- Разработка технологического процесса изготовления бака для смазочных материалов

Содержание
- 2. Целью данного дипломного проекта является разработка технологического процесса изготовления бака для смазочных материалов Задачи дипломного проекта:
- 3. Бак для смазочных материалов предназначен для безопасного хранения находящихся в жидком, твердом и промежуточном между ними
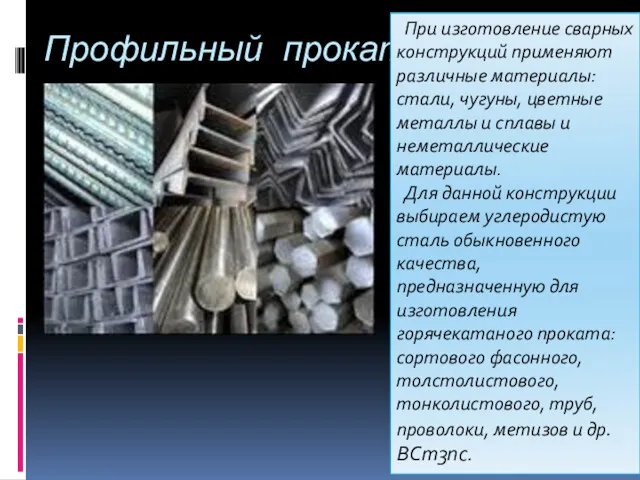
- 4. Профильный прокат. При изготовление сварных конструкций применяют различные материалы: стали, чугуны, цветные металлы и сплавы и
- 5. Химический состав стали ВСт3пс должен соответствовать нормам, указанным в таблице
- 6. Для сварки бака для смазочных материалов возьмем электроды с рутиловым покрытием обладающие хорошими сварочно-технологическими свойствами марки
- 7. Технологический процесс заготовки деталей из проката начинается с подбора металла по размерам и может включать следующие
- 8. Сварной узел бака по ГОСТ 5264-80 угловое одностороннее соединение со скосом 1ой кромки (У6).
- 9. Cварку швов следует начинать, зажигая дугу на нижней плоскости в точке А, и вести электрод так,
- 10. Реостат балластный РБ-302 У2 Многопостовой сварочный выпрямитель ВДМ-6303
- 11. Контроль необходим для предупреждения появления дефектов в швах, а также для определения качества готовых изделий. Ультразвуковой
- 12. ОХРАНА ТРУДА
- 14. Скачать презентацию
Целью данного дипломного проекта является разработка технологического процесса изготовления бака для
Целью данного дипломного проекта является разработка технологического процесса изготовления бака для
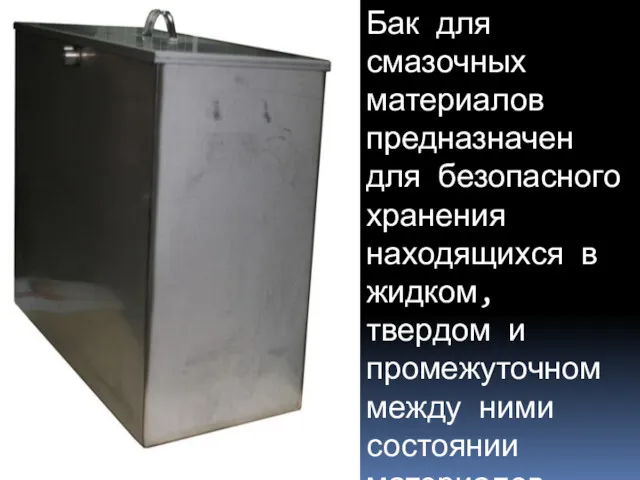
Бак для смазочных материалов предназначен для безопасного хранения находящихся в жидком,
Бак для смазочных материалов предназначен для безопасного хранения находящихся в жидком,
Профильный прокат.
При изготовление сварных конструкций применяют различные материалы: стали, чугуны,
Профильный прокат.
