- Штамповка заготовок на прессах и горизонтально-ковочных машинах

Содержание
- 2. 10.1 КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ (КГШП) И КЛАССИФИКАЦИЯ ШТАМПУЕМЫХ ПОКОВОК КГШП применяют в серийном и массовом производствах.
- 3. Упрощенная схема КГШП дана на рисунке 10.1. Рисунок 10.1 – Упрощенная схема механизма КГШП 1 –
- 4. Поковки, штампуемые на КГШП подразделяют - в зависимости от характера формоизменения и течения металла – на
- 5. Объем исходного металла – Vзг, для получения поковки определяют по формуле где Vп — объем поковки;
- 6. 10.2 ГИДРАВЛИЧЕСКИЕ И ВИНТОВЫЕ ПРЕССЫ. ОБЛАСТЬ ПРИМЕНЕНИЯ На гидропрессах штампуют крупные поковки, которые невозможно получить на
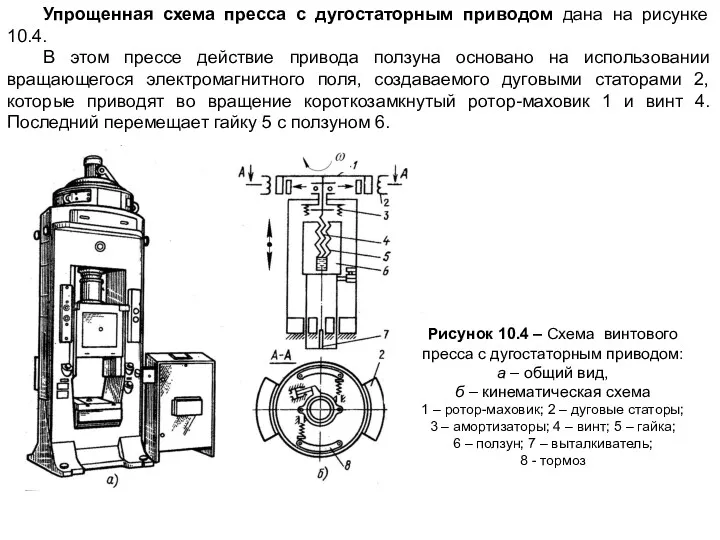
- 7. Упрощенная схема пресса с дугостаторным приводом дана на рисунке 10.4. В этом прессе действие привода ползуна
- 8. В сравнении с рассмотренными моделями кузнечных машин штамповка поковок на ГКМ более производительна, так как является
- 9. Рисунок 10.5 – Схема штамповки на горизонтально-ковочных машинах (вид в плане) При обратном ходе машины из
- 10. На ГКМ заготовки штампуют обычно в нескольких ручьях штампа, расположенных вертикально по высоте блоков. Высадочный штамп
- 11. Формовочные, окончательные ручьи. Чем сложнее конфигурация поковки, тем больше операций нужно для ее формовки. Формуют в
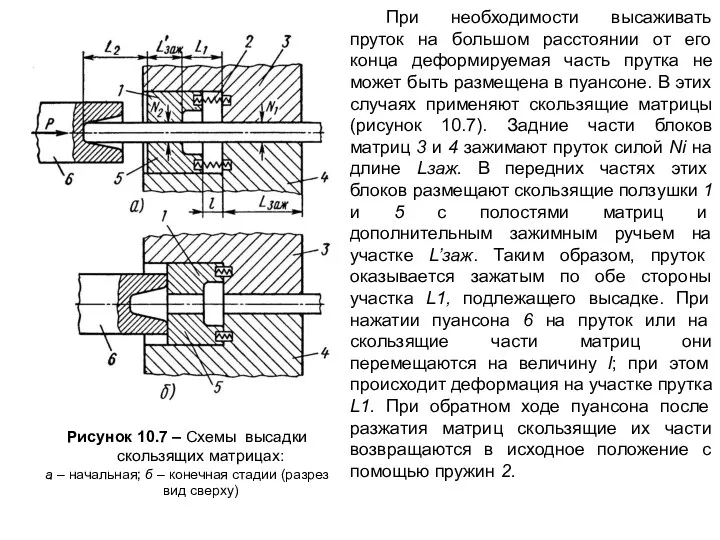
- 12. При необходимости высаживать пруток на большом расстоянии от его конца деформируемая часть прутка не может быть
