Разработка технологического процесса микродугового оксидирования деталей авиационного двигателя презентация
- Разработка технологического процесса микродугового оксидирования деталей авиационного двигателя

Содержание
- 2. Цель и задачи. В данной дипломной работе ставится цель - разработка технологического процесса МДО образцов материалов
- 3. Выбор материалов для проведения исследований. Для проведения исследований в данной работе использовались образцы из алюминиевого сплава
- 4. Оборудование и функциональная схема установки МДО-100. 1 – гальваническая ванна; 2 – рубашка водяного охлаждения; 3
- 5. Методики измерения толщины МДО-покрытий. Технические характеристики ВТ-201: диапазон измеряемых толщин: 5-1000 мкм; основная погрешность: 3%; диапазон
- 6. Зависимость толщины оксидного слоя от концентрации компонентов силикатно-щелочного электролита . 6 Можно отметить, что увеличение концентрации
- 7. Зависимость сквозной пористости оксидного слоя от концентрации компонентов силикатно-щелочного электролита. 7 Максимальное значение сквозной пористости наблюдается
- 8. Технологический регламент получения алюмооксидных керамических покрытий. 1. Настоящий технологический регламент (ТР) устанавливает порядок и содержание технологических
- 9. Технологический регламент получения алюмооксидных керамических покрытий. 5. Порядок подготовки детали(ей): 5.1. Независимо от типов загрязнений (пыль,
- 10. Технологический регламент получения алюмооксидных керамических покрытий. 6. Порядок проведения МДО-обработки: 6.1. Закрыть ограждение электролитной ванны, проконтролировать
- 11. Основные экологические показатели. 11 Количественная оценка опасных и вредных производственных факторов
- 12. Основные экономические показатели дипломной работы. 12
- 14. Скачать презентацию
Цель и задачи.
В данной дипломной работе ставится цель - разработка технологического
Цель и задачи.
В данной дипломной работе ставится цель - разработка технологического
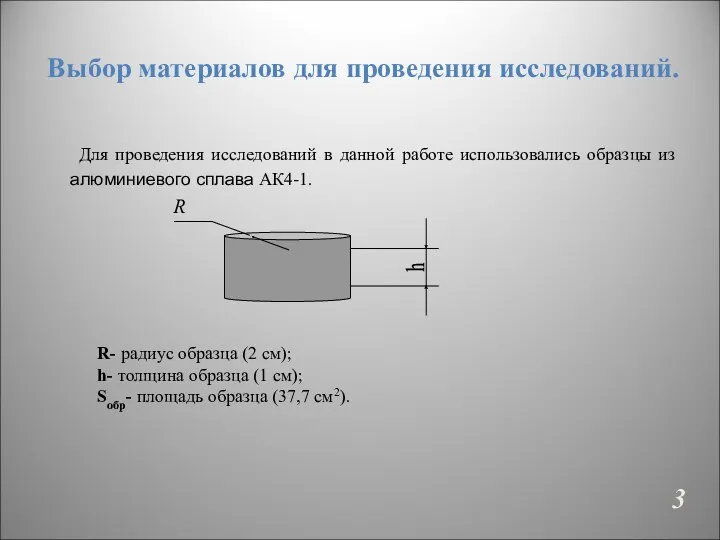
Выбор материалов для проведения исследований.
Для проведения исследований в данной работе использовались
Выбор материалов для проведения исследований.
Для проведения исследований в данной работе использовались
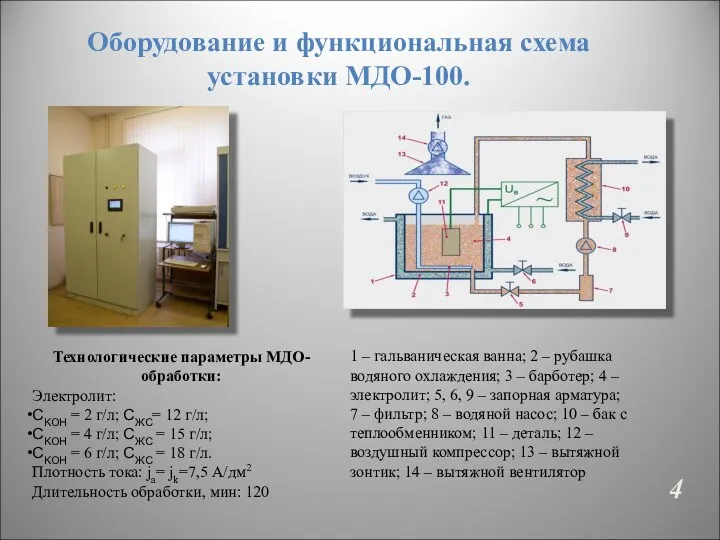
Оборудование и функциональная схема установки МДО-100.
