Снижение затрат при шлифовании изделий из массива древесины, шпонированных и лакокрасочных покрытий презентация
- Снижение затрат при шлифовании изделий из массива древесины, шпонированных и лакокрасочных покрытий

Содержание
- 2. Гибкий абразив в разрезанном виде Основное покрытие Второй слой связки Зерно Абразива Основа 2
- 3. Станок по производству гибкого абразива 1 Основа 2 Печать логотипа 3 Нанесение основного слоя связки 4
- 4. Флексирование материала 4
- 5. Размер шлифовального зерна Размер зерна определяется количеством зёрен на один дюйм(25,4mm) Чем больше число, тем мельче
- 6. Входной контроль качества Хранение шлифовальных лент Акклиматизация Подготовка шлифовальных лент к работе 6
- 7. Проблемы при шлифовании Источник проблемы и Способы их разрешений Проблемы при шлифовании Источник проблемы и Способы
- 8. Поперечные полосы
- 9. Причина / Бракованная шлифовальная лента Если причина возникновения поперечных полос заключается в шлифовальной ленте, то расстояние
- 10. Причина / Неполадка шлифовального станка Если причина возникновения полос заключается в контактных валах,то расстояние между полосами
- 11. Причина / Износ системы подачи Если источником возникновения полос служит система подачи, то при смене скорости
- 12. Продольные полосы
- 13. Бракованная шлифовальная лента Возникновение продольных полос может происходить из-за некачественного абразивного материала, из которого изготовлена шлифовальная
- 14. Выкрашивание зерна может произойти если поверхность обрабатываемого изделия имеет включения инородных тел. Выкрашивание зерна 14
- 15. При повреждении контактного элемента станка дефект на поверхности изделия носит строго прямолинейный характер. Он может выглядеть
- 16. Износ или забивание шлифовальной ленты При износе или забивании шлифовальной ленты дефект на изделии выглядит как
- 17. Разнотолщинность отшлифованного изделия При шлифовании заготовки может возникнуть такая серьёзная проблема как разнотолщинность изделия по ширине.
- 18. Одна из причин быстрого износа или забивания лент - неправильно подобранная марка абразивного материала. Забивание шлифовальной
- 19. Быстрый износ шлифовальной ленты Низкий срок службы лент может быть обусловлен неверно подобранными зернистостями лент при
- 20. Сход или разрыв шлифовальной ленты Наибольшую опасность представляет разрыв шлифовальной ленты, т.к. при этом возникает большая
- 21. Особенности тонкого шлифования. 21
- 22. Производственные мощности завода позволяют в течении месяца изготовить: Широкие ленты – 11 500 шт. Сегментные ленты
- 23. Лаборатория завода. Для осуществления технической поддержки заказчиков завод располагает лабораторией с персоналом инженеров. Лабораторный анализ, сравнительные
- 25. Скачать презентацию
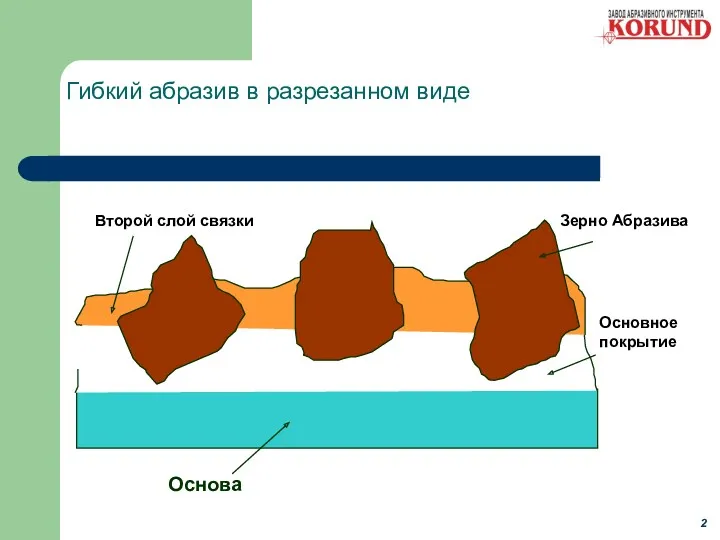
Гибкий абразив в разрезанном виде
Основное
покрытие
Второй слой связки
Зерно Абразива
Основа
2
Гибкий абразив в разрезанном виде
Основное
покрытие
Второй слой связки
Зерно Абразива
Основа
2

