- Разработка технологического процесса изготовления вала

Содержание
- 2. Актуальность темы курсовой работы обуславливается тем, что вал является важным и ответственным элементом оборудования, применяемого в
- 3. ОПИСАНИЕ КОНСТРУКЦИИ И НАЗНАЧЕНИЕ ДЕТАЛИ Вал – деталь, предназначенная для поддержания вращающихся вместе с ним деталей
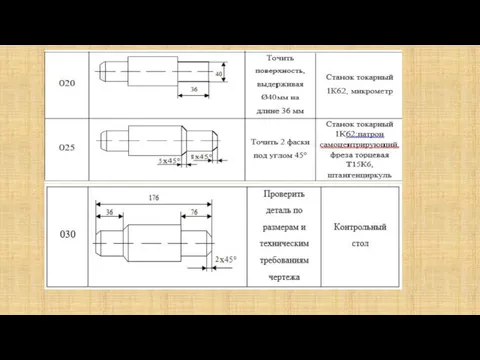
- 4. РАЗРАБОТКА МАРШРУТА ОБРАБОТКИ ЗАГОТОВКИ И ОПРЕДЕЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ ПОВЕРХНОСТИ Технологический маршрут изготовления детали – это последовательность
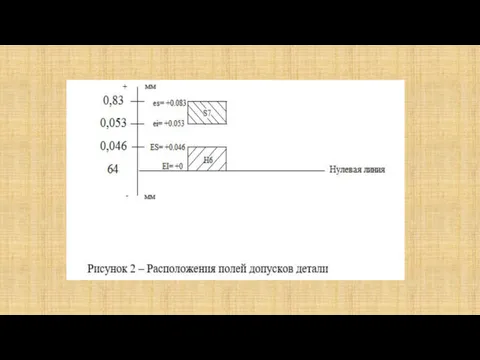
- 7. РАСЧЕТ ДОПУСКОВ И ПОСАДОК Детали собираются в определенные сборочные единицы и механизмы. Для изготовления деталей на
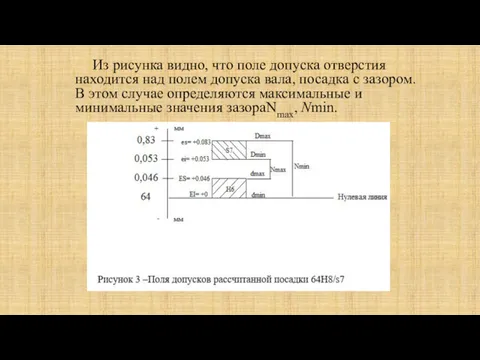
- 9. Из рисунка видно, что поле допуска отверстия находится над полем допуска вала, посадка с зазором. В
- 10. РАСЧЕТ ТЕХНИЧЕСКОЙ НОРМЫ ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ ДЕТАЛИ Техническое нормирование устанавливает технически обоснованную норму расхода производственных ресурсов
- 11. норма подготовительно–заключительного времени (Тпз) – время, которое расходуется на подготовку к работе и ее завершение. норма
- 12. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Разработка технологического процесса изготовления детали вал заканчивается оформлением технологической документации, а именно заполнением
- 13. Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Форма и правила оформления маршрутной
- 15. ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛИ Под техникой безопасности подразумевается комплекс мероприятий технического и
- 16. Требования техники безопасности во время работы: Проверить, хорошо ли убраны станок и рабочее место, выявить неполадки
- 17. Требования техники безопасности по окончанию работы: Выключить станок и электродвигатель. Привести в порядок рабочее место: убрать
- 18. ЗАКЛЮЧЕНИЕ В процессе выполнения курсовой работы выполнено описание конструкции изготавливаемой детали и кратко рассмотрено её назначение.
- 20. Скачать презентацию
Актуальность темы курсовой работы обуславливается тем, что вал является важным и
Актуальность темы курсовой работы обуславливается тем, что вал является важным и
ОПИСАНИЕ КОНСТРУКЦИИ И НАЗНАЧЕНИЕ ДЕТАЛИ
Вал – деталь, предназначенная для поддержания вращающихся
ОПИСАНИЕ КОНСТРУКЦИИ И НАЗНАЧЕНИЕ ДЕТАЛИ
Вал – деталь, предназначенная для поддержания вращающихся
РАЗРАБОТКА МАРШРУТА ОБРАБОТКИ ЗАГОТОВКИ И ОПРЕДЕЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ ПОВЕРХНОСТИ
Технологический маршрут изготовления
РАЗРАБОТКА МАРШРУТА ОБРАБОТКИ ЗАГОТОВКИ И ОПРЕДЕЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ ПОВЕРХНОСТИ
Технологический маршрут изготовления