1 – гальваническая ванна; 2 –
Оборудование и функциональная схема установки МДО-100.
1 – гальваническая ванна; 2 –

Методики измерения толщины МДО-покрытий.
Технические характеристики ВТ-201:
диапазон измеряемых толщин: 5-1000 мкм;
основная
Методики измерения толщины МДО-покрытий.
Технические характеристики ВТ-201:
диапазон измеряемых толщин: 5-1000 мкм;
основная
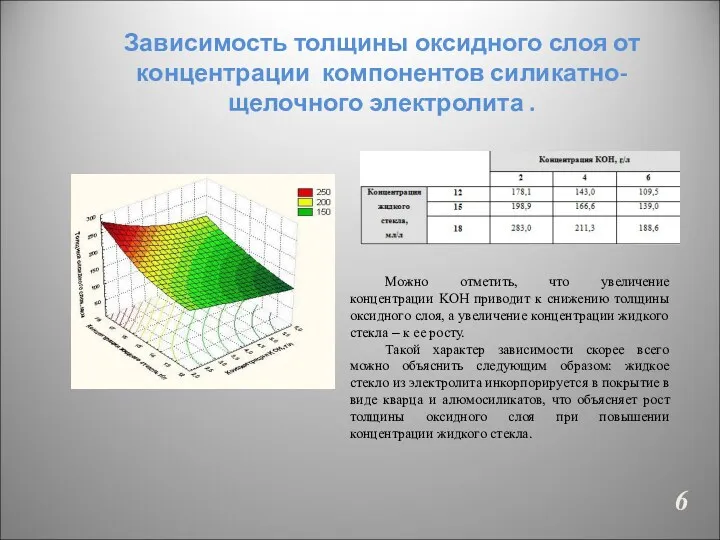
Зависимость толщины оксидного слоя от концентрации компонентов силикатно-щелочного электролита .
6
Можно
Зависимость толщины оксидного слоя от концентрации компонентов силикатно-щелочного электролита .
6
Можно
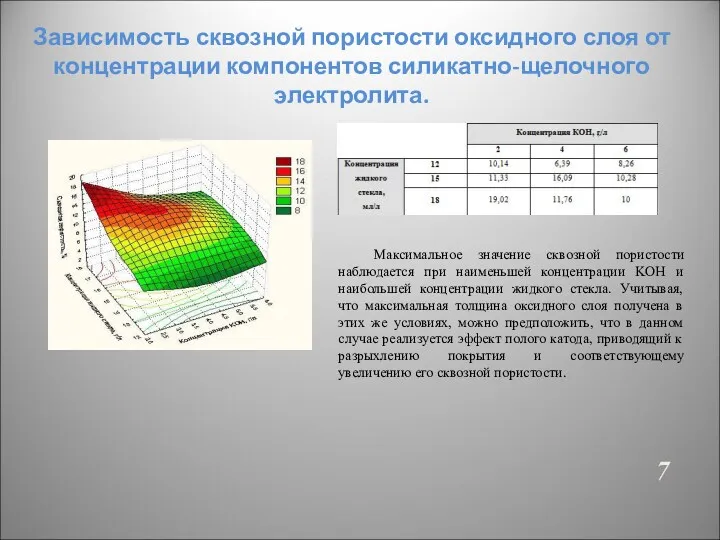
Зависимость сквозной пористости оксидного слоя от концентрации компонентов силикатно-щелочного электролита.
7
Максимальное
Зависимость сквозной пористости оксидного слоя от концентрации компонентов силикатно-щелочного электролита.
7
Максимальное
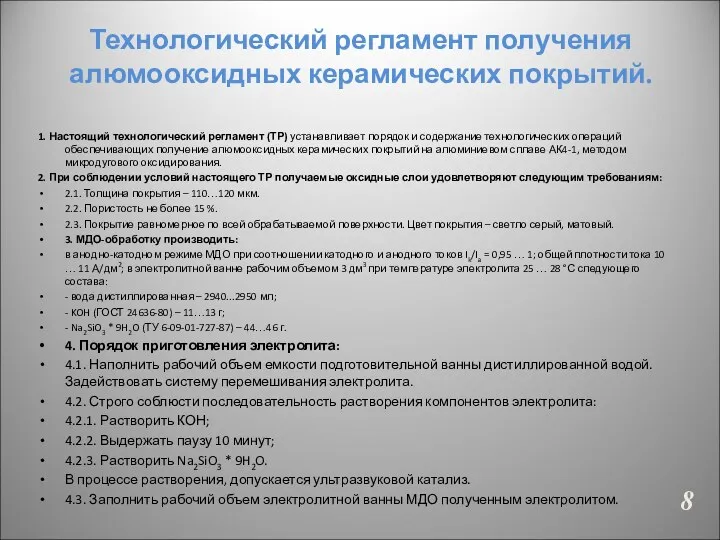
Технологический регламент получения алюмооксидных керамических покрытий.
