- Система универсально-сборной технологической оснастки (УСП) станков

Содержание
- 2. Основные параметры, конструктивные элементы и нормы точности деталей и сборочных единиц УСП определены ГОСТ. По виду
- 3. Используя комплекты стандартных деталей и сборочных единиц (элементов) УСП всех серий, можно компоновать специальную станочную, контрольную
- 4. Базовые детали служат основанием, на котором монтируется ТО. К ним относятся плиты (квадратные, прямоугольные, обычные, облегченные,
- 5. Опорные детали образуют в компоновках базирующие элементы или корпусы ТО. Это различные опоры, подкладки, прокладки, планки,
- 6. Установочные детали: кулачки, шпонки, установочные пальцы, диски, переходники, призмы, центры, постоянные опоры и т.д., служат для
- 7. Направляющие детали служат для направления подвижных частей ТО или режущего инструмента. Это валики, колонны, кондукторные планки,
- 8. Прижимные детали: прихваты, откидные и передвижные планки, быстросъемные шайбы служат для непосредственного воздействия на обрабатываемую заготовку
- 9. В число крепежных деталей входят болты, винты, шпильки, гайки и шайбы.
- 10. В число крепежных деталей входят болты, винты, шпильки, гайки и шайбы. К разным относятся детали, выполняющие
- 11. Сборочные единицы. В комплект УСП входят также различные сбороч-ные единицы. При компоновке ТО они обычно используются
- 12. Срок службы базовых, опорных и других ответственных деталей 20…25 лет. Детали УСП изготавливаются из высококачественных сталей
- 13. Технические требования к сборке УСП: детали сборочных единиц УСП перед сборкой должны подвергаться очистке и промывке;
- 15. Скачать презентацию
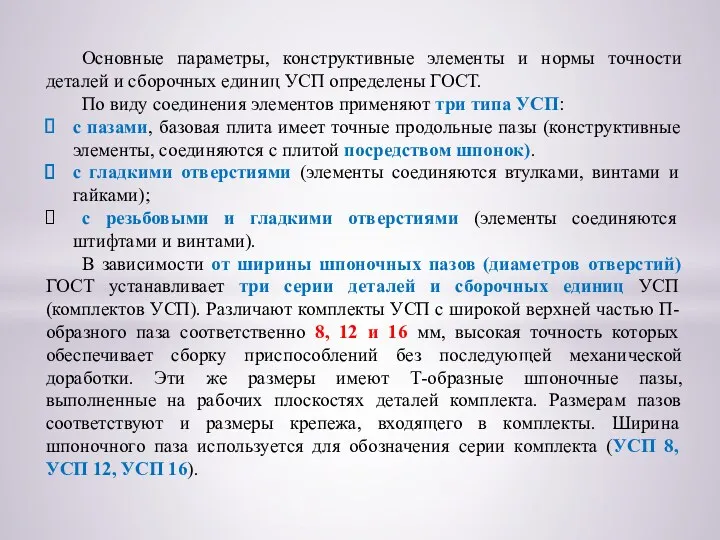
Основные параметры, конструктивные элементы и нормы точности деталей и сборочных единиц
Основные параметры, конструктивные элементы и нормы точности деталей и сборочных единиц

Используя комплекты стандартных деталей и сборочных единиц (элементов) УСП всех серий,
Используя комплекты стандартных деталей и сборочных единиц (элементов) УСП всех серий,

Базовые детали служат основанием, на котором монтируется ТО. К ним относятся
Базовые детали служат основанием, на котором монтируется ТО. К ним относятся

Опорные детали образуют в компоновках базирующие элементы или корпусы ТО. Это
Опорные детали образуют в компоновках базирующие элементы или корпусы ТО. Это

Установочные детали: кулачки, шпонки, установочные пальцы, диски, переходники, призмы, центры, постоянные
Установочные детали: кулачки, шпонки, установочные пальцы, диски, переходники, призмы, центры, постоянные

