- Шахтные ленточные конвейеры

Содержание
- 2. 5.1 Общие сведения и классификация Ленточные конвейеры широко используют в транспортных выработках угольных шахт, разрабатывающих пологие
- 3. Ленточный конвейер состоит из бесконечной ленты 1, которая огибает приводной 2 и натяжной 3 барабаны. Лента
- 4. В настоящее время на шахтах РФ применяют конвейеры, выпускаемые как российскими производителями, так и зарубежными, рис.5.2.
- 5. Рис.5.3 Магистральный шахтный ленточный конвейер: а-чертёж общего вида: 1-разгрузочный барабан; 2-приводной блок ; 3-линейная секция конвейера;
- 6. Таблица 5.1 Основные технические данные ленточных конвейеров ОАО «Александровский машиностроительный завод»
- 7. Продолжение таблицы 5.2 *) в этой и последующих таблицах знак(-) обозначает транспортирование конвейером «сверху – вниз»,
- 8. Таблица 5.2 Технические характеристики шахтных конвейеров выпускаемых ОАО «Сибсельмаш»
- 9. Таблица 5.3 Основные параметры конвейеров «Гварек» и «Пиома» изготавливаемых в Польше
- 10. В шахтных ленточных конвейерах выпускаемых российскими производителями применена поблочная унификация приводных устройств. Для этих конвейеров принято
- 11. Рис. 5.5 Схема ленточного конвейера с ленточным промежуточным приводом: 1 – разгрузочный барабан; 2, 4 –
- 12. 5.2 Требования назначения Конвейеры должны соответствовать требованиям существующего стандарта, отраслевым нормативным документам, техническим документам на конвейеры
- 13. Рис. 5.7 График применимости конвейера 2ЛТ 100У - зависимости длины конвейера (L) от производительности (Q) и
- 14. 5.3 Основные узлы шахтных ленточных конвейеров 5.3.1 Приводные станции ленточных конвейеров Основными узлами привода (приводной станции)
- 15. Рис. 5.8 Схемы обводки ленты на приводных станциях по барабанам: а,б – однобарабанные привода; в,г –
- 16. Рис.5.10 Компоновка привода ленточного конвейера: красный цвет-электродвигатель; бирюзовый цвет – турбомуфта; зелёный цвет – тормоз; синий
- 17. Рис. 5.11. Двухбарабанный привод (3D) c разгрузочным барабаном конструкции завода «Красный Октябрь» Номинальный диаметр приводных и
- 18. 5.3.2 Конвейерные ленты Конвейерная лента является одновременно тяговым и грузонесущим органом конвейера, что определяет специфические требования
- 19. Рис.5.13 Конструкция резинотканевой конвейерной ленты: 1 – верхняя (рабочая) резиновая обкладка, 2 – тканевые прокладки (каркас),
- 20. Резинотканевые конвейерные ленты PHOENIX Таблица 5.4
- 21. Таблица 5.5 Технические характеристики многопрокладочных конвейерных лент «Феникс»
- 22. Таблица 5.6 Однопрокладочные резинотканевые конвейерные ленты PHOENIX
- 23. Характеристики однопрокладочных конвейерных лент Таблица 5.7
- 24. Резинотросовые конвейерные ленты PHOENIX Таблица 5.8
- 25. Параметры резинотросовых лент фирмы «PНOENIX» с обкладками типа Х Таблица 5.9
- 26. На заводе изготовителе конвейерные ленты изготовляются различной длины от 150 до 250 метров, в зависимости от
- 27. Для шахтных телескопических ленточных конвейеров, длина которых постоянно сокращается, обычно применяют механические соединения концов лент, рис.5.16
- 28. Разделка концов резинотканевых многопрокладочных лент, рис. 5.18 и резинотросовых лент, рис. 5.19 выполняется в соответствии с
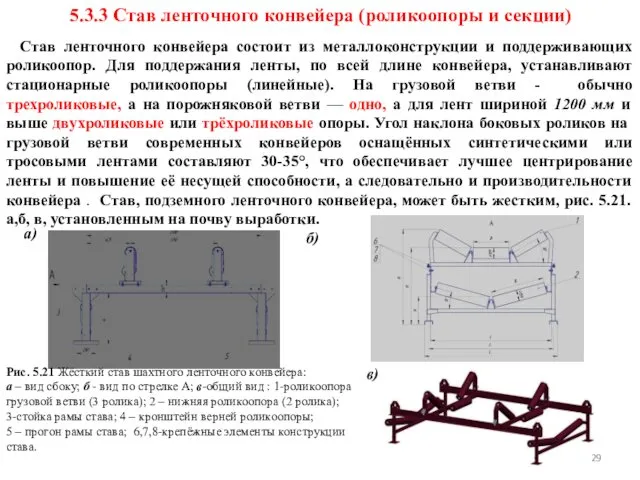
- 29. 5.3.3 Став ленточного конвейера (роликоопоры и секции) Став ленточного конвейера состоит из металлоконструкции и поддерживающих роликоопор.
- 30. Жёсткий став ленточного конвейера может быть подвешен к элементам кровли выработки, в случае, когда почва выработки
- 31. Став конвейера может быть, также канатным, установленным на почву выработки, с шарнирными подвесными роликоопорами, рис.5. 24.
