- Режимы сварки и настройки аппарата

Содержание
- 2. Мы разобрали что необходимо сварщику для организации сварочного поста ТИГ сварки
- 3. Источники питания: https://fubag.ru/tips/vybor-apparata-argonodugovoy-svarki-5-glavnykh-printsipov/ Выбор аппарата аргонодуговой сварки – 5 главных принципов Газовое оборудование: https://svarkamall.ru/obzory/94-podbor-gorelki-tig.html горелки Редуктора/регуляторы
- 4. Специализированное оборудование работает по определенному циклу для обеспечения качества сварки
- 5. Циклограмма отображается на панели, где одновременно выставляются параметры режима сварки, например
- 6. Род тока и полярность , способ зажигания дуги TIG pulser TIG contact ARC LIFT
- 7. Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым
- 8. Осциллятор Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели
- 9. Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу
- 10. Продувка после сварки После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной
- 11. Выбор режима сварки С помощью кнопки на горелке 2-хтактный – для коротких швов 4-хтактный - при
- 12. Плавное нарастание тока Upslope в настраиваемом интервале обеспечивает постепенный нагрев электрода и предотвращает начальный выплеск сварочной
- 13. Спад тока сварки. Downslope Для того чтобы качественно завершить сварочный шов. В этом случае при завершении
