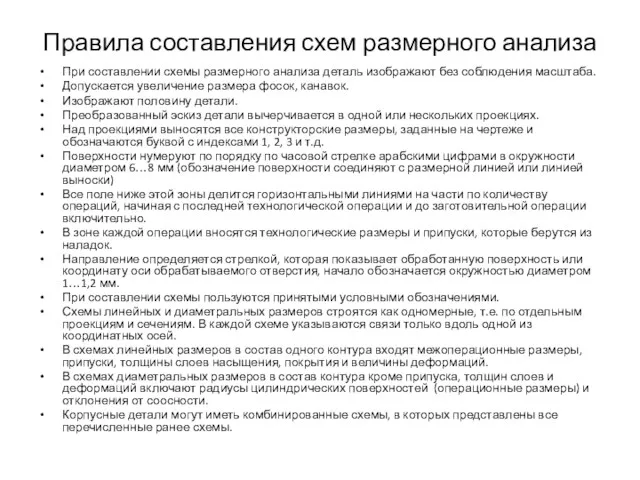
Правила составления схем размерного анализа
При составлении схемы размерного анализа деталь изображают
Правила составления схем размерного анализа
При составлении схемы размерного анализа деталь изображают
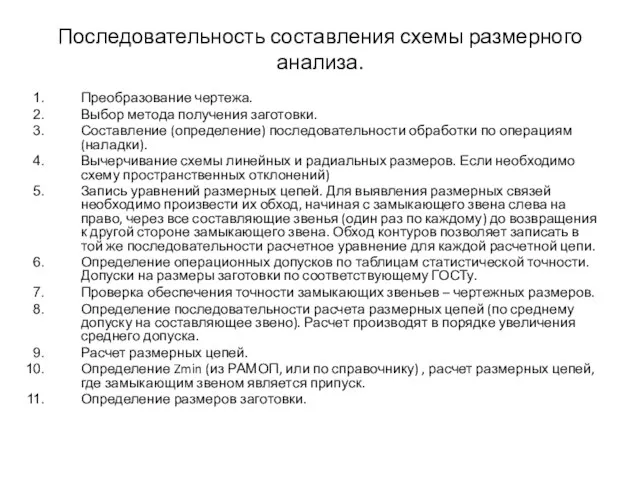
Последовательность составления схемы размерного анализа.
Преобразование чертежа.
Выбор метода получения заготовки.
Составление (определение) последовательности
Последовательность составления схемы размерного анализа.
Преобразование чертежа.
Выбор метода получения заготовки.
Составление (определение) последовательности
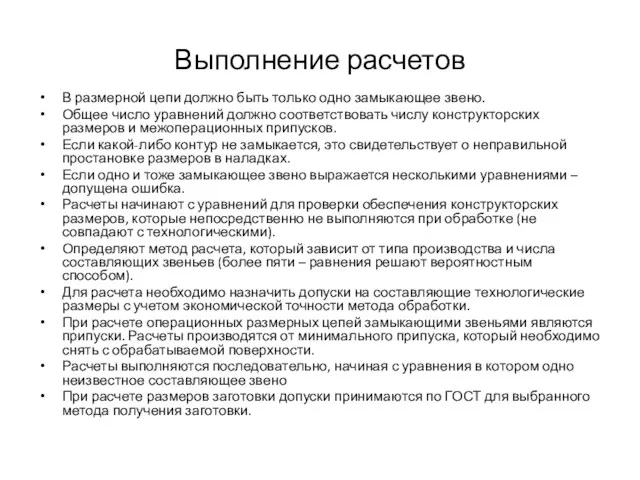
Выполнение расчетов
В размерной цепи должно быть только одно замыкающее звено.
Общее число
Выполнение расчетов
В размерной цепи должно быть только одно замыкающее звено.
