- Система контроля цвета COLOR IQC

Содержание
- 2. От чего зависит качество воспроизведения цвета Качество изготовления краски (пигменты, связующее, вода); Печатное оборудование (состояние анилоксовых
- 3. Добавки Вода / Гликоли/ Спирты Связующее/Смолы Пигмент Качество изготовления краски (пигменты, связующее, вода Пигмент Связующее Вода
- 4. Качество изготовления краски (пигменты, связующее, вода Влияет на все три показателя: dH, dC, dL dH (цветовой
- 5. Печатное оборудование (состояние анилоксовых валов) Влияние краскоемкости на насыщенность dC цвета Anilox 165 l/inch ~15 g/m2
- 6. Печатное оборудование (состояние анилоксовых валов) Загрязнение анилоксового вала Изменение краскопереноса анилокса на 15%: с 8 см3/м2
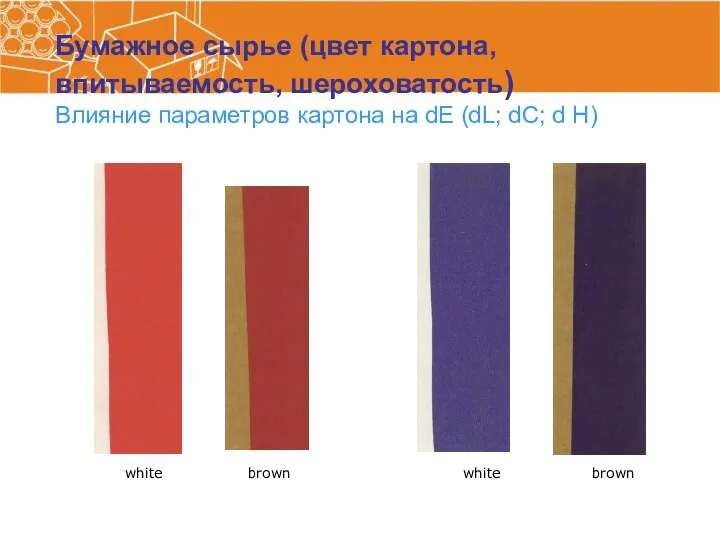
- 7. white brown white brown Бумажное сырье (цвет картона, впитываемость, шероховатость) Влияние параметров картона на dE (dL;
- 8. Пигменты в печатных красках Неорганические пигменты Белый и черный Непрозрачные Органические пигменты Желтый, Оранжевый, Красный, Рубиновый,
- 9. Как правильно сравнить цвета Восприятие цвета очень субъективно; Восприятие цвета зависит от освещения в помещении, в
- 10. Спектрофотометр e-Xact Спектрофотометр e-Xact – оптико электронный прибор. Внутри корпуса установлены оптические элементы высокого качества и
- 11. Принцип действия прибора основан на квантово – волновой теории cвета. Свойство преломления света разной длины волны
- 12. Механическая модель цветового пространства
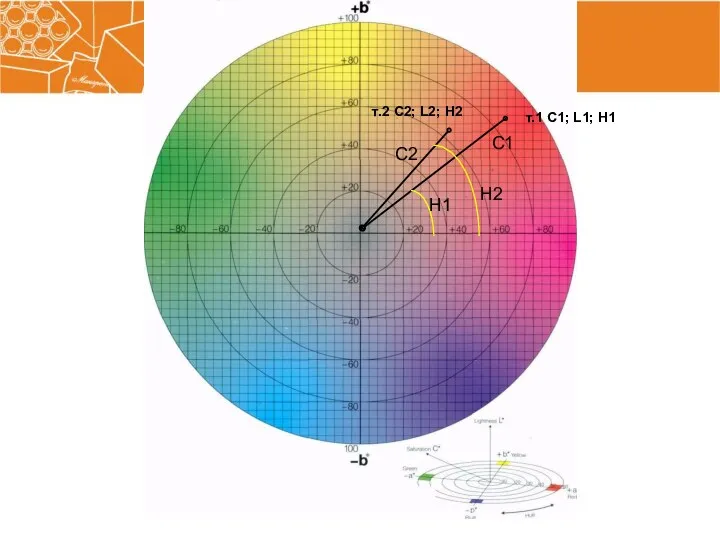
- 13. Yellow Red Blue Green т.1 C1; L1; H1 т.2 C2; L2; H2 C1 C2 H1 H2
- 14. Координаты цвета LCH (ab) Светлота L (Lightness) - мы можем охарактеризовать цвет как темный или светлый.