- 14. Посмотрите эти функции в настройках аппарата для ТИГ сварки https://www.youtube.com/watch?v=Bl4_gMlXmw8 https://www.youtube.com/watch?v=69IjJV_u04g https://www.youtube.com/watch?v=lT5UFzTRr7E https://www.youtube.com/watch?v=1VkGcrCxgUE https://www.youtube.com/watch?v=CSy_gV6iXfk
- 15. Параметры режима сварки ТИГ
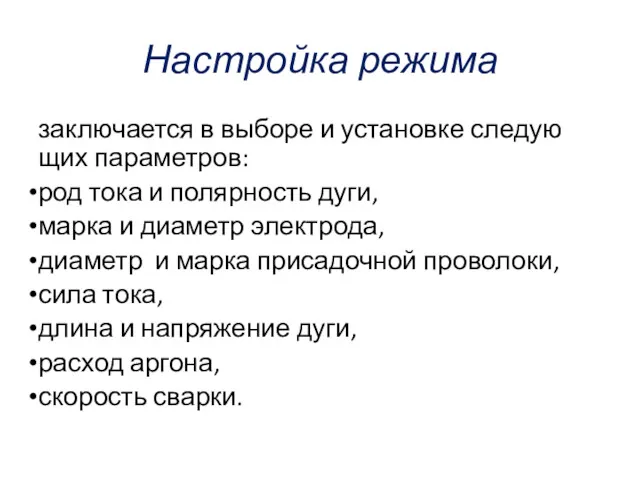
- 16. Настройка режима заключается в выборе и установке следующих параметров: род тока и полярность дуги, марка и
- 17. Циклограмма процессов сварки неплавящимся электродом
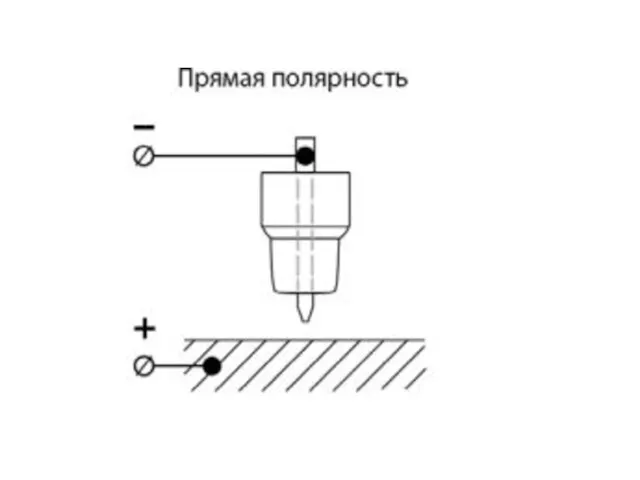
- 18. Род тока и полярность дуги зависят от вида свариваемого металла. Сварку большинства металлов, кроме алюминия, ведут
- 20. Электроды диаметром 0,5... 10 мм по ГОСТ 23949—80 Наибольшее применение нашли электроды из чистого вольфрама марки
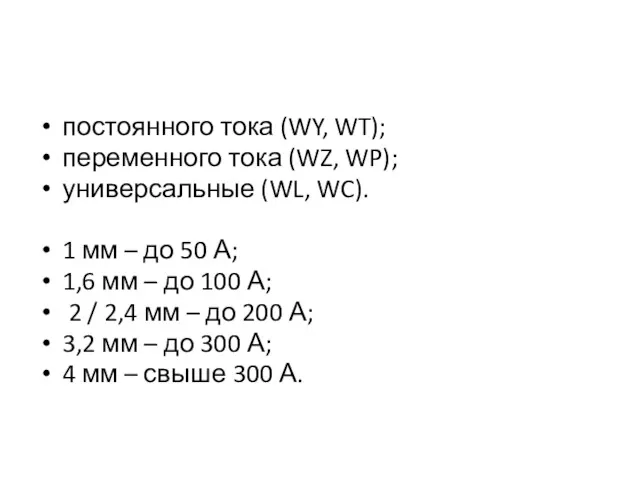
- 24. постоянного тока (WY, WT); переменного тока (WZ, WP); универсальные (WL, WC). 1 мм – до 50
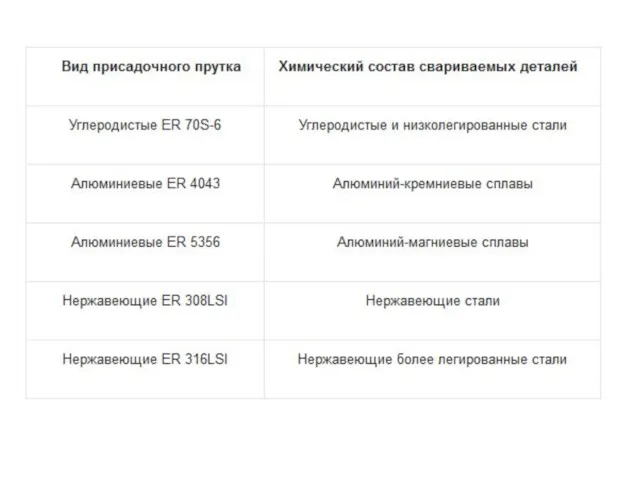
- 26. Подбор присадочной проволоки соответственно марке стали. Присадочную проволоку следует выбирать максимально приближенную к химическому составу основного
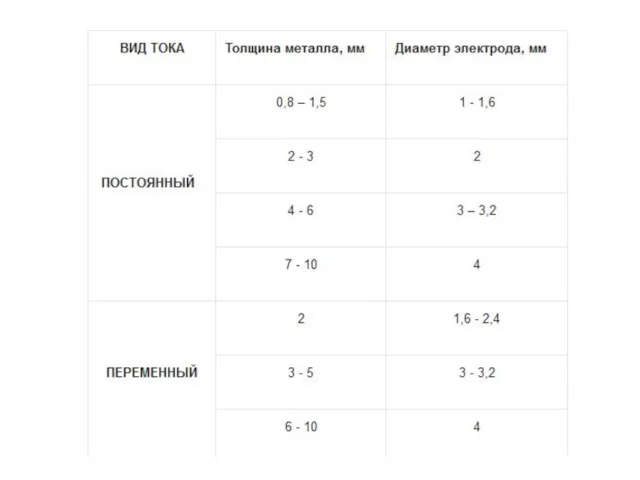
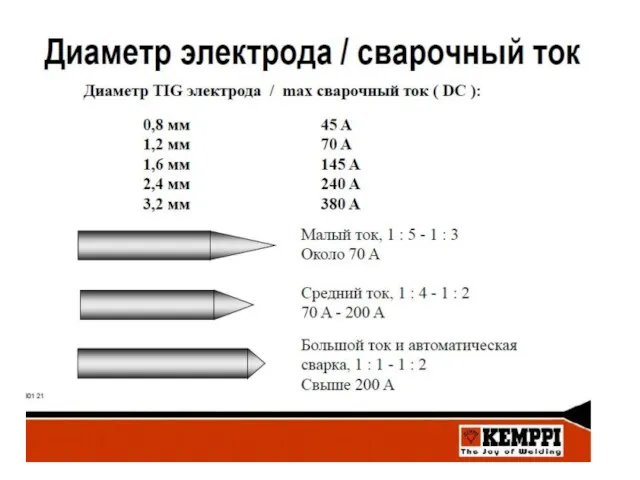
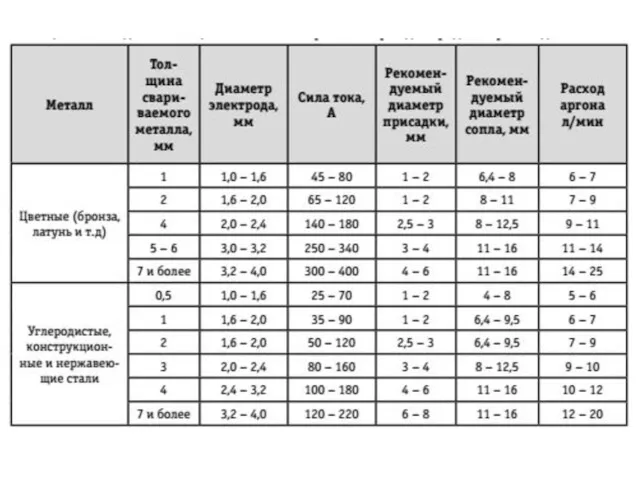
- 29. Сварочный ток определяется диаметром W-электрода, его маркой материалом ,толщиной и разделкой кромок свариваемого изделия родом и