Станок по производству гибкого абразива
1 Основа
2 Печать логотипа
3 Нанесение основного слоя
Станок по производству гибкого абразива
1 Основа
2 Печать логотипа
3 Нанесение основного слоя

Флексирование материала
4
Флексирование материала
4
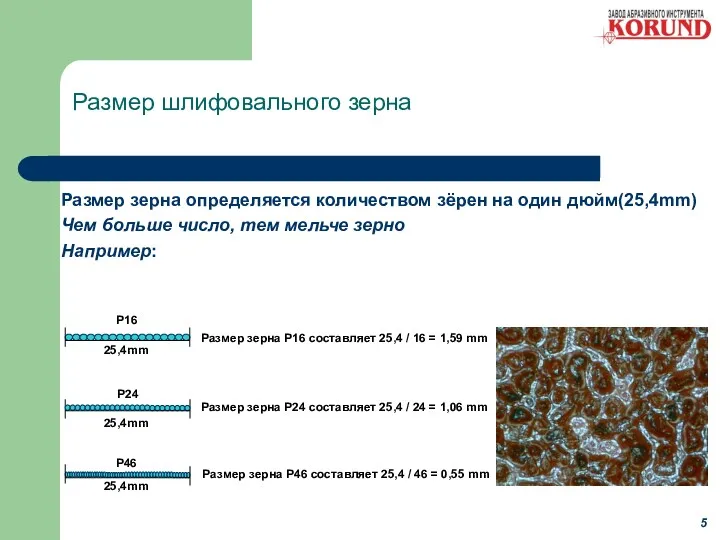
Размер шлифовального зерна
Размер зерна определяется количеством зёрен на один дюйм(25,4mm)
Чем
Размер шлифовального зерна
Размер зерна определяется количеством зёрен на один дюйм(25,4mm)
Чем
Входной контроль качества
Хранение шлифовальных лент
Акклиматизация
Подготовка шлифовальных лент к работе
6
Входной контроль качества
Хранение шлифовальных лент
Акклиматизация
Подготовка шлифовальных лент к работе
6
Проблемы при шлифовании Источник проблемы и Способы их разрешений
Проблемы при шлифовании
Проблемы при шлифовании Источник проблемы и Способы их разрешений
Проблемы при шлифовании
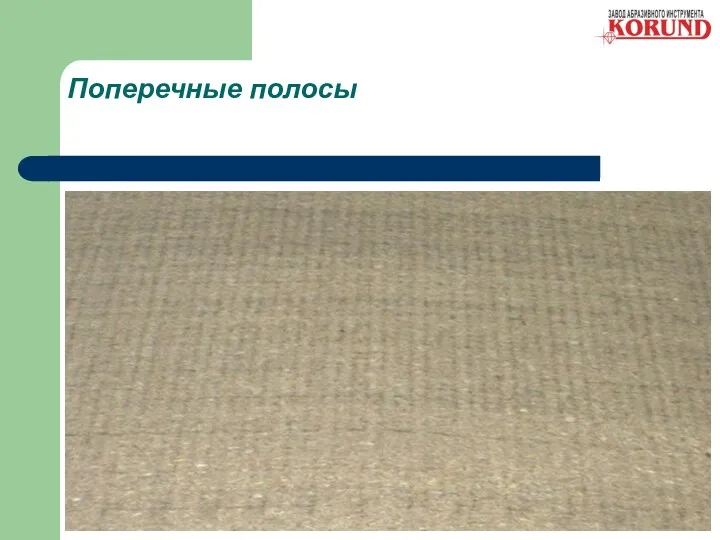
Поперечные полосы
Поперечные полосы
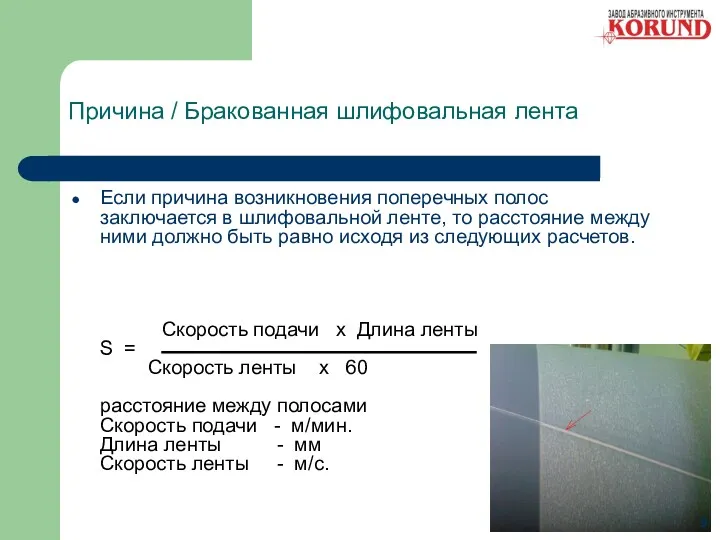
Причина / Бракованная шлифовальная лента
Если причина возникновения поперечных полос заключается в
Причина / Бракованная шлифовальная лента
Если причина возникновения поперечных полос заключается в
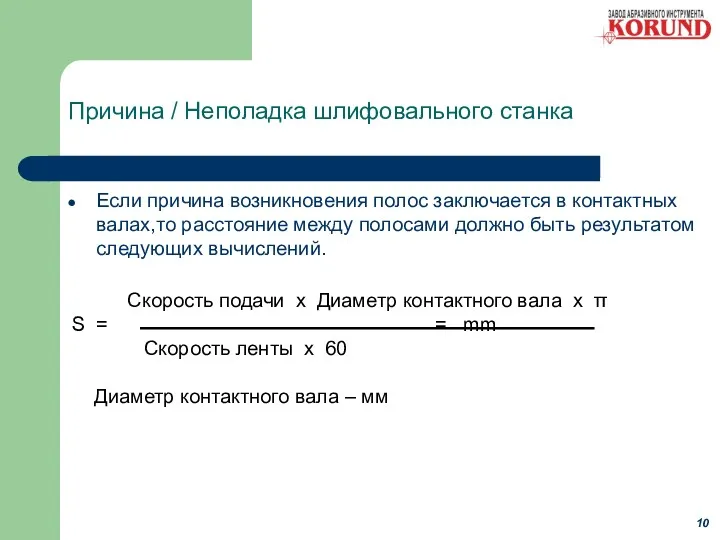
Причина / Неполадка шлифовального станка
Если причина возникновения полос заключается в контактных
Причина / Неполадка шлифовального станка
Если причина возникновения полос заключается в контактных

