- Разработка технологического маршрута изготовления рамной конструкции

Содержание
- 2. Изготовление моей конструкции складывается из следующих операций : 1) заготовительные операции 2) сборка 3) сварка данного
- 3. В процессе выполнения заготовительных операций мною были подготовлены заготовки для изготовления моей конструкции
- 4. На следующем этапе была произведена сборка данной конструкции все элементы собирал при помощи прихваток.
- 5. На заключительном этапе выполнялась сварка данной рамы
- 6. Для изготовления рамы я использовал хромомолибденовую сталь 30ХМА сталь, которая кроме обычных примесей содержит легирующие элементы
- 7. Исходя из параметров материала. Который использовался для изготовления велосипедной рамы, был выполнен расчет режимов ручной дуговой
- 8. Для выполнения сварочных работ мною использовался сварочный аппарат Fubag IN 206 LVP имеющий характеристики: Напряжение: 220
- 9. Для выполнения сварочных работ по данной конструкции исходя из применяемого материала. Мною была выбрана марка применяемого
- 10. В процессе изготовления моей рамы контроль за точностью выполнения работ и соблюдением параметров сварки выполнялся при
- 11. Техника безопасности при выполнение работ 1)Иметь хорошую вентиляцию (желательно работать в респираторе) 2)Проверять рабочее место до
- 12. Конечный продукт
- 14. Скачать презентацию

Изготовление моей конструкции складывается из следующих операций :
1) заготовительные операции
2) сборка
3)
Изготовление моей конструкции складывается из следующих операций :
1) заготовительные операции
2) сборка
3)
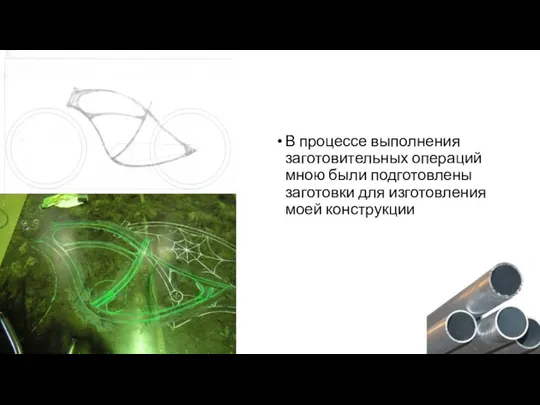
В процессе выполнения заготовительных операций мною были подготовлены заготовки для изготовления
В процессе выполнения заготовительных операций мною были подготовлены заготовки для изготовления
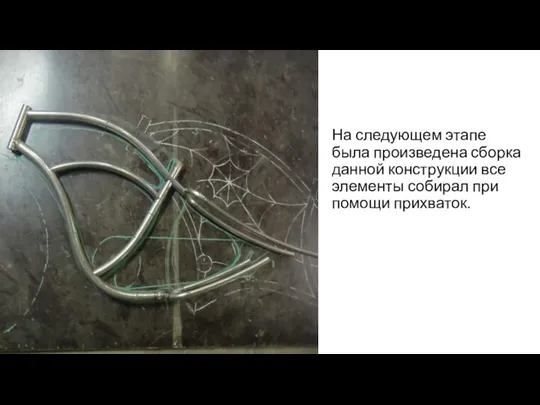
На следующем этапе была произведена сборка данной конструкции все элементы собирал
На следующем этапе была произведена сборка данной конструкции все элементы собирал
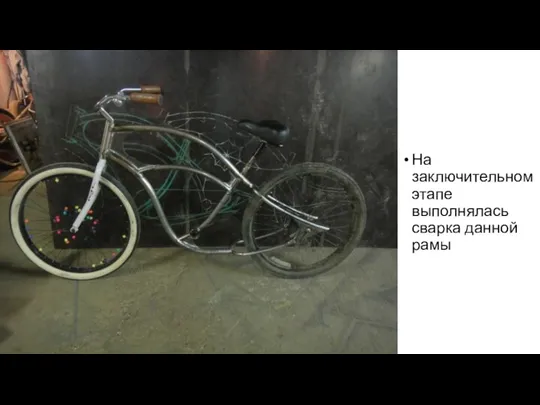
На заключительном этапе выполнялась сварка данной рамы
На заключительном этапе выполнялась сварка данной рамы