Направляющие детали служат для направления подвижных частей ТО или режущего инструмента.
Направляющие детали служат для направления подвижных частей ТО или режущего инструмента.
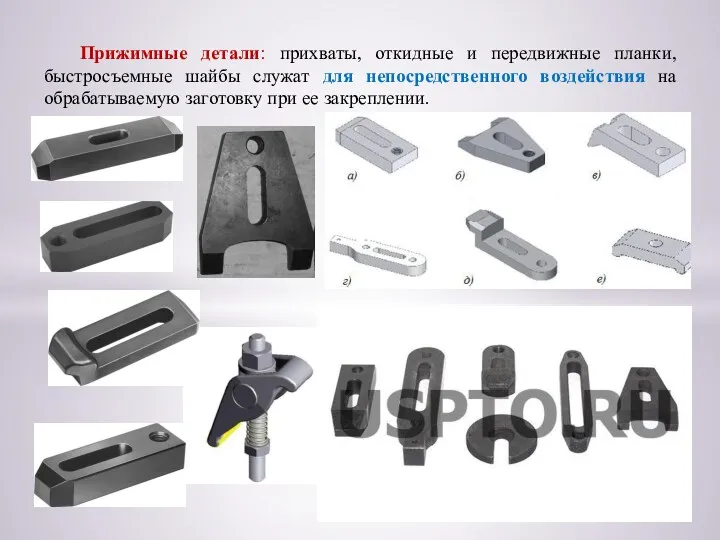
Прижимные детали: прихваты, откидные и передвижные планки, быстросъемные шайбы служат для
Прижимные детали: прихваты, откидные и передвижные планки, быстросъемные шайбы служат для

В число крепежных деталей входят болты, винты, шпильки, гайки и шайбы.
В число крепежных деталей входят болты, винты, шпильки, гайки и шайбы.

В число крепежных деталей входят болты, винты, шпильки, гайки и шайбы.
К
В число крепежных деталей входят болты, винты, шпильки, гайки и шайбы.
К

Сборочные единицы. В комплект УСП входят также различные сбороч-ные единицы. При
Сборочные единицы. В комплект УСП входят также различные сбороч-ные единицы. При
Срок службы базовых, опорных и других ответственных деталей 20…25 лет.
Детали
Срок службы базовых, опорных и других ответственных деталей 20…25 лет.
Детали
Технические требования к сборке УСП:
детали сборочных единиц УСП перед сборкой должны
Технические требования к сборке УСП:
детали сборочных единиц УСП перед сборкой должны
 Кислоты
Кислоты Фрида Кало
Фрида Кало Предприятие в условиях рыночной экономики. (Тема 1)
Предприятие в условиях рыночной экономики. (Тема 1) Пассажирские перевозки на железнодорожном транспорте
Пассажирские перевозки на железнодорожном транспорте Геометрическая резьба
Геометрическая резьба Инфекционные болезни свиней
Инфекционные болезни свиней Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов
Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов Зона смешанных и широколиственных лесов
Зона смешанных и широколиственных лесов Чертёж градостроительного плана земельного участка
Чертёж градостроительного плана земельного участка Тредмил-тест и велоэргометрия
Тредмил-тест и велоэргометрия Заболевания внутреннего уха. Болезнь Меньера. Отосклероз
Заболевания внутреннего уха. Болезнь Меньера. Отосклероз Сотрудничество и сотворчество педагога
Сотрудничество и сотворчество педагога Ингибиторы протонной помпы
Ингибиторы протонной помпы 02. технология 6-А кл
02. технология 6-А кл Лента времени. Наушники
Лента времени. Наушники День Победы
День Победы Схемотехника телекоммуникационных устройств. Аналоговые электронные устройства
Схемотехника телекоммуникационных устройств. Аналоговые электронные устройства Классный час Символы Российского государства
Классный час Символы Российского государства Классификации профессий. Признаки профессии
Классификации профессий. Признаки профессии Архитектура Intel Core
Архитектура Intel Core Папулечка, С Днем Рождения!!!
Папулечка, С Днем Рождения!!! Этика иудаизма
Этика иудаизма 7 класс: История открытия и исследования Африки
7 класс: История открытия и исследования Африки Презентация уголка по развитию речи
Презентация уголка по развитию речи Презентация к классному часу Вред курения
Презентация к классному часу Вред курения АСПО. Характеристика асфальтосмолопарафиновых отложений
АСПО. Характеристика асфальтосмолопарафиновых отложений Персонажи славянской мифологии, связанные с повседневной жизнью людей
Персонажи славянской мифологии, связанные с повседневной жизнью людей Солнечная цыпа. Упражнения для детей в произношении звука [ц]
Солнечная цыпа. Упражнения для детей в произношении звука [ц]