- Рельсо-балоный цех АО ЕВРАЗ НТМК. Прохождение практики

Содержание
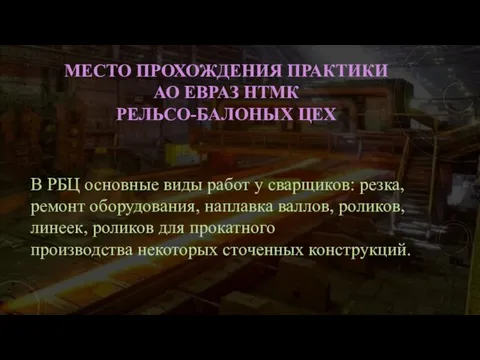
- 2. МЕСТО ПРОХОЖДЕНИЯ ПРАКТИКИ АО ЕВРАЗ НТМК РЕЛЬСО-БАЛОНЫХ ЦЕХ В РБЦ основные виды работ у сварщиков: резка,
- 3. ВЫПОЛНЯЛ СТУДЕНТ ГРУППЫ СВ-6 ЛУНЬКОВ МИХАИЛ ЕВГЕНЬЕВИЧ 3 КУРС ОБУЧЕНИЯ
- 5. ВВЕДЕНИЕ В наше время большое количество финансовых и трудовых ресурсов идет на техническое переоснащение действующих предприятий
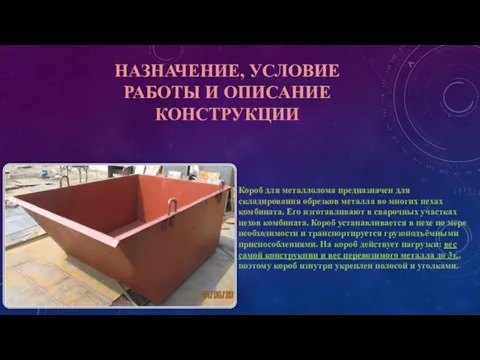
- 6. НАЗНАЧЕНИЕ, УСЛОВИЕ РАБОТЫ И ОПИСАНИЕ КОНСТРУКЦИИ Короб для металлолома предназначен для складирования обрезков металла во многих
- 7. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ Металл и материаллы, применяемые для изготовления сварных металлоконструкций, должны соответствовать правилам
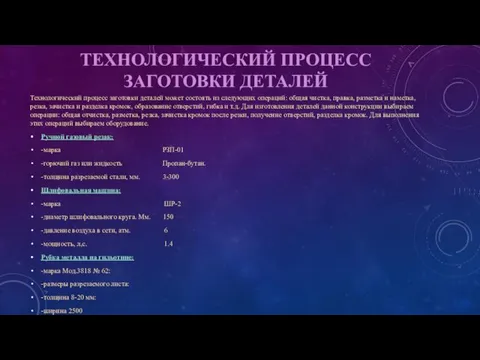
- 8. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ Технологический процесс заготовки деталей может состоять из следующих операций: общая чистка, правка,
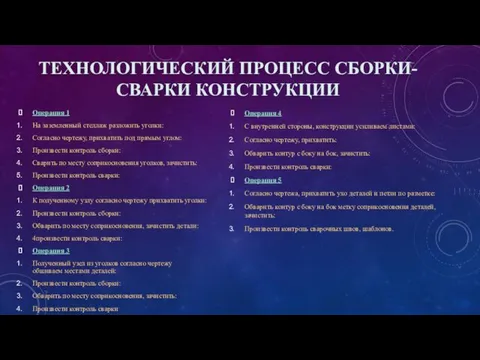
- 9. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ-СВАРКИ КОНСТРУКЦИИ Операция 1 На заземленный стеллаж разложить уголки: Согласно чертежу, прихватить под прямым
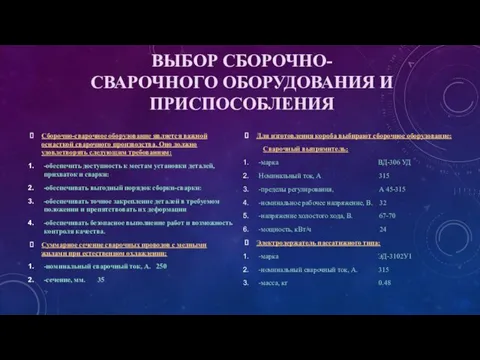
- 10. ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЯ Для изготовления короба выбирают сборочное оборудование: Сварочный выпрямитель: -марка ВД-306 УД
- 11. ВЫБОР ВИДА СВАРКИ Для сварки конструкции выбираем наиболее целесообразный метод с технологической точки зрения сварки -
- 12. СВАРОЧНЫЕ МАТЕРИАЛЫ Электроды должны: -обеспечивать стабильное горение дуги: -хорошо формировать сварной шов: -давать швы определенного химического
- 13. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Эти мероприятия можно разделить на конструкционные и технологические, под
- 14. КОНТРОЛЬ КАЧЕСТВА Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный, разрушающий и не разрушающий.