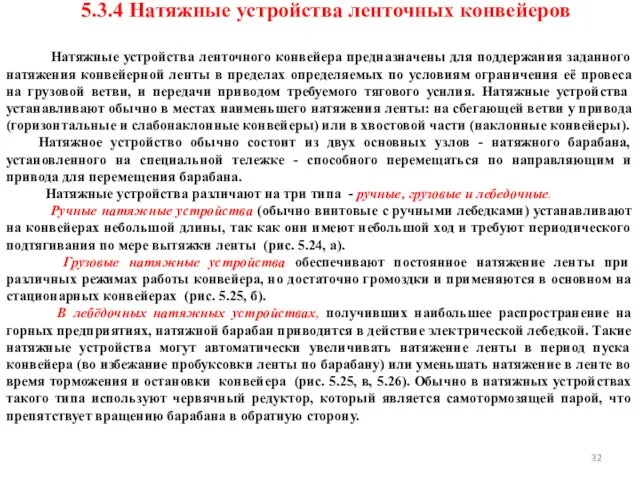
- 32. 5.3.4 Натяжные устройства ленточных конвейеров Натяжные устройства ленточного конвейера предназначены для поддержания заданного натяжения конвейерной ленты
- 33. Рис.5.25 Схемы натяжных устройств ленточных конвейеров: а-винтовые; б, в-грузовые; г-лебёдочные. 5.3.4
- 34. Рис. 5.26 Чертёж натяжной станции лебёдочного типа конвейера КЛКТ -1200 завода «Красный Октябрь»: а – вид
- 35. Рис. 5.27 Чертёж секции натяжной с тележкой, ленточного конвейера КЛКТ -1200 завода «Красный Октябрь»
- 36. Загрузочное устройство предназначено для, обеспечения погрузки транспортируемого материала на движущуюся ленту в соответствии со следующими требованиям
- 37. Рис. 5.28 Роликоопора узла загрузки ленточного конвейера для погрузки на ленту крупнокусковых грузов В последние годы,
- 38. Амортизирующая балка состоит из 3 различных слоёв. Верхний слой, изготавливаемый из высокомолекулярного полиэтилена, обеспечивает минимальное трение
- 39. Для опор скольжения характерны отсутствие вращающихся частей. Их использование уменьшает образование пыли и просыпи, вследствие плотного
- 40. Рис. 5.33 Узел перегрузки с одного ленточного конвейера на другой, фирмы «BUCYRUS», США
- 42. Скачать презентацию
5.1 Общие сведения и классификация
Ленточные конвейеры широко используют в транспортных