- 30. Регулировка тока сварки. Основная обязательная функция любого аппарата для аргонодуговой сварки Ток сварки выбирается сварщиком в
- 31. Ток Например, при сварке стальных деталей толщиной до 4 мм без разделки кромок ток можно принять
- 32. Чтобы различить подходящий сварочный ток, можно ориентироваться на то, что через 2-3 секунды после горения дуги
- 35. Длину дуги принимают в зависимости от толщины детали и тока. Рекомендуется вести сварку на минимально короткой
- 36. Напряжение дуги меняется в интервале 10...30 В, при сварке на переменном токе — несколько выше. Стандартом
- 37. Расход аргона зависит от вида свариваемого материала, вида шва (стыковой, угловой) и тока. выбирают таким, чтобы
- 38. Качество струйной защиты От конструкции и размеров сопла Расхода защитного газа Расстояния от среза сопла до
- 39. Истечение газов из сопла горелки носит турбулентный характер. Лишь только внутренняя часть газовой струи состоит из
- 41. https://weldering.com/gazovaya-zashchita Н=1,5….4 диаметра сопла L= 7-15 мм
- 44. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и
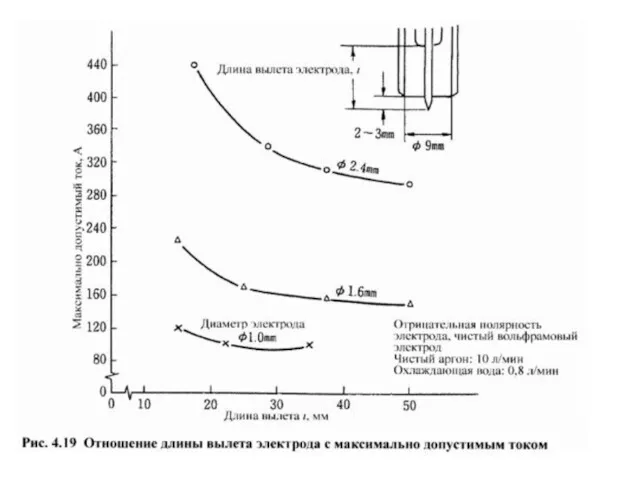
- 46. выпуск электрода Расстояние между концом электрода и торцом сопла горелки при сварке стыковых соединений должен составлять
- 48. Боковая поверхность и торец электрода при правильном выборе параметров режима сварки и размеров электрода должны блестеть.