РАСЧЕТ ДОПУСКОВ И ПОСАДОК
Детали собираются в определенные сборочные единицы и механизмы.
Для
РАСЧЕТ ДОПУСКОВ И ПОСАДОК
Детали собираются в определенные сборочные единицы и механизмы.
Для
Из рисунка видно, что поле допуска отверстия находится над полем допуска
Из рисунка видно, что поле допуска отверстия находится над полем допуска
РАСЧЕТ ТЕХНИЧЕСКОЙ НОРМЫ ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ ДЕТАЛИ
Техническое нормирование устанавливает технически обоснованную
РАСЧЕТ ТЕХНИЧЕСКОЙ НОРМЫ ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ ДЕТАЛИ
Техническое нормирование устанавливает технически обоснованную
норма подготовительно–заключительного времени (Тпз) – время, которое расходуется на подготовку к
норма подготовительно–заключительного времени (Тпз) – время, которое расходуется на подготовку к
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Разработка технологического процесса изготовления детали вал заканчивается оформлением технологической
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Разработка технологического процесса изготовления детали вал заканчивается оформлением технологической
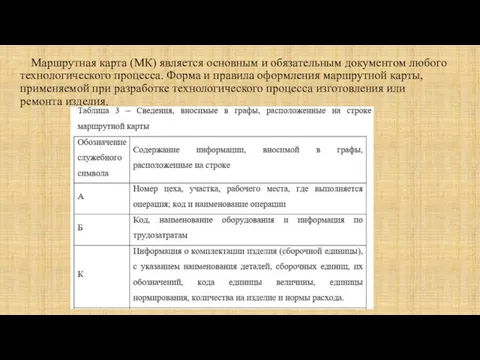
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса.
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса.

ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛИ
Под техникой безопасности подразумевается
ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛИ
Под техникой безопасности подразумевается
Требования техники безопасности во время работы:
Проверить, хорошо ли убраны станок и
Требования техники безопасности во время работы:
Проверить, хорошо ли убраны станок и
Требования техники безопасности по окончанию работы:
Выключить станок и электродвигатель.
Привести в порядок
Требования техники безопасности по окончанию работы:
Выключить станок и электродвигатель.
Привести в порядок
ЗАКЛЮЧЕНИЕ
В процессе выполнения курсовой работы выполнено описание конструкции изготавливаемой детали и
ЗАКЛЮЧЕНИЕ
В процессе выполнения курсовой работы выполнено описание конструкции изготавливаемой детали и
 Психология учебной деятельности
Психология учебной деятельности Методическая копилка
Методическая копилка Изложение. До первого дождя
Изложение. До первого дождя Углерод. Физические свойства
Углерод. Физические свойства Силовые трансформаторы и автотрансформаторы
Силовые трансформаторы и автотрансформаторы Софизмы в алгебре
Софизмы в алгебре Презентация к занятию по колористике Своя игра
Презентация к занятию по колористике Своя игра Квадратные уравнения. Математический диктант
Квадратные уравнения. Математический диктант Урок географии Характеристика Канады
Урок географии Характеристика Канады Анализ варианта 2 досрочного этапа ЕГЭ по обществознанию
Анализ варианта 2 досрочного этапа ЕГЭ по обществознанию Ящур. Профилактика. Лечение
Ящур. Профилактика. Лечение Презентация Качество образования к докладу. Третья часть. Диск
Презентация Качество образования к докладу. Третья часть. Диск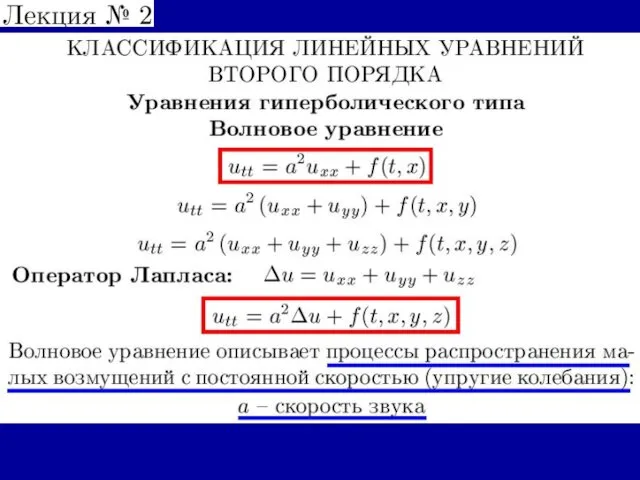 Лекция_2_Теплопроводность
Лекция_2_Теплопроводность 20231013_prezentatsiya_reshenie_zadach_na_harakteristiki_molekul_10_klass
20231013_prezentatsiya_reshenie_zadach_na_harakteristiki_molekul_10_klass электронное портфолио
электронное портфолио Основные директивы Ассемблера
Основные директивы Ассемблера Графический интерфейс WINDOWS 7
Графический интерфейс WINDOWS 7 Методика преподавания орфографии
Методика преподавания орфографии Медицина в живописи
Медицина в живописи Решение вычислительных задач на компьютере (язык С++)
Решение вычислительных задач на компьютере (язык С++) Отгадай слово по первым звукам
Отгадай слово по первым звукам Технология критического мышления Бортовой журнал
Технология критического мышления Бортовой журнал Трагедия Германии как анекдот: смех и слезы. Фильм Однажды в Германии
Трагедия Германии как анекдот: смех и слезы. Фильм Однажды в Германии Искусство древней передней Азии
Искусство древней передней Азии Организация и содержание работы по формированию произношения
Организация и содержание работы по формированию произношения Пневматический транспорт. Применение, достоинства и недостатки
Пневматический транспорт. Применение, достоинства и недостатки Товар в маркетинге
Товар в маркетинге Первобытное искусство
Первобытное искусство