- 13. Одновременно с высадкой в скользящих матрицах можно высаживать на конце прутка (на длине L2). В скользящих
- 14. Прошивные ручьи. Назначение прошивки состоит в образовании полостей у поковок с глухими или сквозными отверстиями. Прошивка
- 15. Ручьи для трубных заготовок. Горизонтально-ковочные машины удобны для обработки труб, особенно большой длины, когда высадка является
- 17. Скачать презентацию
10.1 КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ (КГШП) И КЛАССИФИКАЦИЯ ШТАМПУЕМЫХ ПОКОВОК
КГШП применяют в
10.1 КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ (КГШП) И КЛАССИФИКАЦИЯ ШТАМПУЕМЫХ ПОКОВОК
КГШП применяют в
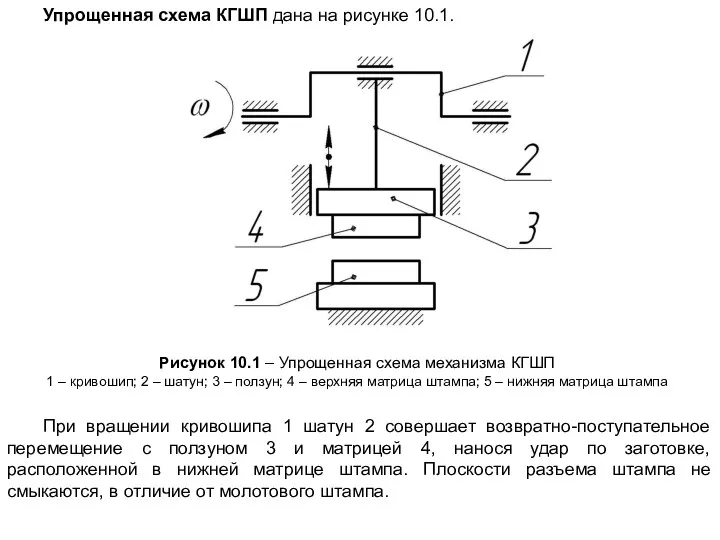
Упрощенная схема КГШП дана на рисунке 10.1.
Рисунок 10.1 – Упрощенная схема
Упрощенная схема КГШП дана на рисунке 10.1.
Рисунок 10.1 – Упрощенная схема
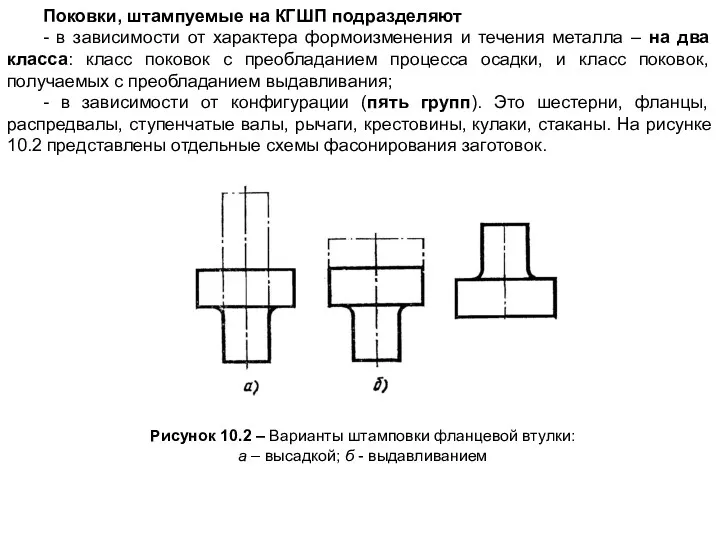
Поковки, штампуемые на КГШП подразделяют
- в зависимости от характера формоизменения и
Поковки, штампуемые на КГШП подразделяют
- в зависимости от характера формоизменения и
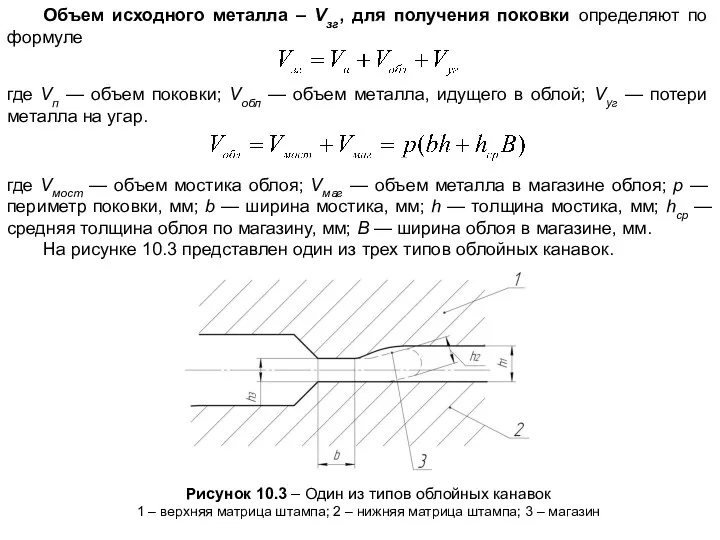
Объем исходного металла – Vзг, для получения поковки определяют по формуле
Объем исходного металла – Vзг, для получения поковки определяют по формуле
10.2 ГИДРАВЛИЧЕСКИЕ И ВИНТОВЫЕ ПРЕССЫ. ОБЛАСТЬ ПРИМЕНЕНИЯ
На гидропрессах штампуют крупные поковки,
10.2 ГИДРАВЛИЧЕСКИЕ И ВИНТОВЫЕ ПРЕССЫ. ОБЛАСТЬ ПРИМЕНЕНИЯ