- 49. Скорость сварки зависит от толщины детали и мощности дуги. Типичные значения скорости 2...100 м/ч.
- 51. Скачать презентацию

Мы разобрали что необходимо сварщику для организации сварочного поста ТИГ сварки
Мы разобрали что необходимо сварщику для организации сварочного поста ТИГ сварки
Источники питания:
https://fubag.ru/tips/vybor-apparata-argonodugovoy-svarki-5-glavnykh-printsipov/
Выбор аппарата аргонодуговой сварки – 5 главных принципов
Газовое оборудование:
https://svarkamall.ru/obzory/94-podbor-gorelki-tig.html
горелки
Редуктора/регуляторы
Сварочные материалы:
https://fubag.ru/tips/uroki-svarki-kak-vybrat-gaz-elektrod-i-svarochnuyu-provoloku-dlya-tig-svarki/
Как
Источники питания:
https://fubag.ru/tips/vybor-apparata-argonodugovoy-svarki-5-glavnykh-printsipov/
Выбор аппарата аргонодуговой сварки – 5 главных принципов
Газовое оборудование:
https://svarkamall.ru/obzory/94-podbor-gorelki-tig.html
горелки
Редуктора/регуляторы
Сварочные материалы:
https://fubag.ru/tips/uroki-svarki-kak-vybrat-gaz-elektrod-i-svarochnuyu-provoloku-dlya-tig-svarki/
Как
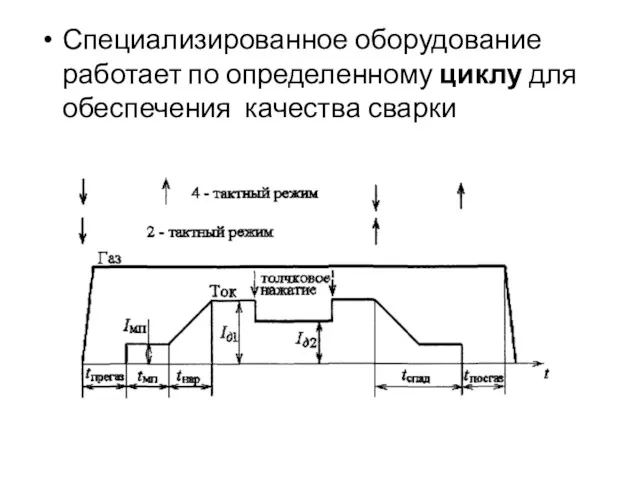
Специализированное оборудование работает по определенному циклу для обеспечения качества сварки
Специализированное оборудование работает по определенному циклу для обеспечения качества сварки
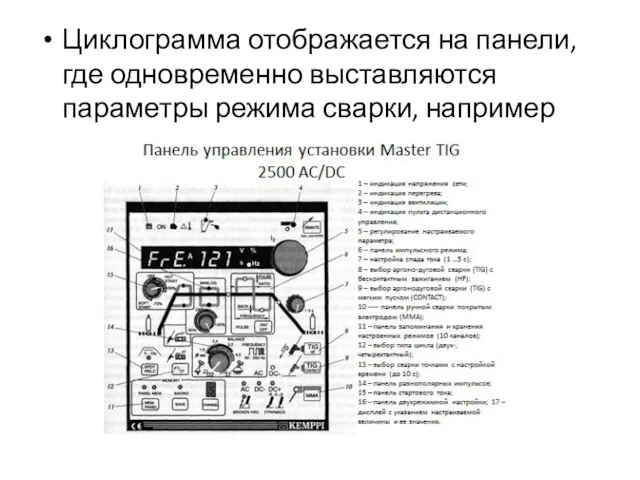
Циклограмма отображается на панели, где одновременно выставляются параметры режима сварки, например