При изготовление сварных конструкций применяют различные материалы: стали, чугуны,
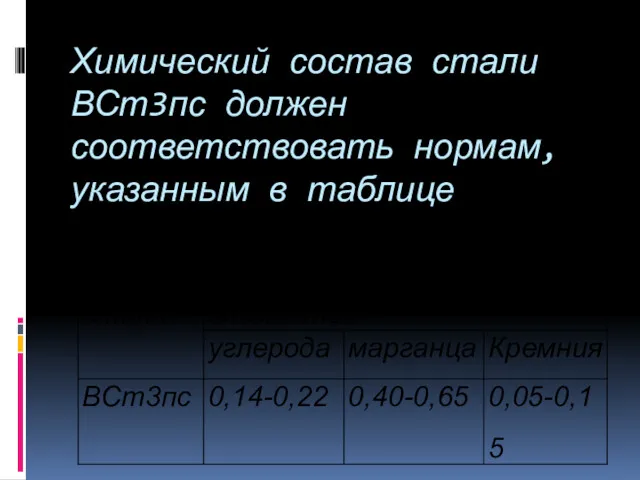
Химический состав стали ВСт3пс должен соответствовать нормам, указанным в таблице
Химический состав стали ВСт3пс должен соответствовать нормам, указанным в таблице
Для сварки бака для смазочных материалов возьмем электроды с рутиловым покрытием
Для сварки бака для смазочных материалов возьмем электроды с рутиловым покрытием
Технологический процесс заготовки деталей из проката начинается с подбора металла
Технологический процесс заготовки деталей из проката начинается с подбора металла
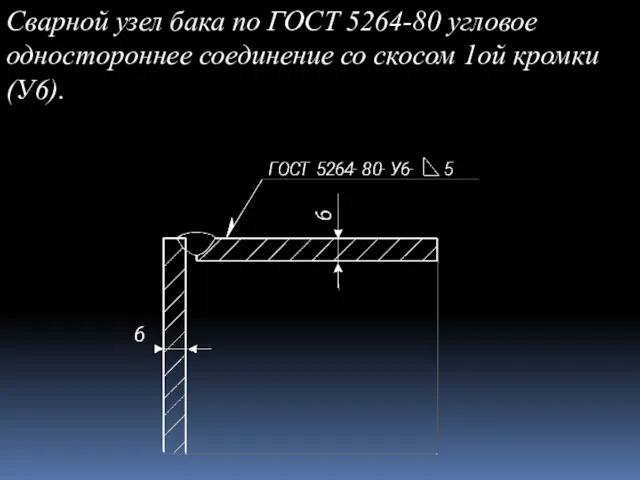
Сварной узел бака по ГОСТ 5264-80 угловое одностороннее соединение со скосом
Сварной узел бака по ГОСТ 5264-80 угловое одностороннее соединение со скосом
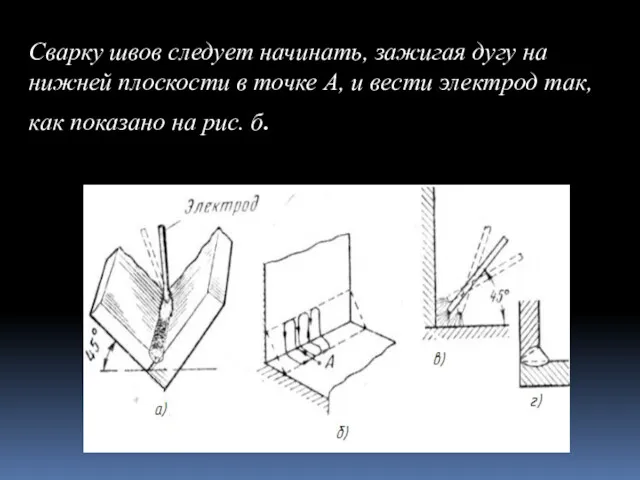
Cварку швов следует начинать, зажигая дугу на нижней плоскости в точке
Cварку швов следует начинать, зажигая дугу на нижней плоскости в точке

Реостат балластный РБ-302 У2
Многопостовой сварочный выпрямитель ВДМ-6303
Реостат балластный РБ-302 У2
Многопостовой сварочный выпрямитель ВДМ-6303
Контроль необходим для предупреждения появления дефектов в швах, а также для
Контроль необходим для предупреждения появления дефектов в швах, а также для

ОХРАНА ТРУДА
ОХРАНА ТРУДА
 Италия и Германия в XII - XV веках
Италия и Германия в XII - XV веках Симптомокомплексы при заболеваниях органов дыхания
Симптомокомплексы при заболеваниях органов дыхания Бульвар Генерала Карбышева
Бульвар Генерала Карбышева Автомобильные дороги, аэродромы и объекты транспортной инфраструктуры
Автомобильные дороги, аэродромы и объекты транспортной инфраструктуры Деление на десятичную дробь
Деление на десятичную дробь Определение показателей прочности грунта (угла внутреннего трения и удельного сцепления) в приборе одноплоскосного среза