- 15. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ Согласно чертежу конструкция выполняемая из металла толщиной от 5 до10
- 16. РАСЧЕТ НОРМ ВРЕМЕНИ Расчет состоит из расчета основного времени и всех остальных как дополнительного. T осн.
- 17. РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ Расчет расхода электрода принято производить по формуле: G.эл = Ghm.*Р..кг Ghm. - вес
- 18. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ Расчет производиться по формуле: Q=Ghm *A , кВт/ч. Ghm - вес наплавленного металла,
- 19. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ Перед проводимыми работами должен проводиться инструктаж: Вводный - информировать работника об
- 20. ЭКОЛОГИЯ Выбросы вредных веществ в окружающую среду происходят из-за: особенности и вид производственного процесса; уровень концентрации
- 21. ЗАКЛЮЧЕНИЕ Итогом работы является выбор правильной технологии технологических сборки-сварки металлоконструкции ""КОРОБА ГРУЗОПОДЬЕМНОСТЬЮ 3 Т""., который используется
- 23. Скачать презентацию
МЕСТО ПРОХОЖДЕНИЯ ПРАКТИКИ
АО ЕВРАЗ НТМК
РЕЛЬСО-БАЛОНЫХ ЦЕХ
В РБЦ основные виды работ у
МЕСТО ПРОХОЖДЕНИЯ ПРАКТИКИ
АО ЕВРАЗ НТМК
РЕЛЬСО-БАЛОНЫХ ЦЕХ
В РБЦ основные виды работ у

ВЫПОЛНЯЛ СТУДЕНТ ГРУППЫ СВ-6
ЛУНЬКОВ МИХАИЛ ЕВГЕНЬЕВИЧ
3 КУРС ОБУЧЕНИЯ
ВЫПОЛНЯЛ СТУДЕНТ ГРУППЫ СВ-6
ЛУНЬКОВ МИХАИЛ ЕВГЕНЬЕВИЧ
3 КУРС ОБУЧЕНИЯ
ВВЕДЕНИЕ
В наше время большое количество финансовых и трудовых ресурсов идет на
ВВЕДЕНИЕ
В наше время большое количество финансовых и трудовых ресурсов идет на
НАЗНАЧЕНИЕ, УСЛОВИЕ РАБОТЫ И ОПИСАНИЕ КОНСТРУКЦИИ
Короб для металлолома предназначен для складирования обрезков металла во
НАЗНАЧЕНИЕ, УСЛОВИЕ РАБОТЫ И ОПИСАНИЕ КОНСТРУКЦИИ
Короб для металлолома предназначен для складирования обрезков металла во
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Металл и материаллы, применяемые для изготовления сварных
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Металл и материаллы, применяемые для изготовления сварных
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
Технологический процесс заготовки деталей может состоять из следующих
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
Технологический процесс заготовки деталей может состоять из следующих
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ-СВАРКИ КОНСТРУКЦИИ
Операция 1
На заземленный стеллаж разложить уголки:
Согласно чертежу, прихватить
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ-СВАРКИ КОНСТРУКЦИИ
Операция 1
На заземленный стеллаж разложить уголки:
Согласно чертежу, прихватить
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЯ
Для изготовления короба выбирают сборочное оборудование:
Сварочный выпрямитель:
-марка ВД-306
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЯ
Для изготовления короба выбирают сборочное оборудование:
Сварочный выпрямитель:
-марка ВД-306
ВЫБОР ВИДА СВАРКИ
Для сварки конструкции выбираем наиболее целесообразный метод с технологической
ВЫБОР ВИДА СВАРКИ
Для сварки конструкции выбираем наиболее целесообразный метод с технологической
СВАРОЧНЫЕ МАТЕРИАЛЫ
Электроды должны:
-обеспечивать стабильное горение дуги:
-хорошо формировать сварной шов:
-давать швы определенного
СВАРОЧНЫЕ МАТЕРИАЛЫ
Электроды должны:
-обеспечивать стабильное горение дуги:
-хорошо формировать сварной шов:
-давать швы определенного
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
КОНТРОЛЬ КАЧЕСТВА
Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный,
КОНТРОЛЬ КАЧЕСТВА
Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный,
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Согласно чертежу конструкция выполняемая из металла
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Согласно чертежу конструкция выполняемая из металла
РАСЧЕТ НОРМ ВРЕМЕНИ
Расчет состоит из расчета основного времени и всех остальных
РАСЧЕТ НОРМ ВРЕМЕНИ
Расчет состоит из расчета основного времени и всех остальных
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет расхода электрода принято производить по формуле:
G.эл = Ghm.*Р..кг
Ghm.