Циклограмма отображается на панели, где одновременно выставляются параметры режима сварки, например
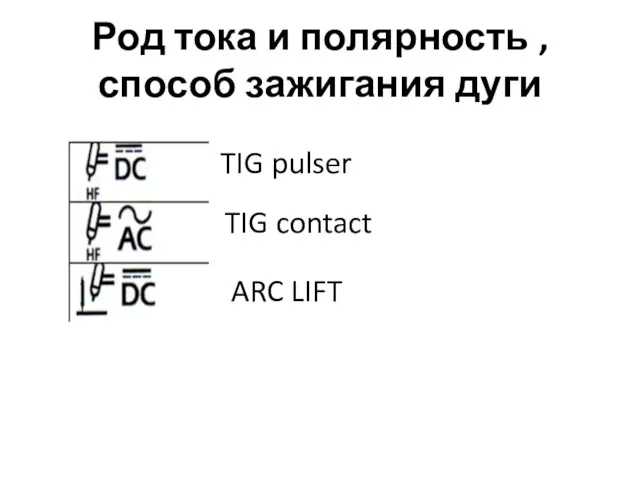
Род тока и полярность , способ зажигания дуги
TIG pulser
TIG contact
ARC LIFT
Род тока и полярность , способ зажигания дуги
TIG pulser
TIG contact
ARC LIFT
Подъем дуги (ARC LIFT).
При работе аппаратом с контактным поджигом для зажигания
Подъем дуги (ARC LIFT).
При работе аппаратом с контактным поджигом для зажигания
Осциллятор
Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига
Осциллятор
Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига
Предварительная продувка.
Для того чтобы исключить окисление поверхности металла при начале
Предварительная продувка.
Для того чтобы исключить окисление поверхности металла при начале
Продувка после сварки
После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг
Продувка после сварки
После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг
Выбор режима сварки
С помощью кнопки на горелке
2-хтактный – для коротких швов
4-хтактный
Выбор режима сварки
С помощью кнопки на горелке
2-хтактный – для коротких швов
4-хтактный
Плавное нарастание тока
Upslope
в настраиваемом интервале обеспечивает постепенный нагрев электрода
Плавное нарастание тока
Upslope
в настраиваемом интервале обеспечивает постепенный нагрев электрода
Спад тока сварки.
Downslope
Для того чтобы качественно завершить сварочный шов.
В
Спад тока сварки.
Downslope
Для того чтобы качественно завершить сварочный шов.