1. Настоящий технологический регламент (ТР) устанавливает
Технологический регламент получения алюмооксидных керамических покрытий.
1. Настоящий технологический регламент (ТР) устанавливает
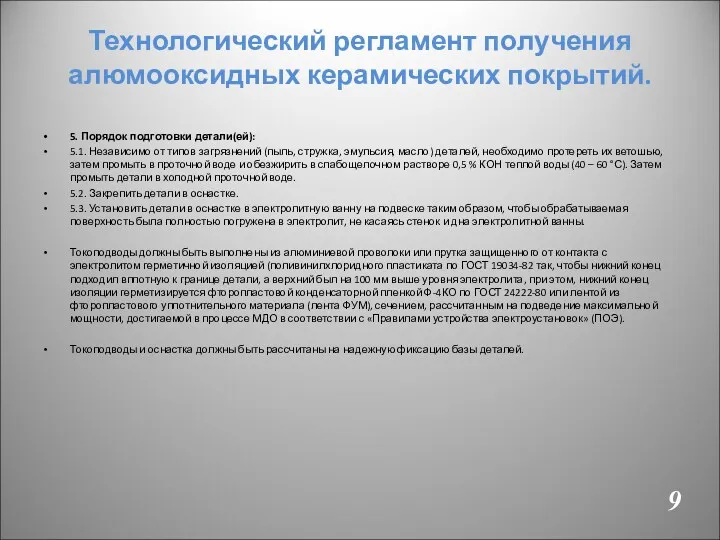
Технологический регламент получения алюмооксидных керамических покрытий.
5. Порядок подготовки детали(ей):
5.1. Независимо от
Технологический регламент получения алюмооксидных керамических покрытий.
5. Порядок подготовки детали(ей):
5.1. Независимо от
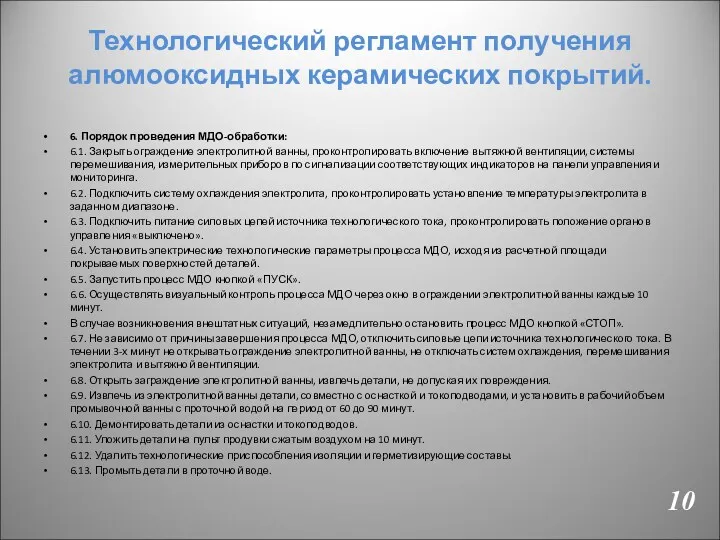
Технологический регламент получения алюмооксидных керамических покрытий.
6. Порядок проведения МДО-обработки:
6.1. Закрыть ограждение
Технологический регламент получения алюмооксидных керамических покрытий.
6. Порядок проведения МДО-обработки:
6.1. Закрыть ограждение

Основные экологические показатели.
11
Количественная оценка опасных и вредных производственных факторов
Основные экологические показатели.
11
Количественная оценка опасных и вредных производственных факторов
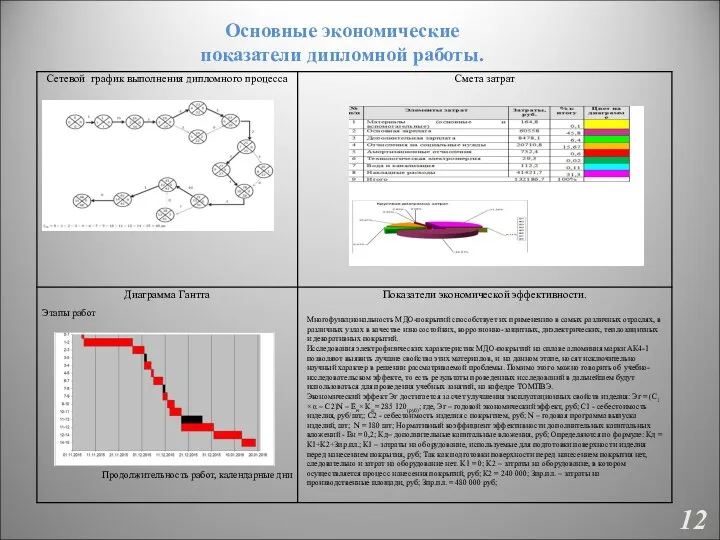
Основные экономические
показатели дипломной работы.