- 15. Критерий качества цвета dE Критерием отклонения цвета от заданного образца (эталона) служит величина dE. dE =
- 16. Действия оператора в процессе контроля качества цвета Оператор контролирует качество цвета путем проведения измерения параметров L,
- 17. Критерий качества цвета dE величина dE имеет всегда положительное значение dC (насыщенность цвета) dC переразбавлен водой)
- 18. Действия оператора в процессе контроля качества цвета Оператор своими активными действиями может влиять только на параметр
- 19. Действия оператора в процессе контроля качества цвета В случаях, когда наблюдается значительное отклонение параметров dL и
- 20. √ - никаких активных действий с краской не требуется. ? – Необходимо уделить особое внимание краске.
- 22. Скачать презентацию
От чего зависит качество воспроизведения цвета
Качество изготовления краски (пигменты, связующее, вода);
Печатное
От чего зависит качество воспроизведения цвета
Качество изготовления краски (пигменты, связующее, вода);
Печатное

Добавки
Вода / Гликоли/ Спирты
Связующее/Смолы
Пигмент
Качество изготовления краски (пигменты,
Добавки
Вода / Гликоли/ Спирты
Связующее/Смолы
Пигмент
Качество изготовления краски (пигменты,
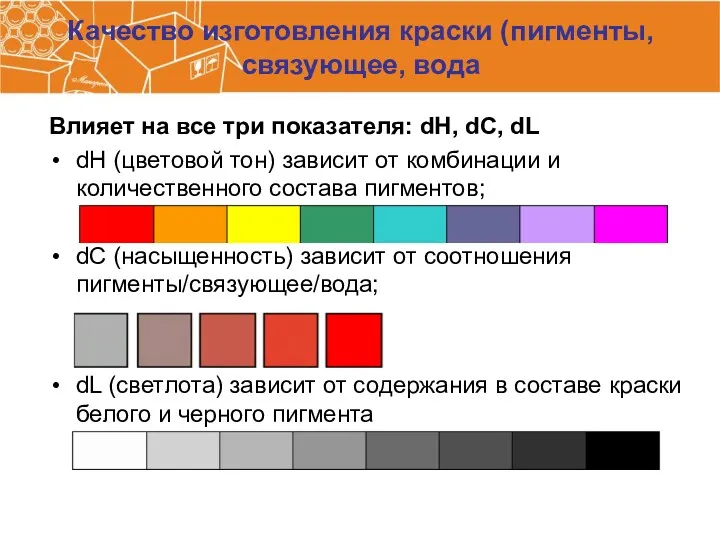
Качество изготовления краски (пигменты, связующее, вода
Влияет на все три показателя: dH,
Качество изготовления краски (пигменты, связующее, вода
Влияет на все три показателя: dH,

Печатное оборудование (состояние анилоксовых валов)