В
Посмотрите эти функции в настройках аппарата для ТИГ сварки
https://www.youtube.com/watch?v=Bl4_gMlXmw8
https://www.youtube.com/watch?v=69IjJV_u04g
https://www.youtube.com/watch?v=lT5UFzTRr7E
https://www.youtube.com/watch?v=1VkGcrCxgUE
https://www.youtube.com/watch?v=CSy_gV6iXfk
Посмотрите эти функции в настройках аппарата для ТИГ сварки
https://www.youtube.com/watch?v=Bl4_gMlXmw8
https://www.youtube.com/watch?v=69IjJV_u04g
https://www.youtube.com/watch?v=lT5UFzTRr7E
https://www.youtube.com/watch?v=1VkGcrCxgUE
https://www.youtube.com/watch?v=CSy_gV6iXfk
Параметры режима сварки ТИГ
Параметры режима сварки ТИГ
Настройка режима
заключается в выборе и установке следующих параметров:
род тока
Настройка режима
заключается в выборе и установке следующих параметров:
род тока
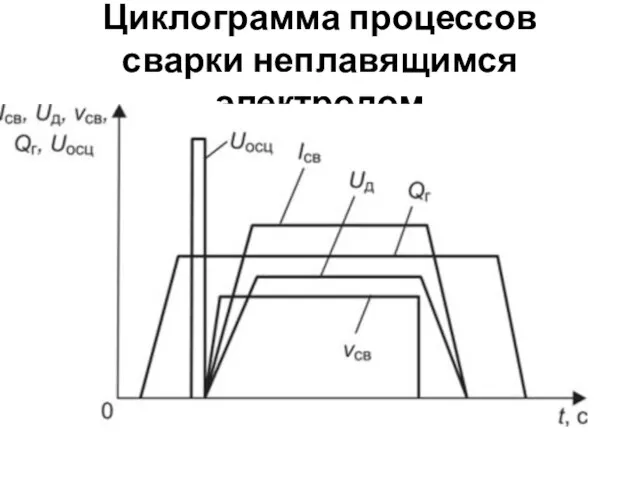
Циклограмма процессов сварки неплавящимся электродом
Циклограмма процессов сварки неплавящимся электродом
Род тока и полярность дуги
зависят от вида свариваемого металла.
Сварку
Род тока и полярность дуги
зависят от вида свариваемого металла.
Сварку
Электроды
диаметром 0,5... 10 мм по ГОСТ 23949—80
Наибольшее применение нашли
Электроды
диаметром 0,5... 10 мм по ГОСТ 23949—80
Наибольшее применение нашли


постоянного тока (WY, WT);
переменного тока (WZ, WP);
универсальные (WL, WC).
1
постоянного тока (WY, WT);
переменного тока (WZ, WP);
универсальные (WL, WC).
1
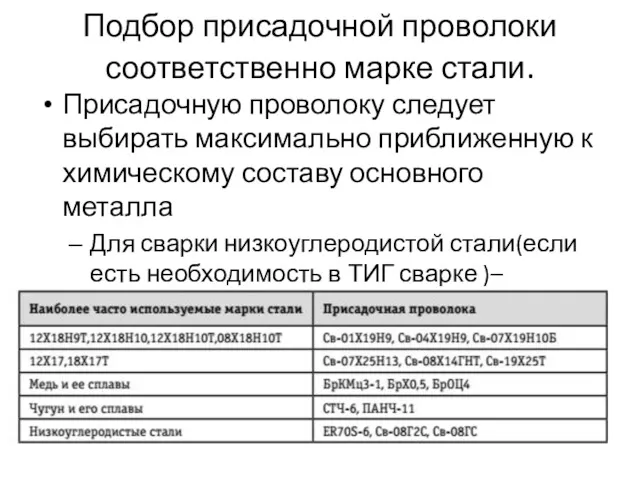
Подбор присадочной проволоки соответственно марке стали.
Присадочную проволоку следует выбирать максимально
Подбор присадочной проволоки соответственно марке стали.
Присадочную проволоку следует выбирать максимально

Сварочный ток
определяется
диаметром W-электрода, его маркой
материалом ,толщиной и разделкой
Сварочный ток
определяется
диаметром W-электрода, его маркой
материалом ,толщиной и разделкой
Регулировка тока сварки.
Основная обязательная функция любого аппарата для аргонодуговой сварки
Ток
Регулировка тока сварки.
Основная обязательная функция любого аппарата для аргонодуговой сварки
Ток
Ток
Например, при сварке стальных деталей толщиной до 4 мм без разделки
Ток
Например, при сварке стальных деталей толщиной до 4 мм без разделки
Чтобы различить подходящий сварочный ток, можно ориентироваться на то, что через
Чтобы различить подходящий сварочный ток, можно ориентироваться на то, что через

Длину дуги
принимают в зависимости от толщины детали и тока.
Рекомендуется
Длину дуги
принимают в зависимости от толщины детали и тока.