Определение показателей прочности грунта (угла внутреннего трения и удельного сцепления) в приборе одноплоскосного среза Туркестанская область
Туркестанская область Развитие фонематического слуха у детей старшего дошкольного возраста
Развитие фонематического слуха у детей старшего дошкольного возраста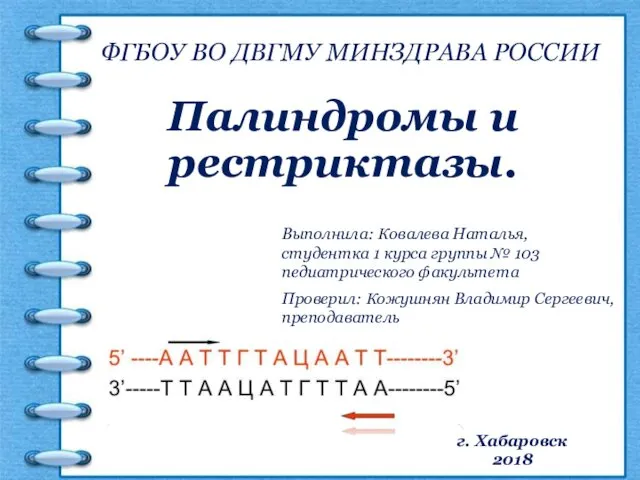 Палиндромы и рестриктазы
Палиндромы и рестриктазы Викторина Угадай слово
Викторина Угадай слово Дидактическая игра как средство развития коммуникативных навыков у детей старшего дошкольного возраста
Дидактическая игра как средство развития коммуникативных навыков у детей старшего дошкольного возраста История информационных войн (лекция № 2)
История информационных войн (лекция № 2) Этикет поведенияза столом.
Этикет поведенияза столом. Мусульманство в России
Мусульманство в России Школа астрологии Елены Черных
Школа астрологии Елены Черных Архитектура информационных систем. Элементы бизнес-архитектуры и ИТ-архитектуры. Лекция 3
Архитектура информационных систем. Элементы бизнес-архитектуры и ИТ-архитектуры. Лекция 3 Предыстория христианства: иудаизм от зарождения до Эпохи Второго храма
Предыстория христианства: иудаизм от зарождения до Эпохи Второго храма Педагогическое кредо
Педагогическое кредо 20230212_7_tri_sostoyaniya_veshchestva
20230212_7_tri_sostoyaniya_veshchestva Библейские сказания. История Древнего мира
Библейские сказания. История Древнего мира ПДД 6
ПДД 6 Производственные процессы в рыбоводстве
Производственные процессы в рыбоводстве Проект Год 1941-1945...
Проект Год 1941-1945... Автомобилестроение
Автомобилестроение Сільське господарство світу
Сільське господарство світу Современная деревянная архитектура и традиции
Современная деревянная архитектура и традиции Приемы и техники массажа. Движение
Приемы и техники массажа. Движение Презентация к родительскому собранию.
Презентация к родительскому собранию.