Влияние краскоемкости на насыщенность dC цвета
Anilox
Печатное оборудование (состояние анилоксовых валов)
Влияние краскоемкости на насыщенность dC цвета
Anilox
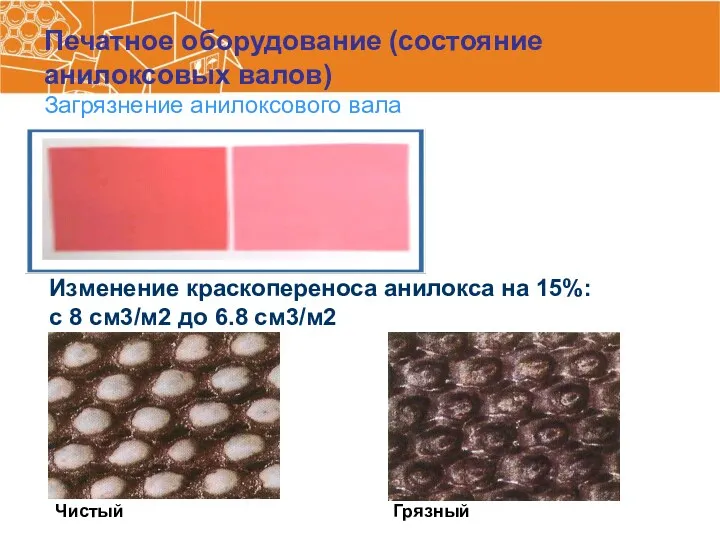
Печатное оборудование (состояние анилоксовых валов)
Загрязнение анилоксового вала
Изменение краскопереноса анилокса на 15%:
Печатное оборудование (состояние анилоксовых валов)
Загрязнение анилоксового вала
Изменение краскопереноса анилокса на 15%:
white
brown
white
brown
Бумажное сырье (цвет картона, впитываемость, шероховатость)
Влияние параметров картона на dE
white
brown
white
brown
Бумажное сырье (цвет картона, впитываемость, шероховатость) Влияние параметров картона на dE
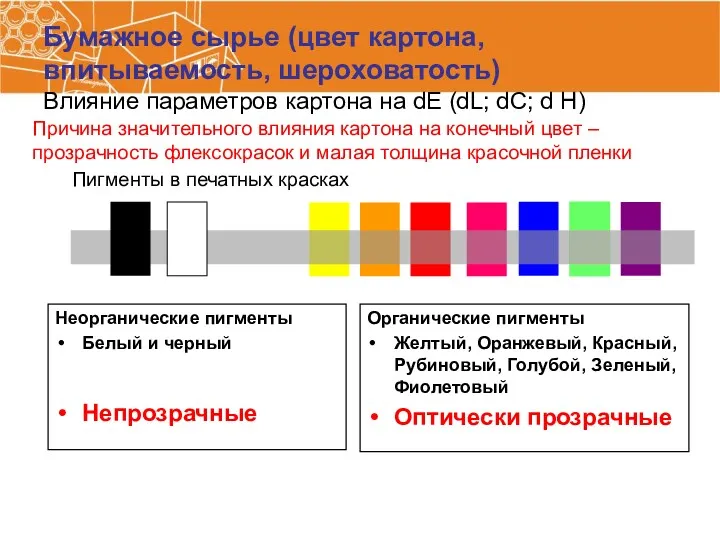
Пигменты в печатных красках
Неорганические пигменты
Белый и черный
Непрозрачные
Органические пигменты
Желтый, Оранжевый, Красный,
Пигменты в печатных красках
Неорганические пигменты
Белый и черный
Непрозрачные
Органические пигменты
Желтый, Оранжевый, Красный,

Как правильно сравнить цвета
Восприятие цвета очень субъективно;
Восприятие цвета зависит
Как правильно сравнить цвета
Восприятие цвета очень субъективно; Восприятие цвета зависит
Спектрофотометр e-Xact
Спектрофотометр e-Xact – оптико электронный прибор. Внутри корпуса установлены оптические
Спектрофотометр e-Xact
Спектрофотометр e-Xact – оптико электронный прибор. Внутри корпуса установлены оптические
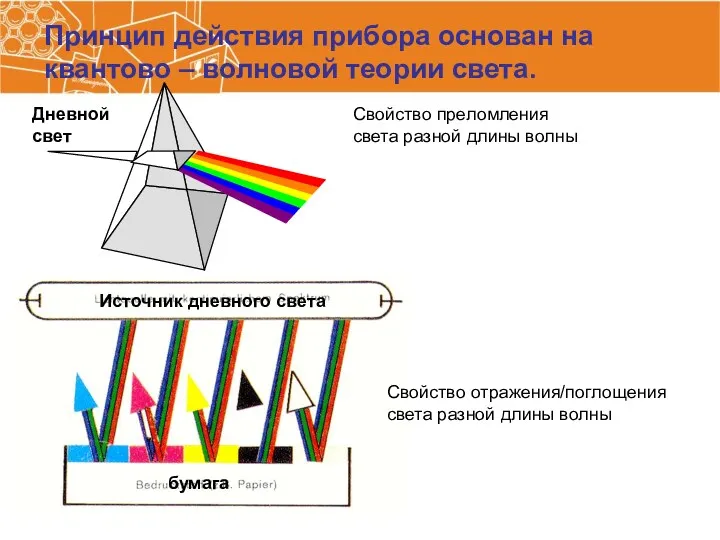
Принцип действия прибора основан на
квантово – волновой теории cвета.