5.1 Общие сведения и классификация
Ленточные конвейеры широко используют в транспортных
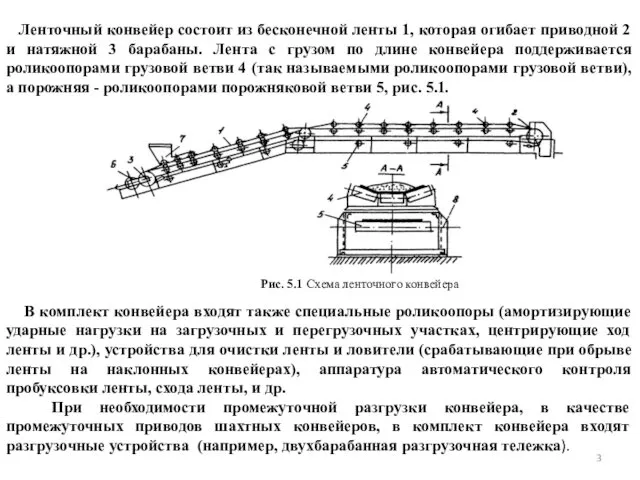
Ленточный конвейер состоит из бесконечной ленты 1, которая огибает приводной
Ленточный конвейер состоит из бесконечной ленты 1, которая огибает приводной

В настоящее время на шахтах РФ применяют конвейеры, выпускаемые как российскими
В настоящее время на шахтах РФ применяют конвейеры, выпускаемые как российскими
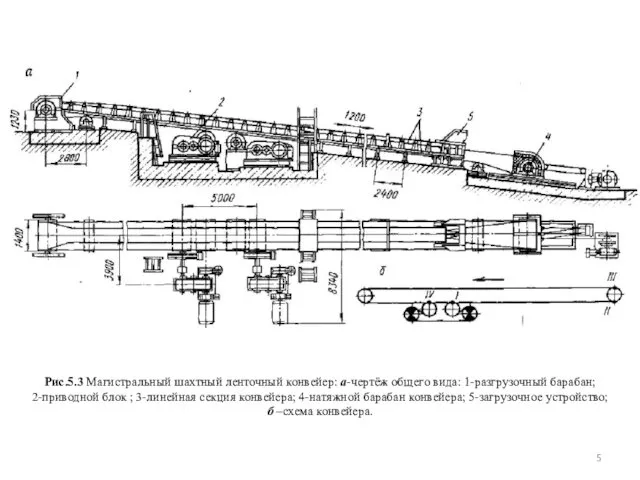
Рис.5.3 Магистральный шахтный ленточный конвейер: а-чертёж общего вида: 1-разгрузочный барабан;
2-приводной
Рис.5.3 Магистральный шахтный ленточный конвейер: а-чертёж общего вида: 1-разгрузочный барабан;
2-приводной
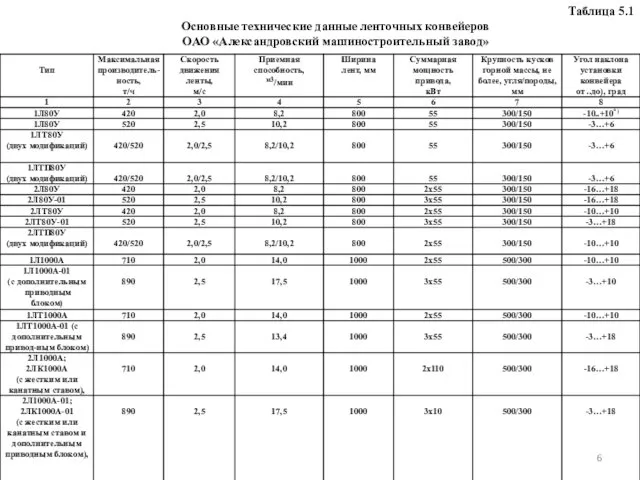
Таблица 5.1
Основные технические данные ленточных конвейеров
ОАО «Александровский машиностроительный завод»
Таблица 5.1
Основные технические данные ленточных конвейеров
ОАО «Александровский машиностроительный завод»
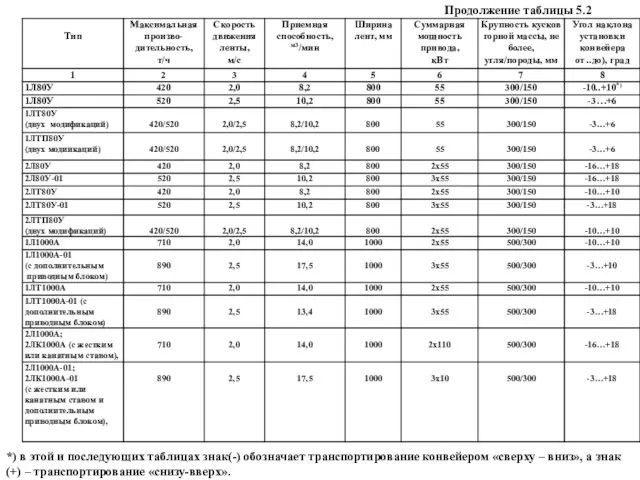
Продолжение таблицы 5.2
*) в этой и последующих таблицах знак(-) обозначает транспортирование
Продолжение таблицы 5.2
*) в этой и последующих таблицах знак(-) обозначает транспортирование
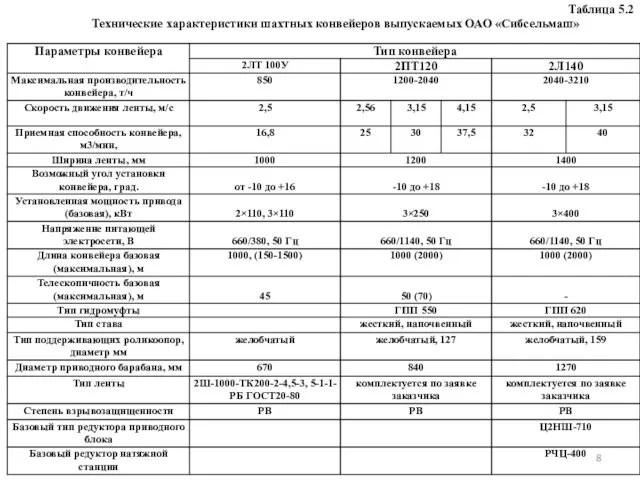
Таблица 5.2
Технические характеристики шахтных конвейеров выпускаемых ОАО «Сибсельмаш»
Таблица 5.2