Причина / Износ системы подачи
Если источником возникновения полос служит система подачи,
Причина / Износ системы подачи
Если источником возникновения полос служит система подачи,

Продольные полосы
Продольные полосы
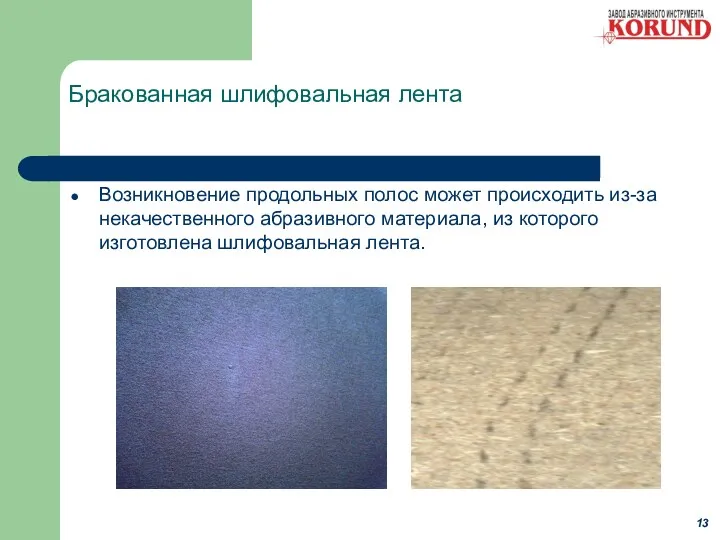
Бракованная шлифовальная лента
Возникновение продольных полос может происходить из-за некачественного абразивного материала,
Бракованная шлифовальная лента
Возникновение продольных полос может происходить из-за некачественного абразивного материала,

Выкрашивание зерна может произойти если поверхность обрабатываемого изделия имеет включения инородных
Выкрашивание зерна может произойти если поверхность обрабатываемого изделия имеет включения инородных