Свойство преломления
Принцип действия прибора основан на
квантово – волновой теории cвета.
Свойство преломления
Механическая модель цветового пространства
Механическая модель цветового пространства
Yellow
Red
Blue
Green
т.1 C1; L1; H1
т.2 C2; L2; H2
C1
C2
H1
H2
Yellow
Red
Blue
Green
т.1 C1; L1; H1
т.2 C2; L2; H2
C1
C2
H1
H2

Координаты цвета LCH (ab)
Светлота L (Lightness) - мы можем охарактеризовать цвет
Координаты цвета LCH (ab)
Светлота L (Lightness) - мы можем охарактеризовать цвет
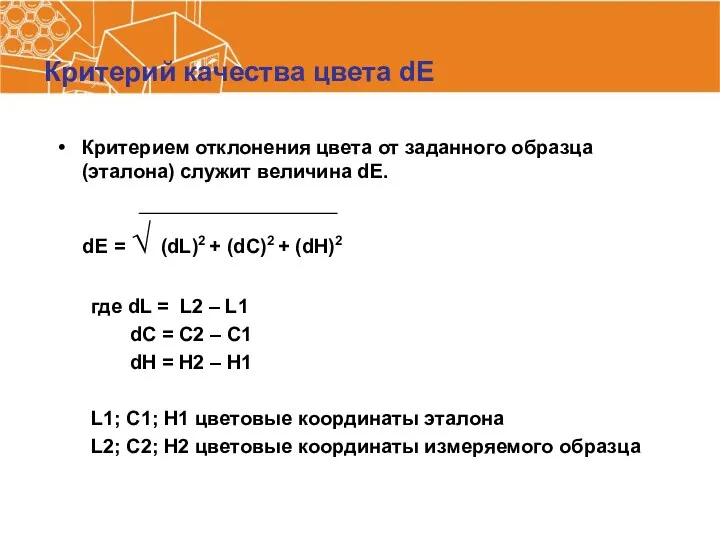
Критерий качества цвета dE
Критерием отклонения цвета от заданного образца (эталона)
Критерий качества цвета dE
Критерием отклонения цвета от заданного образца (эталона)
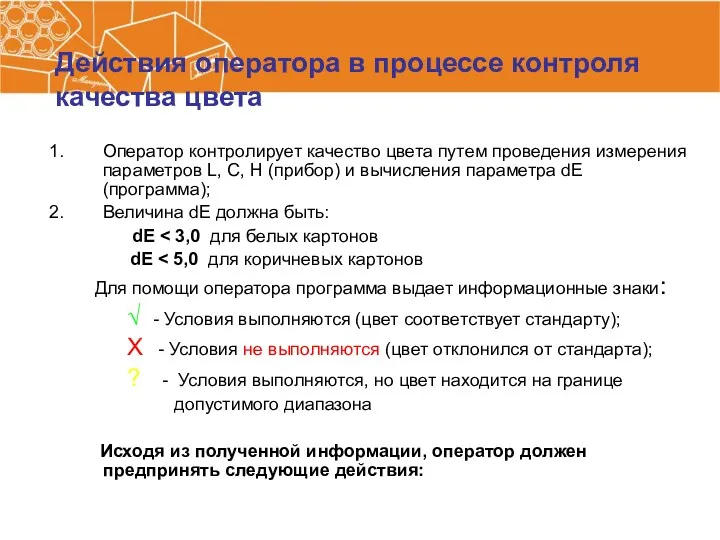
Действия оператора в процессе контроля качества цвета
Оператор контролирует качество цвета путем
Действия оператора в процессе контроля качества цвета
Оператор контролирует качество цвета путем
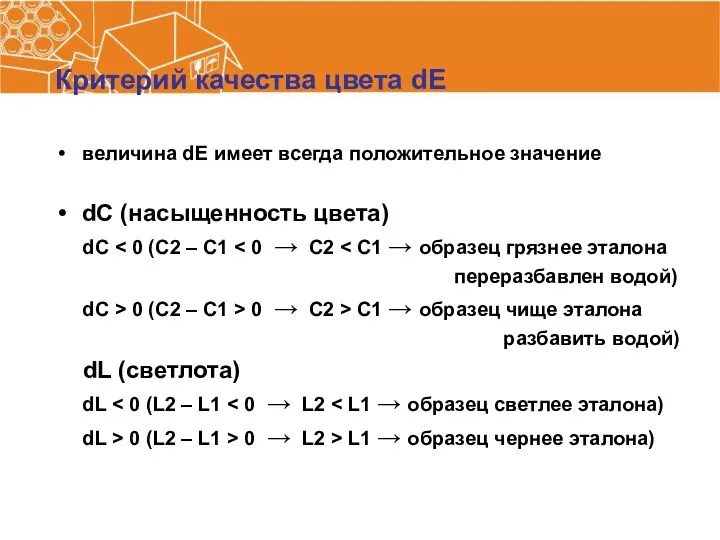
Критерий качества цвета dE
величина dE имеет всегда положительное значение
dC (насыщенность цвета)
Критерий качества цвета dE
величина dE имеет всегда положительное значение
dC (насыщенность цвета)
Действия оператора в процессе контроля качества цвета
Оператор своими активными действиями
Действия оператора в процессе контроля качества цвета
Оператор своими активными действиями
Действия оператора в процессе контроля качества цвета
В случаях, когда наблюдается
Действия оператора в процессе контроля качества цвета
В случаях, когда наблюдается
√ - никаких активных действий с краской не требуется.
? – Необходимо
√ - никаких активных действий с краской не требуется.
? – Необходимо
 Анализ политического развития Польши в XVIII веке
Анализ политического развития Польши в XVIII веке Воронка продаж
Воронка продаж Рауил Бикбаев
Рауил Бикбаев Самоподготовка к ЕГЭ в разделе физики Механика
Самоподготовка к ЕГЭ в разделе физики Механика Пропорциональные отрезки в прямоугольном треугольнике
Пропорциональные отрезки в прямоугольном треугольнике Конструктивные элементы зданий. (Лекция 5)
Конструктивные элементы зданий. (Лекция 5) Острые кишечные инфекции
