- Разработка технологии изготовления детали Клемма

Содержание
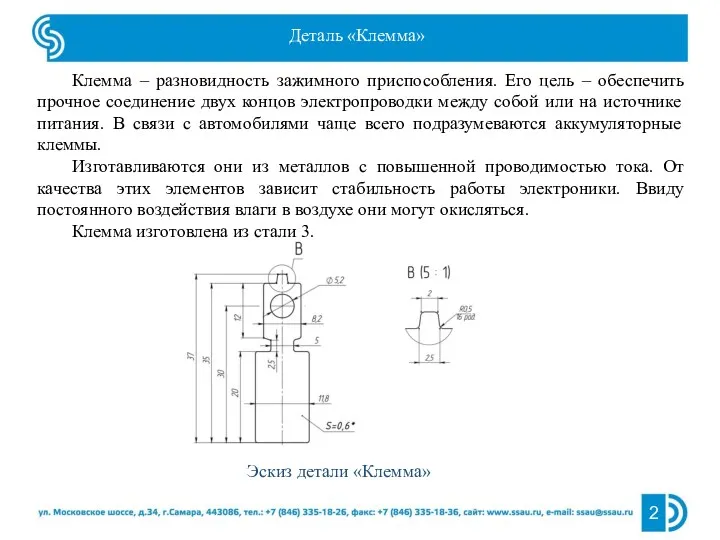
- 2. Деталь «Клемма» Клемма – разновидность зажимного приспособления. Его цель – обеспечить прочное соединение двух концов электропроводки
- 3. Химический состав и свойства материала Ст.3
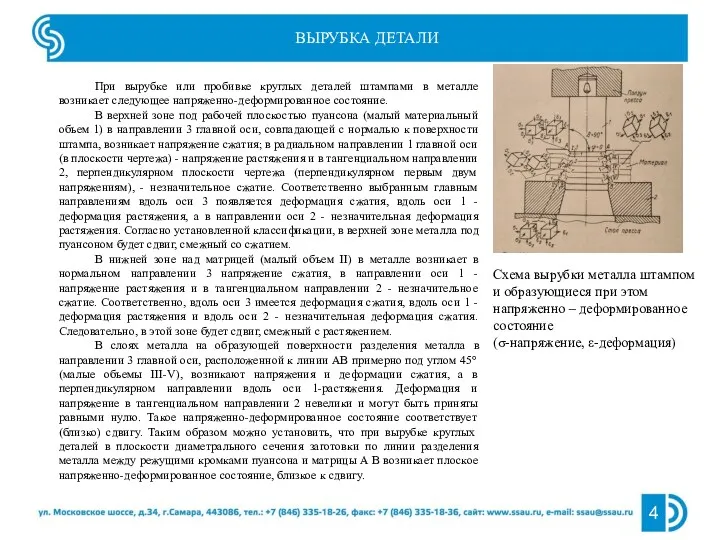
- 4. ВЫРУБКА ДЕТАЛИ При вырубке или пробивке круглых деталей штампами в металле возникает следующее напряженно-деформированное состояние. В
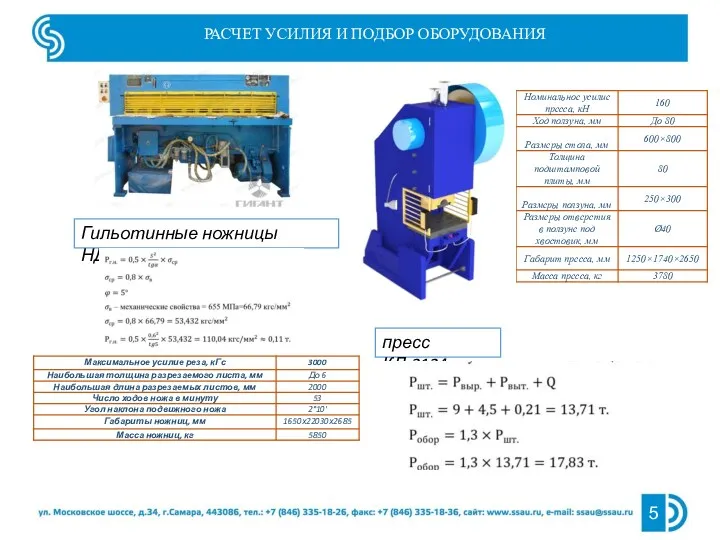
- 5. РАСЧЕТ УСИЛИЯ И ПОДБОР ОБОРУДОВАНИЯ Гильотинные ножницы НД3314 пресс КД-2124
- 6. ЗАКЛЮЧЕНИЕ В работе произвели анализ технологичности конструкции. Анализ механических свойств показал, что материал обладает достаточной пластичностью
- 7. 1 Романовский В.П. Справочник по холодной штамповке. – Л.: Машиностроение, 1979. – 520 с. 2 Пытьев
- 9. Скачать презентацию
Деталь «Клемма»
Клемма – разновидность зажимного приспособления. Его цель – обеспечить прочное
Деталь «Клемма»
Клемма – разновидность зажимного приспособления. Его цель – обеспечить прочное
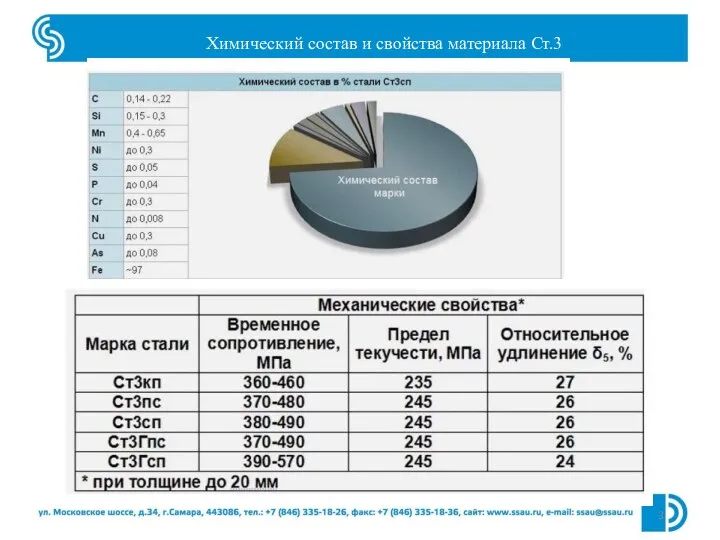
Химический состав и свойства материала Ст.3
Химический состав и свойства материала Ст.3
ВЫРУБКА ДЕТАЛИ
При вырубке или пробивке круглых деталей штампами в металле возникает
ВЫРУБКА ДЕТАЛИ
При вырубке или пробивке круглых деталей штампами в металле возникает
РАСЧЕТ УСИЛИЯ И ПОДБОР ОБОРУДОВАНИЯ
Гильотинные ножницы НД3314
пресс КД-2124
РАСЧЕТ УСИЛИЯ И ПОДБОР ОБОРУДОВАНИЯ
Гильотинные ножницы НД3314
пресс КД-2124
ЗАКЛЮЧЕНИЕ
В работе произвели анализ технологичности конструкции. Анализ механических свойств показал, что
ЗАКЛЮЧЕНИЕ
В работе произвели анализ технологичности конструкции. Анализ механических свойств показал, что
1 Романовский В.П. Справочник по холодной штамповке. – Л.: Машиностроение, 1979.
1 Романовский В.П. Справочник по холодной штамповке. – Л.: Машиностроение, 1979.
 Сентиментализм. Сентименталистское и сентиментальное
Сентиментализм. Сентименталистское и сентиментальное Традиции семьи в русских народных пословицах и поговорках
Традиции семьи в русских народных пословицах и поговорках Мел МКОУ Никольская-1 СОШ Шехавцов