При повреждении контактного элемента станка дефект на поверхности изделия носит строго
При повреждении контактного элемента станка дефект на поверхности изделия носит строго
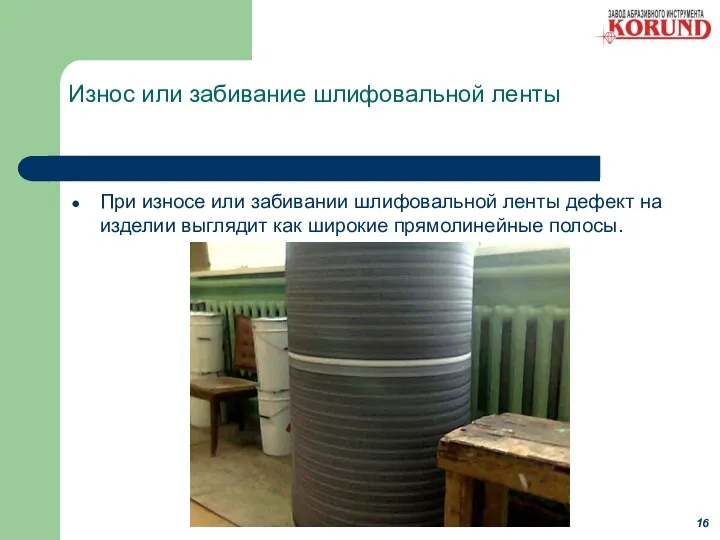
Износ или забивание шлифовальной ленты
При износе или забивании шлифовальной ленты дефект
Износ или забивание шлифовальной ленты
При износе или забивании шлифовальной ленты дефект

Разнотолщинность отшлифованного изделия
При шлифовании заготовки может возникнуть такая серьёзная проблема
Разнотолщинность отшлифованного изделия
При шлифовании заготовки может возникнуть такая серьёзная проблема
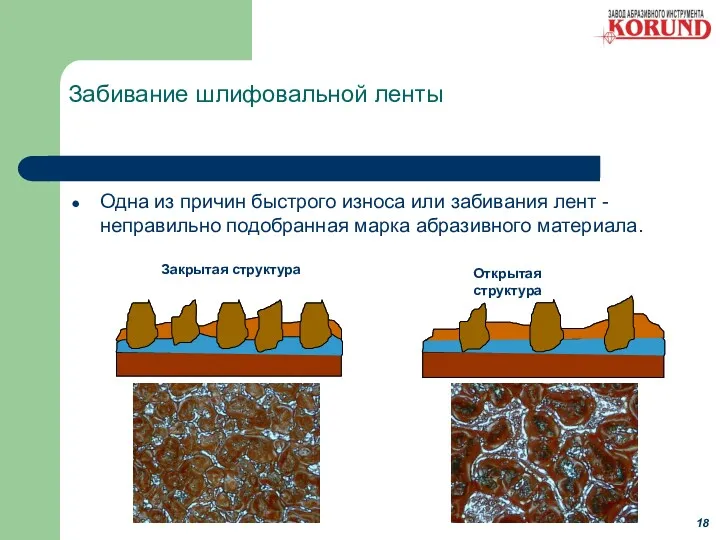
Одна из причин быстрого износа или забивания лент - неправильно подобранная
Одна из причин быстрого износа или забивания лент - неправильно подобранная
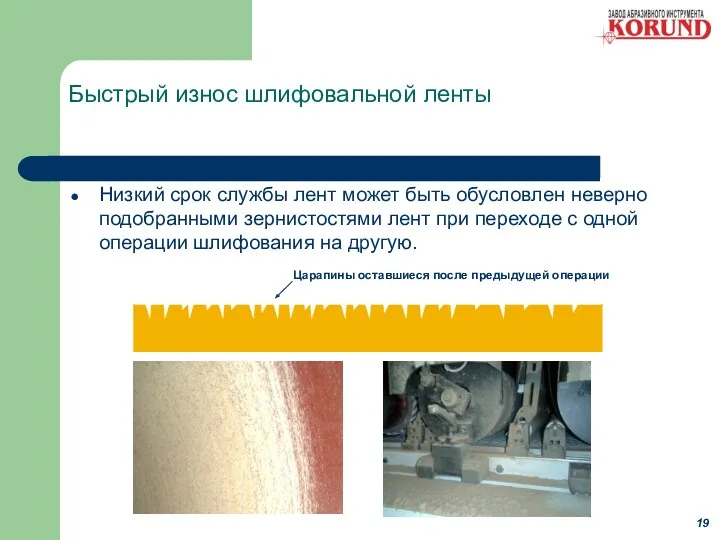
Быстрый износ шлифовальной ленты
Низкий срок службы лент может быть обусловлен неверно
Быстрый износ шлифовальной ленты
Низкий срок службы лент может быть обусловлен неверно
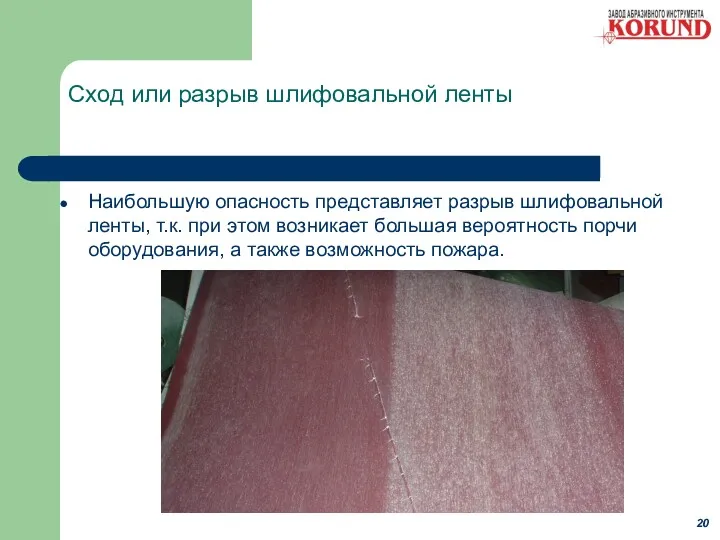
Сход или разрыв шлифовальной ленты
Наибольшую опасность представляет разрыв шлифовальной ленты,
Сход или разрыв шлифовальной ленты
Наибольшую опасность представляет разрыв шлифовальной ленты,