На гидропрессах штампуют крупные поковки,
Упрощенная схема пресса с дугостаторным приводом дана на рисунке 10.4.
В этом
Упрощенная схема пресса с дугостаторным приводом дана на рисунке 10.4.
В этом
В сравнении с рассмотренными моделями кузнечных машин штамповка поковок на ГКМ
В сравнении с рассмотренными моделями кузнечных машин штамповка поковок на ГКМ
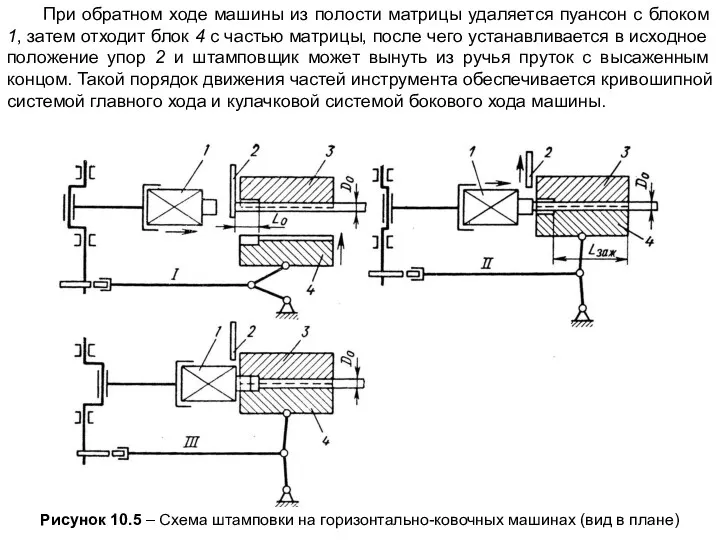
Рисунок 10.5 – Схема штамповки на горизонтально-ковочных машинах (вид в плане)
При
Рисунок 10.5 – Схема штамповки на горизонтально-ковочных машинах (вид в плане)
При
На ГКМ заготовки штампуют обычно в нескольких ручьях штампа, расположенных вертикально
На ГКМ заготовки штампуют обычно в нескольких ручьях штампа, расположенных вертикально
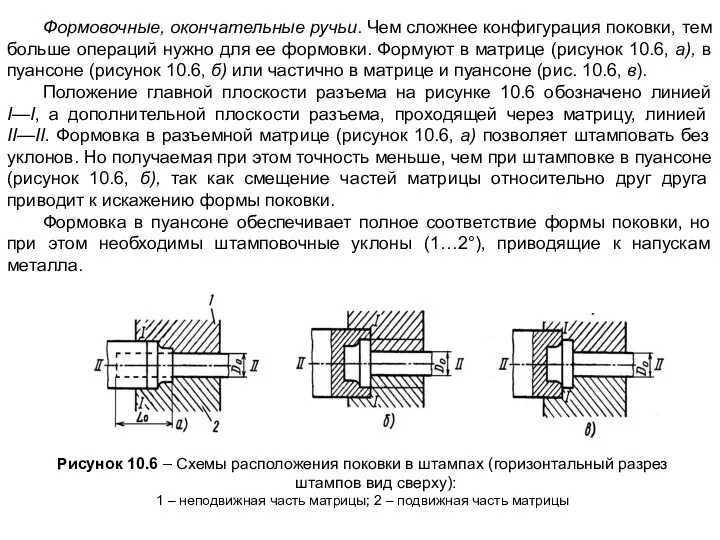
Формовочные, окончательные ручьи. Чем сложнее конфигурация поковки, тем больше операций нужно
Формовочные, окончательные ручьи. Чем сложнее конфигурация поковки, тем больше операций нужно
При необходимости высаживать пруток на большом расстоянии от его конца деформируемая
При необходимости высаживать пруток на большом расстоянии от его конца деформируемая
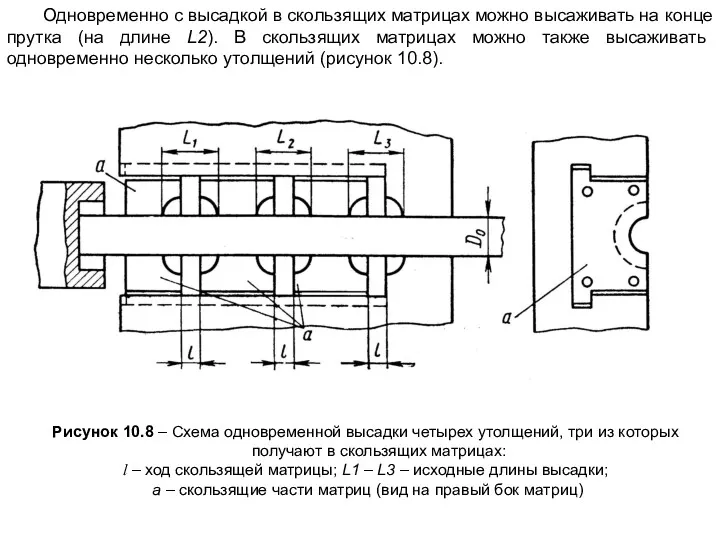
Одновременно с высадкой в скользящих матрицах можно высаживать на конце прутка
Одновременно с высадкой в скользящих матрицах можно высаживать на конце прутка
Прошивные ручьи. Назначение прошивки состоит в образовании полостей у поковок с