Технические характеристики шахтных конвейеров выпускаемых ОАО «Сибсельмаш»
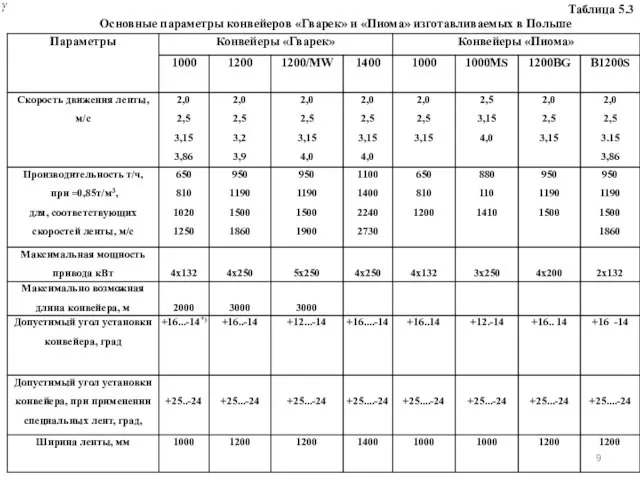
Таблица 5.3
Основные параметры конвейеров «Гварек» и «Пиома» изготавливаемых в Польше
Таблица 5.3
Основные параметры конвейеров «Гварек» и «Пиома» изготавливаемых в Польше
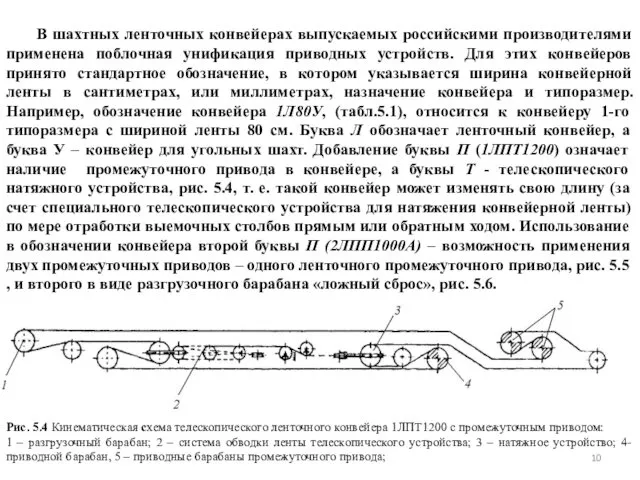
В шахтных ленточных конвейерах выпускаемых российскими производителями применена поблочная унификация
В шахтных ленточных конвейерах выпускаемых российскими производителями применена поблочная унификация
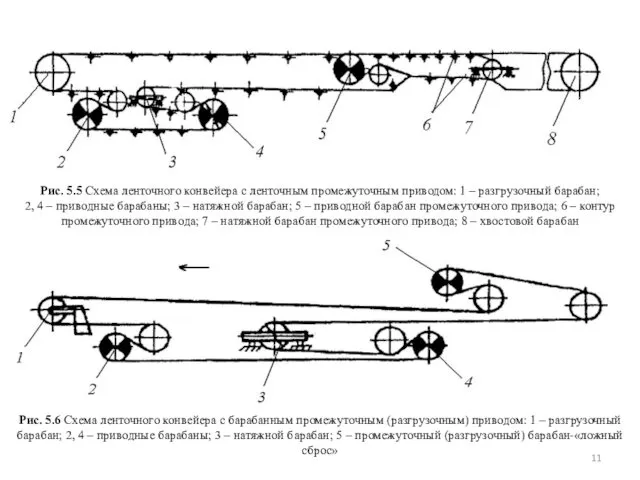
Рис. 5.5 Схема ленточного конвейера с ленточным промежуточным приводом: 1 –
Рис. 5.5 Схема ленточного конвейера с ленточным промежуточным приводом: 1 –
5.2 Требования назначения
Конвейеры должны соответствовать требованиям существующего стандарта, отраслевым нормативным документам,
5.2 Требования назначения
Конвейеры должны соответствовать требованиям существующего стандарта, отраслевым нормативным документам,
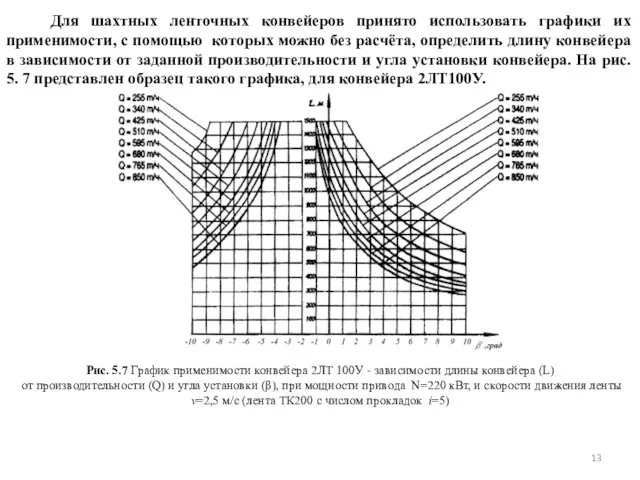
Рис. 5.7 График применимости конвейера 2ЛТ 100У - зависимости длины конвейера
Рис. 5.7 График применимости конвейера 2ЛТ 100У - зависимости длины конвейера
5.3 Основные узлы шахтных ленточных конвейеров
5.3.1 Приводные станции ленточных конвейеров
Основными
5.3 Основные узлы шахтных ленточных конвейеров
5.3.1 Приводные станции ленточных конвейеров