Острые кишечные инфекции Техническая диагностика подвижного состава
Техническая диагностика подвижного состава Управление инфляционными процессами
Управление инфляционными процессами Чтобы стать призванным, от тебя нужны не умения
Чтобы стать призванным, от тебя нужны не умения Стиснуті конструктивні елементи з залізобетону
Стиснуті конструктивні елементи з залізобетону Презентация проекта - Семейные чтения
Презентация проекта - Семейные чтения Особливості окремих складових третинного сектору. Формування інформаційного суспільства
Особливості окремих складових третинного сектору. Формування інформаційного суспільства Lecture Classification of expressive means and stylistic devices by Y.M.Skrebnev
Lecture Classification of expressive means and stylistic devices by Y.M.Skrebnev Электрическое напряжение. Единицы напряжения. Вольтметр
Электрическое напряжение. Единицы напряжения. Вольтметр Технология проблемного обучения в начальной школе
Технология проблемного обучения в начальной школе Эрозия шейки матки
Эрозия шейки матки Экономический курс Н.С. Хрущева
Экономический курс Н.С. Хрущева к 99-летию со дня рождения Г. Т. Берегового
к 99-летию со дня рождения Г. Т. Берегового как подготовить ребенка к школе
как подготовить ребенка к школе Обращение. Вводные слова
Обращение. Вводные слова Узлы
Узлы Приёмы письменного вычитания в пределах 1000
Приёмы письменного вычитания в пределах 1000 Талисманы Олимпийских зимних игр в Сочи 2014 для детей старшего возраста
Талисманы Олимпийских зимних игр в Сочи 2014 для детей старшего возраста Конституция - основной закон государства
Конституция - основной закон государства Интегрированный урок обобщающего повторения Путешествуем по миру (география + математика)
Интегрированный урок обобщающего повторения Путешествуем по миру (география + математика) Многомашинные вычислительные комплексы (МВК) и вычислительные (компьютерные) сети
Многомашинные вычислительные комплексы (МВК) и вычислительные (компьютерные) сети презентация Формирование связной речи у детей с заиканием
презентация Формирование связной речи у детей с заиканием