Прошивные ручьи. Назначение прошивки состоит в образовании полостей у поковок с
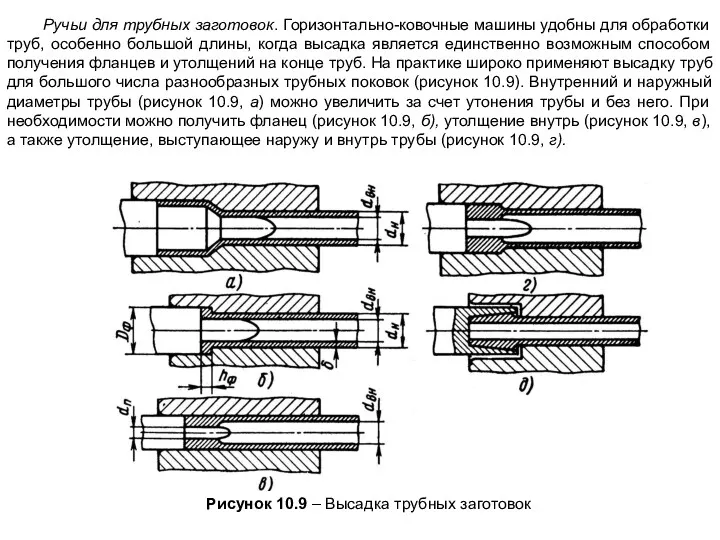
Ручьи для трубных заготовок. Горизонтально-ковочные машины удобны для обработки труб, особенно
Ручьи для трубных заготовок. Горизонтально-ковочные машины удобны для обработки труб, особенно
 Классный час Ежели Вы вежливы
Классный час Ежели Вы вежливы Система питания двигателя от впрыска топлива
Система питания двигателя от впрыска топлива физкультминутки
физкультминутки Социально-экономическое развитие Руси в XI веке
Социально-экономическое развитие Руси в XI веке Болезни желудка и двенадцатиперстной кишки
Болезни желудка и двенадцатиперстной кишки Презентация Наши земляки - Герои Советского Союза (О брасовцах)
Презентация Наши земляки - Герои Советского Союза (О брасовцах) Презентация к празднику День матери Диск
Презентация к празднику День матери Диск Презентация к занятию Давайте разберемся! (программа Планета здоровья)
Презентация к занятию Давайте разберемся! (программа Планета здоровья) Дошкольное образование в Великобритании.
Дошкольное образование в Великобритании. Налог на имущество физических лиц
Налог на имущество физических лиц CREDO бағдарламасы. Konverter
CREDO бағдарламасы. Konverter обобщение знаний по теме Главные особенности природы Земли презентация
обобщение знаний по теме Главные особенности природы Земли презентация Предпринимательство. Защита нематериальных благ. Причинение и возмещение вреда