Основными
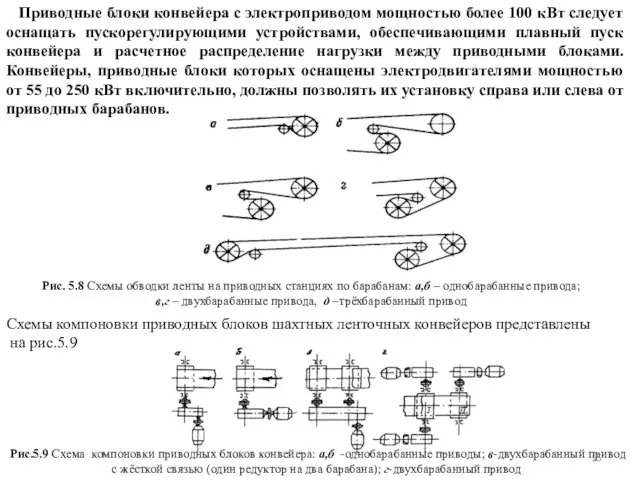
Рис. 5.8 Схемы обводки ленты на приводных станциях по барабанам: а,б
Рис. 5.8 Схемы обводки ленты на приводных станциях по барабанам: а,б

Рис.5.10 Компоновка привода ленточного конвейера: красный цвет-электродвигатель; бирюзовый цвет – турбомуфта;
Рис.5.10 Компоновка привода ленточного конвейера: красный цвет-электродвигатель; бирюзовый цвет – турбомуфта;

Рис. 5.11. Двухбарабанный привод (3D) c разгрузочным барабаном конструкции завода «Красный
Рис. 5.11. Двухбарабанный привод (3D) c разгрузочным барабаном конструкции завода «Красный
5.3.2 Конвейерные ленты
Конвейерная лента является одновременно тяговым и грузонесущим органом
5.3.2 Конвейерные ленты
Конвейерная лента является одновременно тяговым и грузонесущим органом
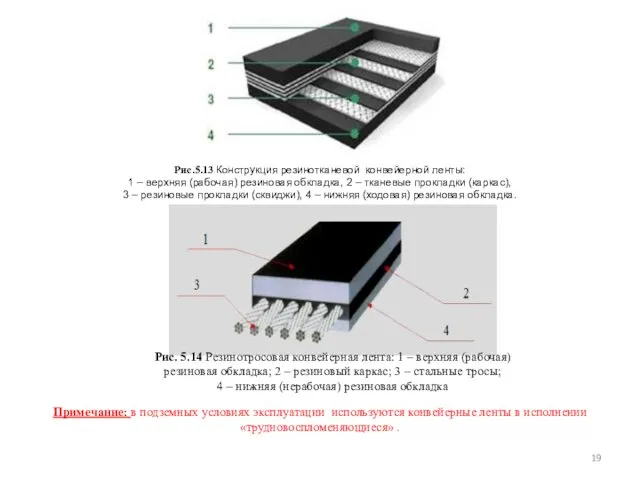
Рис.5.13 Конструкция резинотканевой конвейерной ленты:
1 – верхняя (рабочая) резиновая обкладка, 2
Рис.5.13 Конструкция резинотканевой конвейерной ленты:
1 – верхняя (рабочая) резиновая обкладка, 2

Резинотканевые конвейерные ленты PHOENIX
Таблица 5.4
Резинотканевые конвейерные ленты PHOENIX
Таблица 5.4

Таблица 5.5
Технические характеристики многопрокладочных конвейерных лент «Феникс»
Таблица 5.5
Технические характеристики многопрокладочных конвейерных лент «Феникс»
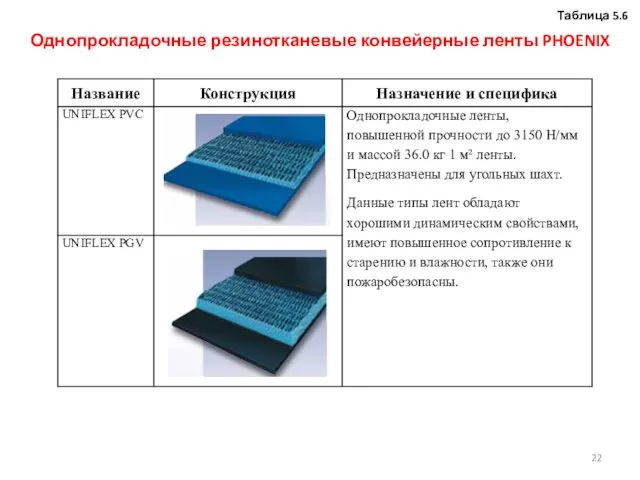