12
Основные экономические
показатели дипломной работы.
12
 Организация работы с детьми группы риска
Организация работы с детьми группы риска Архитектурное проектирование. Реконструкция городской среды с разработкой градостроительного узла
Архитектурное проектирование. Реконструкция городской среды с разработкой градостроительного узла Числа - великаны
Числа - великаны Нейропсихологические синдромы поражения конвекситальной коры височной области мозга
Нейропсихологические синдромы поражения конвекситальной коры височной области мозга ООценка кинических рекомендаций по невропатии лицевого нерва 2013 года с использованием инструмента agree. Область применения
ООценка кинических рекомендаций по невропатии лицевого нерва 2013 года с использованием инструмента agree. Область применения Специфика разработки стратегии предприятия
Специфика разработки стратегии предприятия Використання інноваційних технологій в роботі учнівського самоврядування
Використання інноваційних технологій в роботі учнівського самоврядування Индия после Второй мировой войны
Индия после Второй мировой войны Тепловые эффекты химических реакций. Энтальпия. Термохимические уравнения
Тепловые эффекты химических реакций. Энтальпия. Термохимические уравнения Современная поэзия 1998-2017
Современная поэзия 1998-2017 Единый кл час
Единый кл час Расчёт загрузки и составление грузового плана судна с проработкой маршрута перехода судна по навигационным картам и пособиям
Расчёт загрузки и составление грузового плана судна с проработкой маршрута перехода судна по навигационным картам и пособиям Опухоли яичников (часть 1)
Опухоли яичников (часть 1) Создание сайта для проведения урока информатики
Создание сайта для проведения урока информатики Правление Владимира Мономаха
Правление Владимира Мономаха А. Блок. Ветхая избушка. Сны. Ворона
А. Блок. Ветхая избушка. Сны. Ворона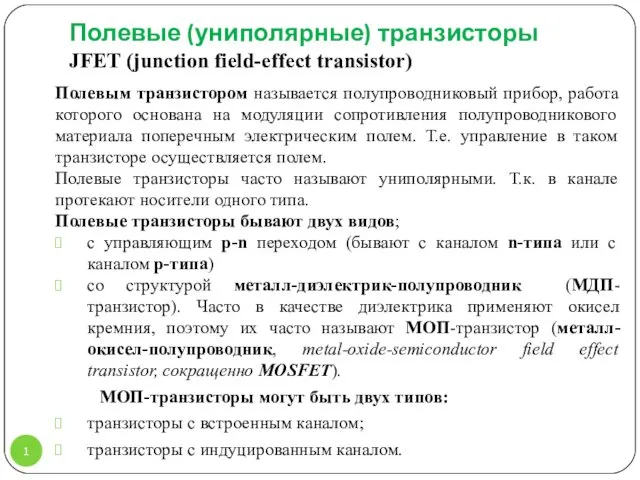 Полевые транзисторы JFET. (Лекция 8)
Полевые транзисторы JFET. (Лекция 8) Российские актеры
Российские актеры GTI Art 1
GTI Art 1 Микроволновая печь
Микроволновая печь Образовательное пространство в соответствии с ФГОС.
Образовательное пространство в соответствии с ФГОС. презентация на тему: Совершенствование системы физкультурно-оздоровительной работы...
презентация на тему: Совершенствование системы физкультурно-оздоровительной работы... Презентация Путешествие в прошлое деревни Кокшамары часть 3
Презентация Путешествие в прошлое деревни Кокшамары часть 3 Мышление и воображение человека
Мышление и воображение человека Презентация методического объединения педагогов Формы привлечения обучающихся в детские объединения
Презентация методического объединения педагогов Формы привлечения обучающихся в детские объединения Как не стать жертвой наркомании
Как не стать жертвой наркомании Площадь прямоугольного треугольника
Площадь прямоугольного треугольника Интегральные утройства. Элементная база РЭС. Основные функции и конструктивно-технологические параметры
Интегральные утройства. Элементная база РЭС. Основные функции и конструктивно-технологические параметры