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет расхода электрода принято производить по формуле:
G.эл = Ghm.*Р..кг
Ghm.
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производиться по формуле:
Q=Ghm *A , кВт/ч.
Ghm - вес
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производиться по формуле:
Q=Ghm *A , кВт/ч.
Ghm - вес
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Перед проводимыми работами должен проводиться инструктаж:
Вводный -
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Перед проводимыми работами должен проводиться инструктаж:
Вводный -
ЭКОЛОГИЯ
Выбросы вредных веществ в окружающую среду происходят из-за:
особенности и вид производственного
ЭКОЛОГИЯ
Выбросы вредных веществ в окружающую среду происходят из-за:
особенности и вид производственного
ЗАКЛЮЧЕНИЕ
Итогом работы является выбор правильной технологии технологических сборки-сварки металлоконструкции ""КОРОБА ГРУЗОПОДЬЕМНОСТЬЮ
ЗАКЛЮЧЕНИЕ
Итогом работы является выбор правильной технологии технологических сборки-сварки металлоконструкции ""КОРОБА ГРУЗОПОДЬЕМНОСТЬЮ
 Творческий отчет
Творческий отчет Мамуля с днём матери
Мамуля с днём матери Формирование территории России
Формирование территории России Героический характер в мировой литературе
Героический характер в мировой литературе Конспект внеклассного занятия в 4 классе Своя игра1тур
Конспект внеклассного занятия в 4 классе Своя игра1тур Кітап оқуға баулу
Кітап оқуға баулу презентация гига
презентация гига Архитектура компьютеров. Основные характеристики компьютеров
Архитектура компьютеров. Основные характеристики компьютеров 35022
35022 Методологія та організація наукових досліджень з основами інтелектуальної власності
Методологія та організація наукових досліджень з основами інтелектуальної власності Газон. Функции газона
Газон. Функции газона Государственный музей изобразительных искусств Республики Татарстан
Государственный музей изобразительных искусств Республики Татарстан Авторське право та інтернет. Безпечна робота в інтернеті
Авторське право та інтернет. Безпечна робота в інтернеті Енергія вітру
Енергія вітру Россия на рубеже XIX-XX веков
Россия на рубеже XIX-XX веков Длина окружности и площадь круга. 6 класс
Длина окружности и площадь круга. 6 класс Повторение. Порядок действий. 5 класс
Повторение. Порядок действий. 5 класс Некоректні рекламні тексти
Некоректні рекламні тексти Предпосылки формирования внутренней картины болезни и комплаентности
Предпосылки формирования внутренней картины болезни и комплаентности TevaTVRangeMAR17(v1)U77
TevaTVRangeMAR17(v1)U77 Движение в пространстве
Движение в пространстве Типы химических реакций
Типы химических реакций Урок - игра по краеведению Моя Удмуртия
Урок - игра по краеведению Моя Удмуртия Становление хосписной и паллиативной помощи в Москве
Становление хосписной и паллиативной помощи в Москве Алгебра 9 класс. Подготовка к ОГЭ. Задание 5, часть 1
Алгебра 9 класс. Подготовка к ОГЭ. Задание 5, часть 1 Основы маркетинга в сфере массажных услуг
Основы маркетинга в сфере массажных услуг Теория Панспермии
Теория Панспермии Для тех, кто влюблен в аккордеон.
Для тех, кто влюблен в аккордеон.