- Ремонт и наладка опорного узла траверсы формовочной машины

Содержание
- 2. Глава 1 Классификация траверс: Траверсы прессовых механизмов современных формовочных машин делают следующих четырех типов: 1) поворотные
- 3. 1.1 Работа и устройства поворотной траверсы в виде консольной балки Траверса в виде консольной балки схематически
- 6. Классификация по степени амортизации ударов: - встряхивающие механизмы, у которых удар непосредственно передается через станину на
- 7. Классификация по характеру рабочего процесса: - по характеру рабочего процесса встряхивающие механизмы бывают: с отсечкой и
- 8. Классификация по типу воздухораспределения : -с поршневым распределением; -с распределением с помощью перекидного двухседельного клапана
- 9. Глава 2 РЕМОНТ И НАЛАДКА ВСТРЯХИВАЮЩЕГО МЕХАНИЗМА ФОРМОВОЧНОЙ МАШИНЫ Настройка встряхивающего механизма формовочной машины Настройка встряхивающего
- 10. Техническое обслуживание встряхивающего механизма формовочной машины Техническое обслуживание оборудования производится в соответствии с требованиями технической документации
- 11. Техника безопасности при выполнении слесарно-сборочных работ К самостоятельной работе в качестве слесаря на оборудовании допускаются лица,
- 12. Слесарь должен проходить: -повторный инструктаж по безопасности труда проводится на рабочем месте не реже, чем через
- 14. Скачать презентацию
Глава 1 Классификация траверс:
Траверсы прессовых механизмов современных формовочных машин делают следующих
Глава 1 Классификация траверс:
Траверсы прессовых механизмов современных формовочных машин делают следующих
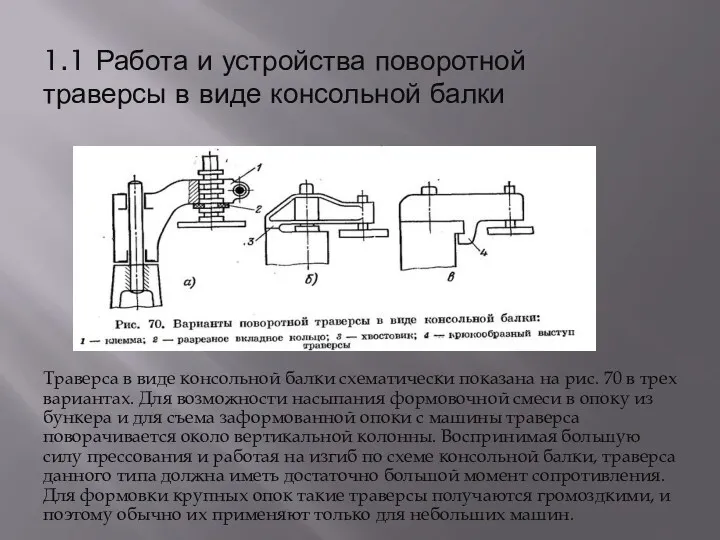
1.1 Работа и устройства поворотной траверсы в виде консольной балки
Траверса в
1.1 Работа и устройства поворотной траверсы в виде консольной балки
Траверса в
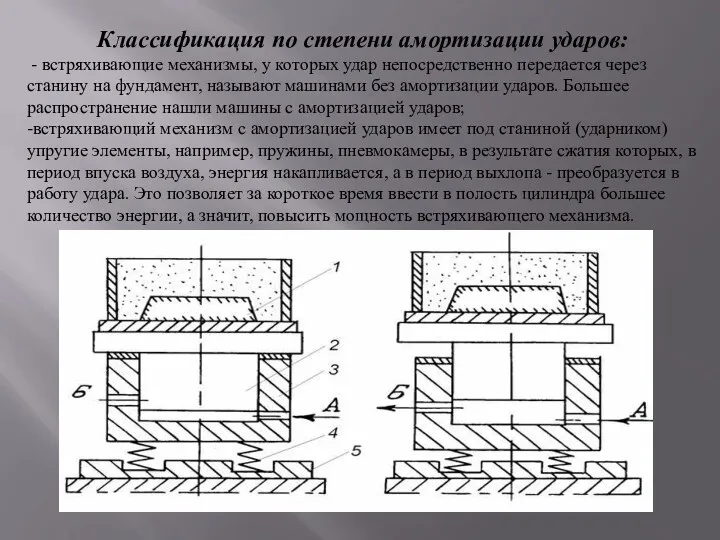
Классификация по степени амортизации ударов:
- встряхивающие механизмы, у которых удар непосредственно
Классификация по степени амортизации ударов:
- встряхивающие механизмы, у которых удар непосредственно
Классификация по характеру рабочего процесса:
- по характеру рабочего процесса встряхивающие механизмы
Классификация по характеру рабочего процесса:
- по характеру рабочего процесса встряхивающие механизмы
Классификация по типу воздухораспределения :
-с поршневым распределением;
-с распределением с
Классификация по типу воздухораспределения :
-с поршневым распределением;
-с распределением с
Глава 2 РЕМОНТ И НАЛАДКА ВСТРЯХИВАЮЩЕГО МЕХАНИЗМА ФОРМОВОЧНОЙ МАШИНЫ
Настройка встряхивающего механизма
Глава 2 РЕМОНТ И НАЛАДКА ВСТРЯХИВАЮЩЕГО МЕХАНИЗМА ФОРМОВОЧНОЙ МАШИНЫ
Настройка встряхивающего механизма
Техническое обслуживание встряхивающего механизма формовочной машины
Техническое обслуживание оборудования производится в
Техническое обслуживание встряхивающего механизма формовочной машины