Таблица 5.6
Однопрокладочные резинотканевые конвейерные ленты PHOENIX
Таблица 5.6
Однопрокладочные резинотканевые конвейерные ленты PHOENIX
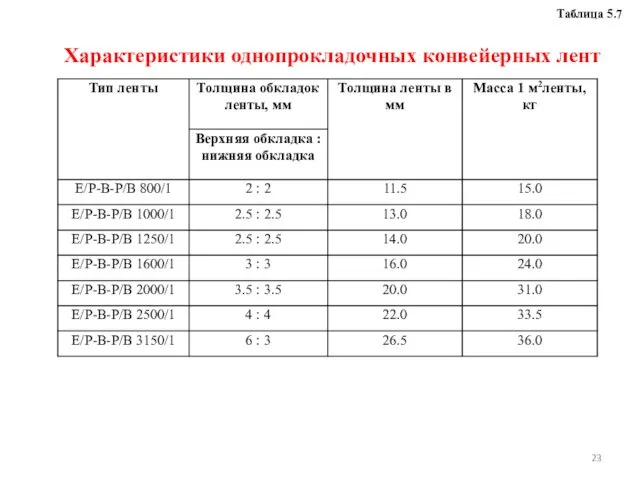
Характеристики однопрокладочных конвейерных лент
Таблица 5.7
Характеристики однопрокладочных конвейерных лент
Таблица 5.7
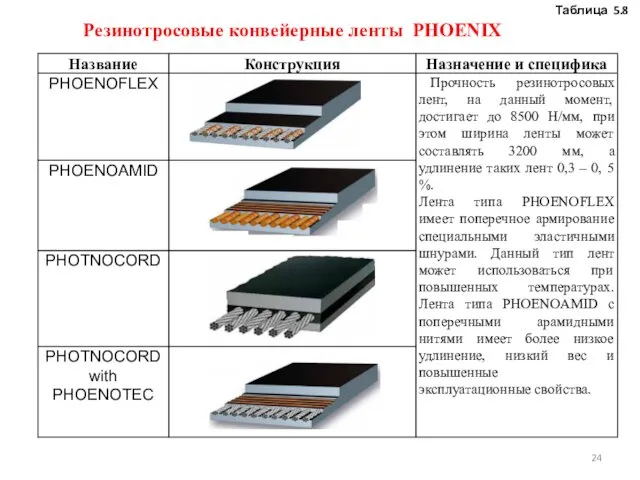
Резинотросовые конвейерные ленты PHOENIX
Таблица 5.8
Резинотросовые конвейерные ленты PHOENIX
Таблица 5.8
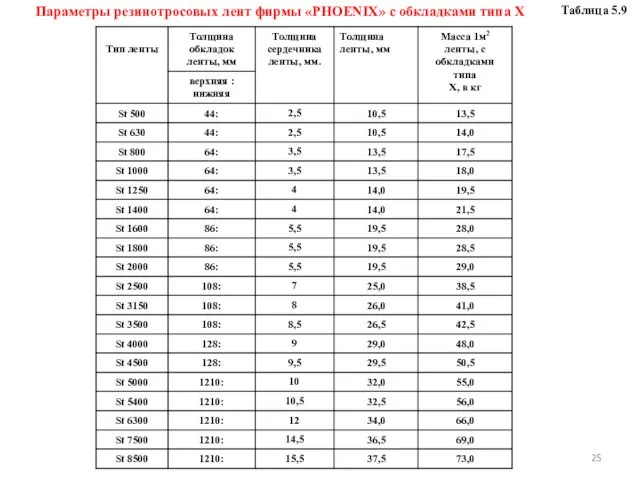
Параметры резинотросовых лент фирмы «PНOENIX» с обкладками типа Х
Таблица 5.9
Параметры резинотросовых лент фирмы «PНOENIX» с обкладками типа Х
Таблица 5.9
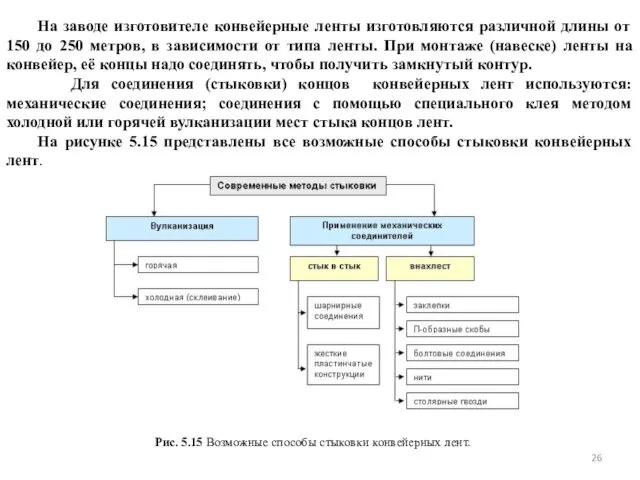
На заводе изготовителе конвейерные ленты изготовляются различной длины от 150
На заводе изготовителе конвейерные ленты изготовляются различной длины от 150
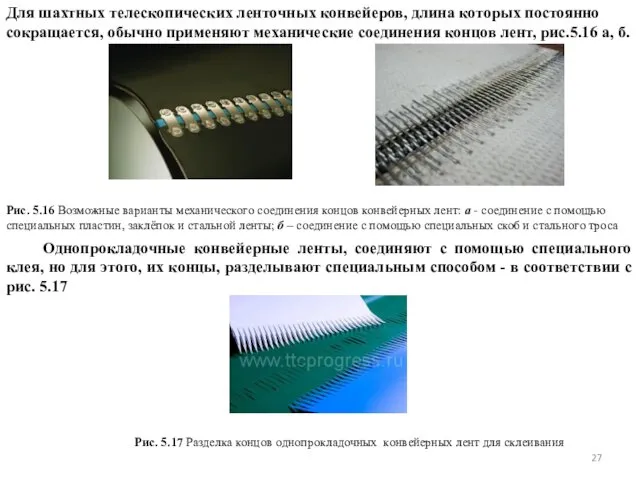
Для шахтных телескопических ленточных конвейеров, длина которых постоянно
сокращается, обычно применяют
Для шахтных телескопических ленточных конвейеров, длина которых постоянно
сокращается, обычно применяют
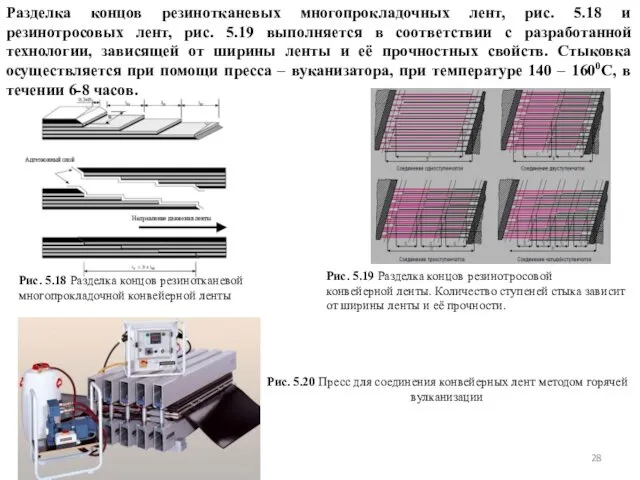
Разделка концов резинотканевых многопрокладочных лент, рис. 5.18 и резинотросовых лент, рис.
Разделка концов резинотканевых многопрокладочных лент, рис. 5.18 и резинотросовых лент, рис.