Для изготовления рамы я использовал хромомолибденовую сталь 30ХМА
сталь, которая кроме обычных
Для изготовления рамы я использовал хромомолибденовую сталь 30ХМА сталь, которая кроме обычных
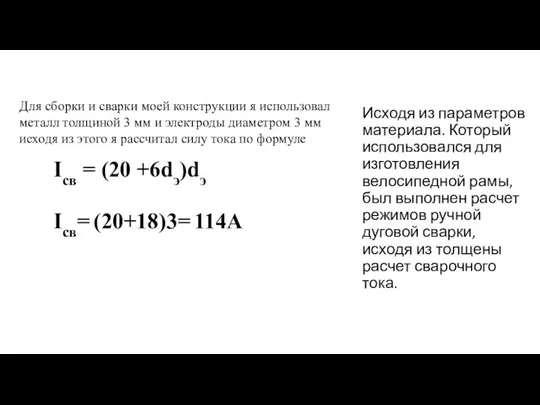
Исходя из параметров материала. Который использовался для изготовления велосипедной рамы, был
Исходя из параметров материала. Который использовался для изготовления велосипедной рамы, был

Для выполнения сварочных работ мною использовался сварочный аппарат Fubag IN 206
Для выполнения сварочных работ мною использовался сварочный аппарат Fubag IN 206

Для выполнения сварочных работ по данной конструкции исходя из применяемого материала.
Для выполнения сварочных работ по данной конструкции исходя из применяемого материала.

В процессе изготовления моей рамы контроль за точностью выполнения работ и
В процессе изготовления моей рамы контроль за точностью выполнения работ и
Техника безопасности при выполнение работ
1)Иметь хорошую вентиляцию (желательно работать в респираторе)
2)Проверять
Техника безопасности при выполнение работ
1)Иметь хорошую вентиляцию (желательно работать в респираторе)
2)Проверять

Конечный продукт
Конечный продукт
 Перевод чисел из десятичной системы счисления в любую другую
Перевод чисел из десятичной системы счисления в любую другую Education in Great Britain and Belarus
Education in Great Britain and Belarus Нетрадиционные источники энергии
Нетрадиционные источники энергии Проект Приключение Горошины
Проект Приключение Горошины Загальні питання сушіння деревини
Загальні питання сушіння деревини Режим MDI/DNC. Панель HAAS
Режим MDI/DNC. Панель HAAS Лечение Сахарного диабета
Лечение Сахарного диабета Prezentatsia_Microsoft_Office_PowerPoint
Prezentatsia_Microsoft_Office_PowerPoint Энергосбережение в нашей жизни
Энергосбережение в нашей жизни Обобщающий урок по теме: Геометрические фигуры
Обобщающий урок по теме: Геометрические фигуры С праздником, дорогие учителя
С праздником, дорогие учителя Централізоване теплопостачання міста
Централізоване теплопостачання міста Объемы тел. Основные свойства объемов
Объемы тел. Основные свойства объемов Развитие микро- и наноэлектронных технологий
Развитие микро- и наноэлектронных технологий Таинства Церкви
Таинства Церкви Бизнес-план инвестиционного проекта, его структура. (Лекция 5)
Бизнес-план инвестиционного проекта, его структура. (Лекция 5) Политические режимы
Политические режимы Первая медицинская помощь при ДТП. Урок 2
Первая медицинская помощь при ДТП. Урок 2 Методы поиска новых лекарственных средств
Методы поиска новых лекарственных средств в гости к зиме
в гости к зиме Методическая разработка в форме презентации для детей Азбука безопасного поведения на дороге
Методическая разработка в форме презентации для детей Азбука безопасного поведения на дороге Малые ландшафтно-архитектурные формы
Малые ландшафтно-архитектурные формы Инструкция по эксплуатации 3D принтера Anet A8
Инструкция по эксплуатации 3D принтера Anet A8 Средства связи
Средства связи Разработка метода клинического исследования фармацевтических препаратов с использованием тканевого инжиниринга
Разработка метода клинического исследования фармацевтических препаратов с использованием тканевого инжиниринга Понятие рынок
Понятие рынок Классный час Конвенция о правах ребёнка
Классный час Конвенция о правах ребёнка Мустай Карим – народный поэт Башкортостана
Мустай Карим – народный поэт Башкортостана