Рекомендуется
Напряжение дуги
меняется в интервале 10...30 В,
при сварке на переменном токе
Напряжение дуги
меняется в интервале 10...30 В,
при сварке на переменном токе
Расход аргона
зависит от вида свариваемого материала, вида шва (стыковой, угловой)
Расход аргона
зависит от вида свариваемого материала, вида шва (стыковой, угловой)
Качество струйной защиты
От конструкции и размеров сопла
Расхода защитного газа
Расстояния от среза
Качество струйной защиты
От конструкции и размеров сопла
Расхода защитного газа
Расстояния от среза
Истечение газов из сопла горелки носит турбулентный характер.
Лишь только внутренняя
Истечение газов из сопла горелки носит турбулентный характер.
Лишь только внутренняя

https://weldering.com/gazovaya-zashchita
Н=1,5….4 диаметра сопла
L= 7-15 мм
https://weldering.com/gazovaya-zashchita
Н=1,5….4 диаметра сопла
L= 7-15 мм


Для улучшения защиты
при сварке на ветру и на повышенных скоростях
Для улучшения защиты
при сварке на ветру и на повышенных скоростях


выпуск электрода
Расстояние между концом электрода и торцом сопла горелки
при
выпуск электрода
Расстояние между концом электрода и торцом сопла горелки
при
Боковая поверхность и торец электрода при правильном выборе параметров режима сварки
Боковая поверхность и торец электрода при правильном выборе параметров режима сварки
Скорость сварки
зависит от толщины детали и мощности дуги.
Типичные значения
Скорость сварки
зависит от толщины детали и мощности дуги.
Типичные значения
 Рациональное питание
Рациональное питание Презентация История жеательной резинки
Презентация История жеательной резинки Правление Ивана IV Грозного (1533-1584)
Правление Ивана IV Грозного (1533-1584) Визитная карточка Д/С № 207
Визитная карточка Д/С № 207 Arduino. Проект: Beyond reason
Arduino. Проект: Beyond reason Спирты
Спирты Родительское собрание
Родительское собрание Большие социальные группы (Тема 4)
Большие социальные группы (Тема 4) Обобщенная структурная схема системы передачи дискретных сообщений (передачи данных)
Обобщенная структурная схема системы передачи дискретных сообщений (передачи данных) Мы делили апельсин. Пальчиковая гимнастика.
Мы делили апельсин. Пальчиковая гимнастика. Опыт проведения православного фестиваля детского художественного творчества Светлая Пасха
Опыт проведения православного фестиваля детского художественного творчества Светлая Пасха Эволюция звезд
Эволюция звезд Дүниежүзі елдерін даму деңгейі бойынша жіктеу
Дүниежүзі елдерін даму деңгейі бойынша жіктеу Правила школьной жизни
Правила школьной жизни Учет денежных средств в иностранной валюте
Учет денежных средств в иностранной валюте Возбуждение уголовного дела
Возбуждение уголовного дела О молитве
О молитве Улицы города Владимир, названные в честь владимирцев - героев Великой Отечественной Войны
Улицы города Владимир, названные в честь владимирцев - героев Великой Отечественной Войны Материал по краеведению Республики Адыгея
Материал по краеведению Республики Адыгея Теория и история потребительской кооперации
Теория и история потребительской кооперации Adding forces
Adding forces проект по теме: Дидактическая игра как средство развития словаря у детей младшего дошкольного возраста
проект по теме: Дидактическая игра как средство развития словаря у детей младшего дошкольного возраста Презентация к занятию Вежливость и доброта
Презентация к занятию Вежливость и доброта Общие положения об обязательствах
Общие положения об обязательствах СССР в годы перестройки
СССР в годы перестройки восприятие мира
восприятие мира Визитная карточка проекта НАШИ ПРЕЗЕНТАЦИИ.
Визитная карточка проекта НАШИ ПРЕЗЕНТАЦИИ. Опасности в Интернете
Опасности в Интернете