Общее число
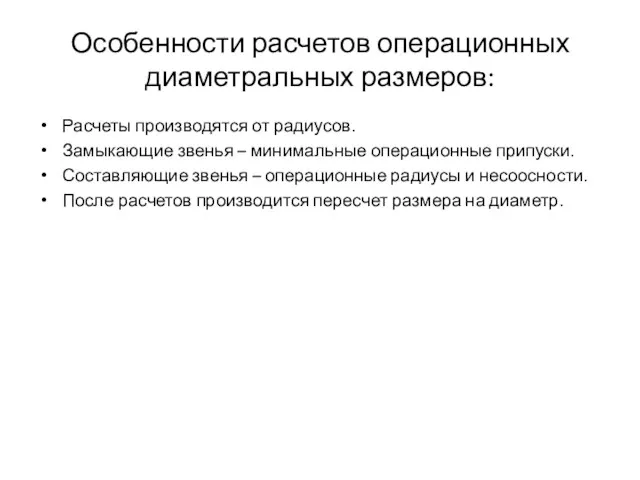
Особенности расчетов операционных диаметральных размеров:
Расчеты производятся от радиусов.
Замыкающие звенья – минимальные
Особенности расчетов операционных диаметральных размеров:
Расчеты производятся от радиусов.
Замыкающие звенья – минимальные
Возможные корректировки
При решении уравнений по методу максимума минимума поле допуска конструкторского
Возможные корректировки
При решении уравнений по методу максимума минимума поле допуска конструкторского
Точность расчетов и округление размеров
Размеры определяемых звеньев рассчитываются до третьего знака
Точность расчетов и округление размеров
Размеры определяемых звеньев рассчитываются до третьего знака
Схемы и результаты размерного анализа (представленные в виде таблиц) выносятся на
Схемы и результаты размерного анализа (представленные в виде таблиц) выносятся на
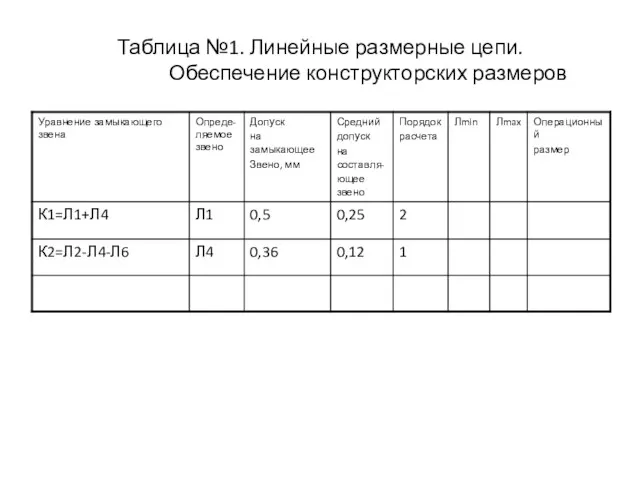
Таблица №1. Линейные размерные цепи.
Обеспечение конструкторских размеров
Таблица №1. Линейные размерные цепи.
Обеспечение конструкторских размеров
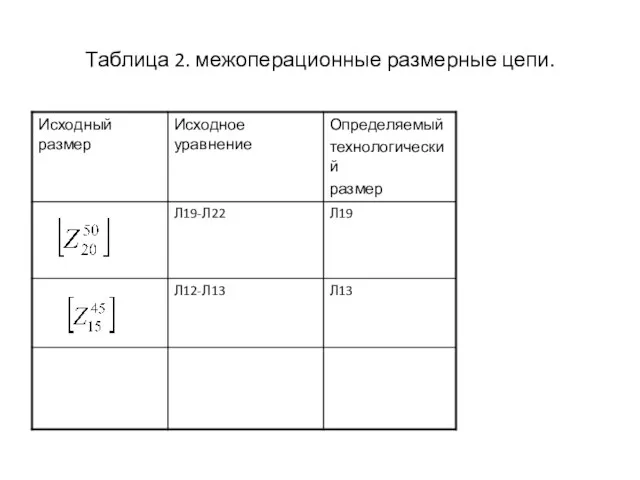
Таблица 2. межоперационные размерные цепи.