Мел МКОУ Никольская-1 СОШ Шехавцов Аппаратное обеспечение для персонального компьютера
Аппаратное обеспечение для персонального компьютера Дополнительные услуги в гостинице
Дополнительные услуги в гостинице Алмазная россыпь Наш край
Алмазная россыпь Наш край Где нельзя играть. Уроки Веселого Светофора
Где нельзя играть. Уроки Веселого Светофора Электромагнитное взаимодействие
Электромагнитное взаимодействие Виникнення козацтва та утворення Запорізької Січі
Виникнення козацтва та утворення Запорізької Січі Wedding traditions in different countries
Wedding traditions in different countries Качество работы почтовой связи
Качество работы почтовой связи США в 1945-2017 гг
США в 1945-2017 гг INTL 101. Friday A05 & A06. INTL 101. Friday A05 & A06
INTL 101. Friday A05 & A06. INTL 101. Friday A05 & A06 Федеральный закон от 06.12.2011 N 402-ФЗ О бухгалтерском учете
Федеральный закон от 06.12.2011 N 402-ФЗ О бухгалтерском учете Обычаи и традиции народов России
Обычаи и традиции народов России Храм как Сад
Храм как Сад Культура России первой половины 19 века
Культура России первой половины 19 века КАДЕТЫ РОСИИ
КАДЕТЫ РОСИИ Детские книги Наринэ Абгарян
Детские книги Наринэ Абгарян Лазерные системы сигнализации на железнодорожных переездах
Лазерные системы сигнализации на железнодорожных переездах К выступлению учителя-логопеда на родительском собрании в подготовительной группе с ФФНР
К выступлению учителя-логопеда на родительском собрании в подготовительной группе с ФФНР Храм. Основы Православной культуры
Храм. Основы Православной культуры Искусство в религиозной культуре
Искусство в религиозной культуре Группа в социальном пространстве. Признаки и функции коллектива, методика его формирования
Группа в социальном пространстве. Признаки и функции коллектива, методика его формирования Назначение и устройство редуктора и стабилизатора КМ 394
Назначение и устройство редуктора и стабилизатора КМ 394 Круговые процессы (циклы)
Круговые процессы (циклы) Гибка тонколистового металла и проволоки
Гибка тонколистового металла и проволоки С новым Годом, друзья!
С новым Годом, друзья!