Техническое обслуживание оборудования производится в
Техника безопасности при выполнении слесарно-сборочных работ
К самостоятельной работе в качестве слесаря
Техника безопасности при выполнении слесарно-сборочных работ
К самостоятельной работе в качестве слесаря
Слесарь должен проходить:
-повторный инструктаж по безопасности труда проводится на рабочем месте
Слесарь должен проходить:
-повторный инструктаж по безопасности труда проводится на рабочем месте
 Педагогика: анализ основных теоретических аспектов
Педагогика: анализ основных теоретических аспектов Любимый уголок моей республики
Любимый уголок моей республики Электроизмерительные приборы. 8 класс
Электроизмерительные приборы. 8 класс Highway construction
Highway construction Завершальний етап ліквідації поліомієліту. Перехід до бОПВ
Завершальний етап ліквідації поліомієліту. Перехід до бОПВ Профессия - стропальщик
Профессия - стропальщик Деревенское подворье: Стиль кантри в ландшафтном дизайне.
Деревенское подворье: Стиль кантри в ландшафтном дизайне. Аналоговый датчик линии
Аналоговый датчик линии Проект Фабрика загадок Диск
Проект Фабрика загадок Диск Холецистит у детей
Холецистит у детей Сигналы ограждения на железнодорожном транспорте
Сигналы ограждения на железнодорожном транспорте Столяр
Столяр Василий Андреевич Жуковский (1783-1852)
Василий Андреевич Жуковский (1783-1852) Родительское собрание на тему: Безопасность детей в Интернете
Родительское собрание на тему: Безопасность детей в Интернете Право на образование
Право на образование Учет взносов и отчислений на обязательное социальное медицинское страхование (ОСМС)
Учет взносов и отчислений на обязательное социальное медицинское страхование (ОСМС) Магия в первобытной культуре. Виды, приемы, механизмы
Магия в первобытной культуре. Виды, приемы, механизмы Построение образовательного пространства детей младшего дошкольного возраста в игровой деятельности
Построение образовательного пространства детей младшего дошкольного возраста в игровой деятельности Знаки препинания в сложном предложении
Знаки препинания в сложном предложении Фрезерование. Выбор торцевых фрез
Фрезерование. Выбор торцевых фрез Скрининговые тесты в диагностике состояния системы гемостаза
Скрининговые тесты в диагностике состояния системы гемостаза ГК Стронг. Гипсостружечная плита
ГК Стронг. Гипсостружечная плита Словарь-презентация терминов по морфологии. Именные части речи
Словарь-презентация терминов по морфологии. Именные части речи Шаблон презентации проекта
Шаблон презентации проекта Стихи собственного сочинения учащихся 3 класса Диск
Стихи собственного сочинения учащихся 3 класса Диск Талисманы Олимпиад
Талисманы Олимпиад Формирование чувства цвета у детей дошкольного возраста
Формирование чувства цвета у детей дошкольного возраста Климат Южной Америки.
Климат Южной Америки.