Таблица 2. межоперационные размерные цепи.
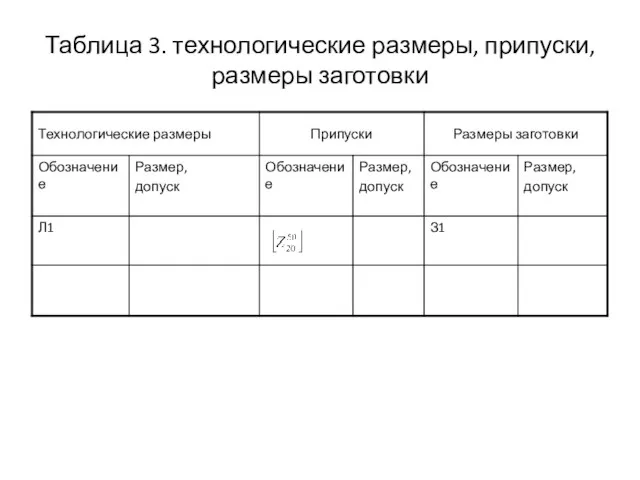
Таблица 3. технологические размеры, припуски, размеры заготовки
Таблица 3. технологические размеры, припуски, размеры заготовки
Таблица 4. уравнения для расчета диаметральных размеров
Таблица 4. уравнения для расчета диаметральных размеров
 Многообразие живого мира. Уровни организации живой материи
Многообразие живого мира. Уровни организации живой материи Какую роль играет религия в жизни современного российского общества
Какую роль играет религия в жизни современного российского общества Презентация о школе
Презентация о школе Практическая работа Получение уксусной кислоты и опыты с ней
Практическая работа Получение уксусной кислоты и опыты с ней Изображение рельефа на плане местности
Изображение рельефа на плане местности Мировая религия пастафарианство
Мировая религия пастафарианство Презентация по бисероплетению
Презентация по бисероплетению как подготовить и провести интегрированный урок
как подготовить и провести интегрированный урок Презентация Згоднев
Презентация Згоднев Базовые понятия реляционных баз данных. Лекция 6
Базовые понятия реляционных баз данных. Лекция 6 Олимпийские игры От древности до современности
Олимпийские игры От древности до современности Понятие, функции, виды религии
Понятие, функции, виды религии Презентация по методической теме: Балаларда туган җиребезгә мәхәббәт, аның табигатенә карата сакчыл караш тәрбияләү һәм экологик тәрбия бирү 2011-2015 год
Презентация по методической теме: Балаларда туган җиребезгә мәхәббәт, аның табигатенә карата сакчыл караш тәрбияләү һәм экологик тәрбия бирү 2011-2015 год : Вежливость.
: Вежливость. Портфолио модели и фотографа
Портфолио модели и фотографа Прекрасные дамы Елизаветинского времени. Елизавета I и другие
Прекрасные дамы Елизаветинского времени. Елизавета I и другие Основы исторического знания
Основы исторического знания Театральные профессии
Театральные профессии Переодические и непериодические бесконечные десятичные дроби
Переодические и непериодические бесконечные десятичные дроби История метода проектов в педагогике
История метода проектов в педагогике Трансплантология - создаем нового человека
Трансплантология - создаем нового человека Тайна бумажного листа
Тайна бумажного листа Палеография эпохи феодализма
Палеография эпохи феодализма План выполнения Ремонтной программы ООО Газпром теплоэнерго наименование ДО на 2021 год
План выполнения Ремонтной программы ООО Газпром теплоэнерго наименование ДО на 2021 год Основы религиозных культур и светской этики. Родительское собрание
Основы религиозных культур и светской этики. Родительское собрание Веселый мир Оригами - презентация
Веселый мир Оригами - презентация Терехин. Герой без Золотой звезды!
Терехин. Герой без Золотой звезды! Разложение по переменным. ДМ 2. ДНФ и КНФ
Разложение по переменным. ДМ 2. ДНФ и КНФ