Предпринимательство. Защита нематериальных благ. Причинение и возмещение вреда Урок Земля отцов - моя земля!
Урок Земля отцов - моя земля! Хранение лекарственных средств
Хранение лекарственных средств Родительское собрание Подростковый алкоголизм
Родительское собрание Подростковый алкоголизм Текст и предложение
Текст и предложение Диалог между верами в целях религиозного плюрализма
Диалог между верами в целях религиозного плюрализма Презентация для работы гражданско-патриотического клуба Моя Россия
Презентация для работы гражданско-патриотического клуба Моя Россия ОСОБЕННОСТИ РАЗВИТИЯ И ВОСПИТАНИЯ ДЕТЕЙ ОТ 3 ДО 4 ЛЕТ
ОСОБЕННОСТИ РАЗВИТИЯ И ВОСПИТАНИЯ ДЕТЕЙ ОТ 3 ДО 4 ЛЕТ Дидактические системы и модели обучения, факторы и цели
Дидактические системы и модели обучения, факторы и цели Рождество
Рождество Организация медицинской помощи сельскому населению
Организация медицинской помощи сельскому населению Урок химии для 8 класса на тему Ковалентная связь.ФГОС.
Урок химии для 8 класса на тему Ковалентная связь.ФГОС. России милый уголок (презентация)
России милый уголок (презентация) Компьютерная графика
Компьютерная графика Ортопедиялық стоматологияда қолданылатын анестезия препараттары. Олардың сипаттамасы
Ортопедиялық стоматологияда қолданылатын анестезия препараттары. Олардың сипаттамасы Негізгі макроэкономикалық көрсеткіштер (мұнайға баррельіне $90 бағасы кезінде)
Негізгі макроэкономикалық көрсеткіштер (мұнайға баррельіне $90 бағасы кезінде)