5.3.3 Став ленточного конвейера (роликоопоры и секции)
Став ленточного конвейера состоит
5.3.3 Став ленточного конвейера (роликоопоры и секции)
Став ленточного конвейера состоит

Жёсткий став ленточного конвейера может быть подвешен к элементам кровли
Жёсткий став ленточного конвейера может быть подвешен к элементам кровли
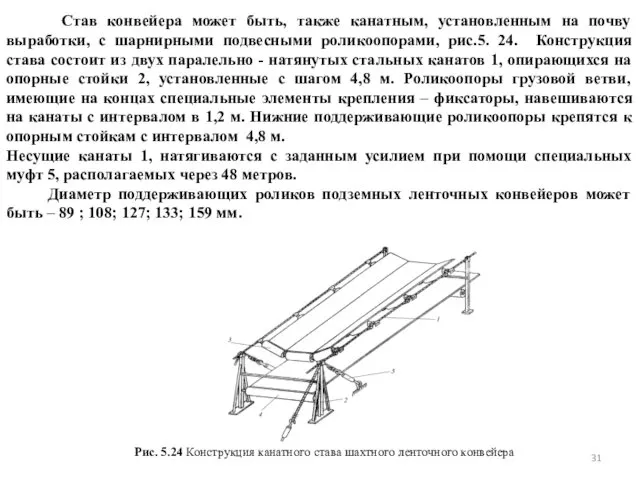
Став конвейера может быть, также канатным, установленным на почву выработки,
Став конвейера может быть, также канатным, установленным на почву выработки,
5.3.4 Натяжные устройства ленточных конвейеров
Натяжные устройства ленточного конвейера предназначены
5.3.4 Натяжные устройства ленточных конвейеров
Натяжные устройства ленточного конвейера предназначены
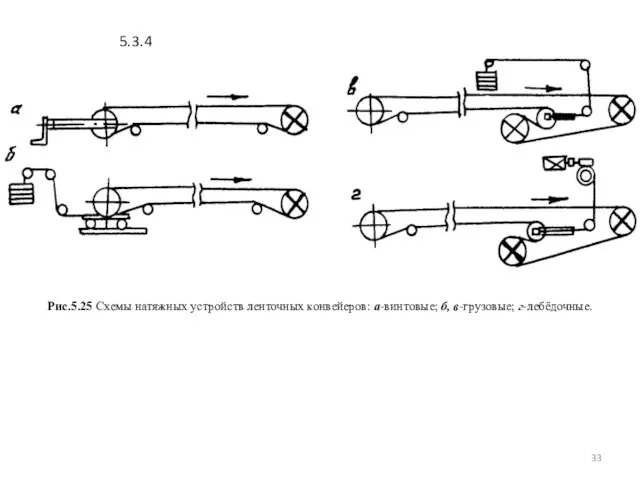
Рис.5.25 Схемы натяжных устройств ленточных конвейеров: а-винтовые; б, в-грузовые; г-лебёдочные.
5.3.4
Рис.5.25 Схемы натяжных устройств ленточных конвейеров: а-винтовые; б, в-грузовые; г-лебёдочные.
5.3.4
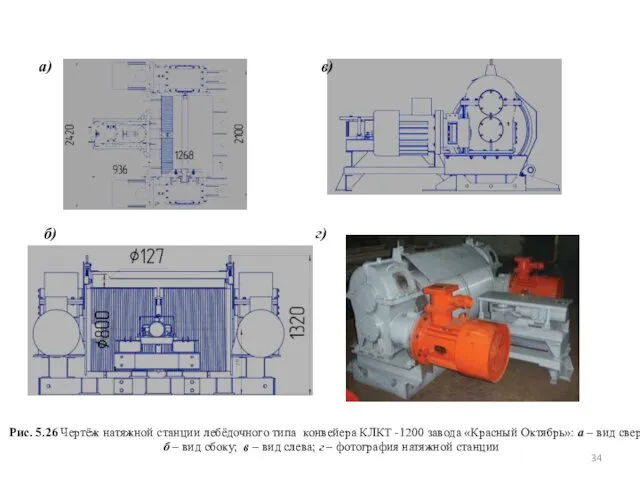
Рис. 5.26 Чертёж натяжной станции лебёдочного типа конвейера КЛКТ -1200 завода
Рис. 5.26 Чертёж натяжной станции лебёдочного типа конвейера КЛКТ -1200 завода
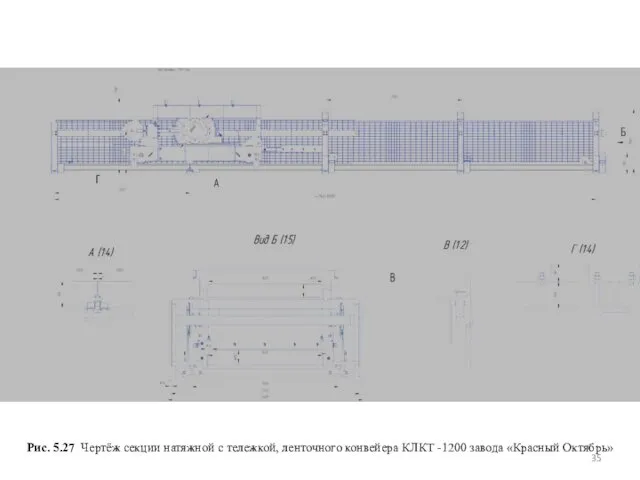
Рис. 5.27 Чертёж секции натяжной с тележкой, ленточного конвейера КЛКТ -1200
Рис. 5.27 Чертёж секции натяжной с тележкой, ленточного конвейера КЛКТ -1200
Загрузочное устройство предназначено для, обеспечения погрузки транспортируемого материала на движущуюся ленту
Загрузочное устройство предназначено для, обеспечения погрузки транспортируемого материала на движущуюся ленту

Рис. 5.28 Роликоопора узла загрузки ленточного конвейера для погрузки на ленту
Рис. 5.28 Роликоопора узла загрузки ленточного конвейера для погрузки на ленту

Амортизирующая балка состоит из 3 различных слоёв. Верхний слой, изготавливаемый из
Амортизирующая балка состоит из 3 различных слоёв. Верхний слой, изготавливаемый из
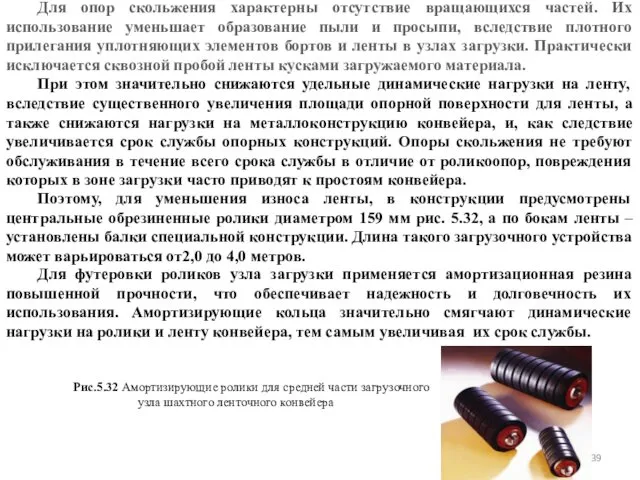
Для опор скольжения характерны отсутствие вращающихся частей. Их использование уменьшает образование
Для опор скольжения характерны отсутствие вращающихся частей. Их использование уменьшает образование

Рис. 5.33 Узел перегрузки с одного ленточного конвейера на другой, фирмы
Рис. 5.33 Узел перегрузки с одного ленточного конвейера на другой, фирмы
 Разработка VAD алгоритма для ГЛОНАСС/GPS навигатора
Разработка VAD алгоритма для ГЛОНАСС/GPS навигатора Подвиги неизвестных героев Введение
Подвиги неизвестных героев Введение Презентация Генетическая связь неорганических веществ
Презентация Генетическая связь неорганических веществ Архитектурный образ как понятие эпохи (Ш.Э. ле Корбюзье). 8 класс изо урок 14
Архитектурный образ как понятие эпохи (Ш.Э. ле Корбюзье). 8 класс изо урок 14 Координаты на плоскости. Часть 3. Осевая симметрия
Координаты на плоскости. Часть 3. Осевая симметрия Визначення і кваліфікація основних параметрів в умовах хаотичної неоднорідності фільтраційних властивостей пласта
Визначення і кваліфікація основних параметрів в умовах хаотичної неоднорідності фільтраційних властивостей пласта Антропология. Основные этапы эволюции человека
Антропология. Основные этапы эволюции человека Презентация по ритмике с детьми старшей группы
Презентация по ритмике с детьми старшей группы Маркетинг Amway
Маркетинг Amway Урок этики :Добро,добрые дела
Урок этики :Добро,добрые дела Презентация к рассказу К. Паустовского Кот- ворюга
Презентация к рассказу К. Паустовского Кот- ворюга Возрождение государственной независимости Казахстана
Возрождение государственной независимости Казахстана Банкротство предприятия и его прогнозирование
Банкротство предприятия и его прогнозирование Мир животных
Мир животных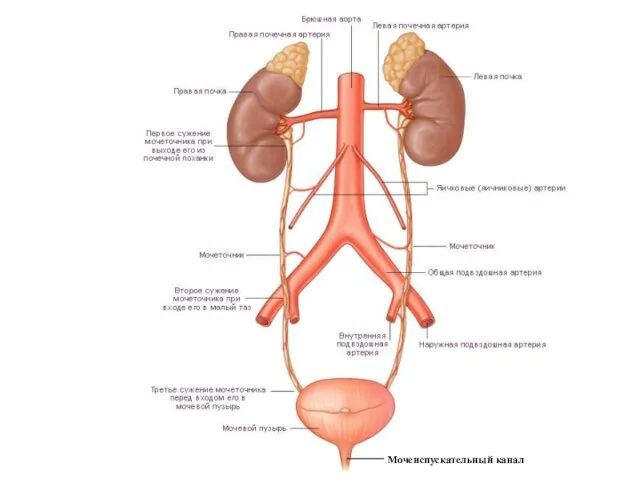 Почки
Почки Унарлы кәсерҙәр иленә сәйәхәт
Унарлы кәсерҙәр иленә сәйәхәт презентация портфолио ученика
презентация портфолио ученика Защита информации от утечки по техническим каналам
Защита информации от утечки по техническим каналам Пионерская дружина имени Ю.А.Гагарина
Пионерская дружина имени Ю.А.Гагарина Семейный цикл. Проблемы семьи
Семейный цикл. Проблемы семьи Подготовка к написанию сочинения по произведению А.С. Пушкина Капитанская дочка
Подготовка к написанию сочинения по произведению А.С. Пушкина Капитанская дочка Спецификация моделей. (Лекция 2)
Спецификация моделей. (Лекция 2) Применение здоровьесберегающих технологий в работе с детьми и семьей в средней группе
Применение здоровьесберегающих технологий в работе с детьми и семьей в средней группе Мобильная детская лаборатория как средство реализации познавательной активности у детей старшего дошкольного возраста
Мобильная детская лаборатория как средство реализации познавательной активности у детей старшего дошкольного возраста История развития ислама и исламского права
История развития ислама и исламского права Финансовый контроль
Финансовый контроль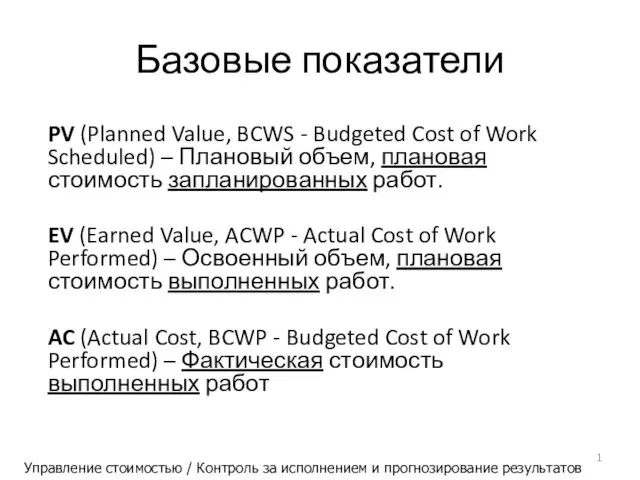 Базовые показатели
Базовые показатели Электролитическая диссоциация урок химии 8 класс
Электролитическая диссоциация урок химии 8 класс