Особенности тонкого шлифования.
21
Особенности тонкого шлифования.
21

Производственные мощности завода позволяют в течении месяца изготовить:
Широкие ленты –
Производственные мощности завода позволяют в течении месяца изготовить:
Широкие ленты –
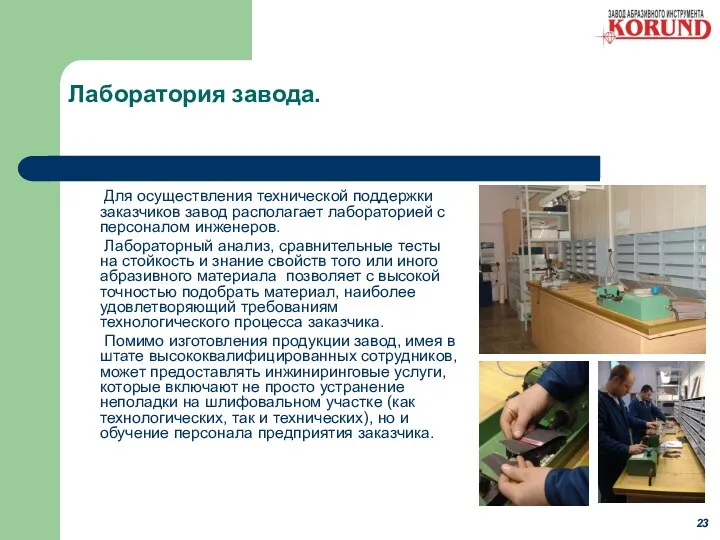
Лаборатория завода.
Для осуществления технической поддержки заказчиков завод располагает лабораторией с
Лаборатория завода.
Для осуществления технической поддержки заказчиков завод располагает лабораторией с
 Инновационный олыт
Инновационный олыт Нанотехнології наноматеріалу
Нанотехнології наноматеріалу Колониальная политика европейских государств и США
Колониальная политика европейских государств и США Особенности оценивания экспериментальных заданий в ОГЭ – 9 кл по физике
Особенности оценивания экспериментальных заданий в ОГЭ – 9 кл по физике Аргументация и доказательство
Аргументация и доказательство Тема 1.6.2
Тема 1.6.2 Устюженский кедровник - гордость Вологодчины
Устюженский кедровник - гордость Вологодчины Имидж делового мужчины
Имидж делового мужчины Храмы Крыма и их история
Храмы Крыма и их история Новые логопедические технологии в работе с учащимися на школьном логопункте
Новые логопедические технологии в работе с учащимися на школьном логопункте Презентация Масленица.
Презентация Масленица. Методы нанесения лакокрасочных материалов Технологический процесс получения системы ЛКП. (Лекция 4)
Методы нанесения лакокрасочных материалов Технологический процесс получения системы ЛКП. (Лекция 4) ФГОС ДО. Особенности построения образовательного процесса
ФГОС ДО. Особенности построения образовательного процесса Аварийно химические опасные вещества - АХОВ
Аварийно химические опасные вещества - АХОВ Возникновение дизайна в России. Русский модерн. Поиски стиля
Возникновение дизайна в России. Русский модерн. Поиски стиля Текстильные волокна. 7 класс
Текстильные волокна. 7 класс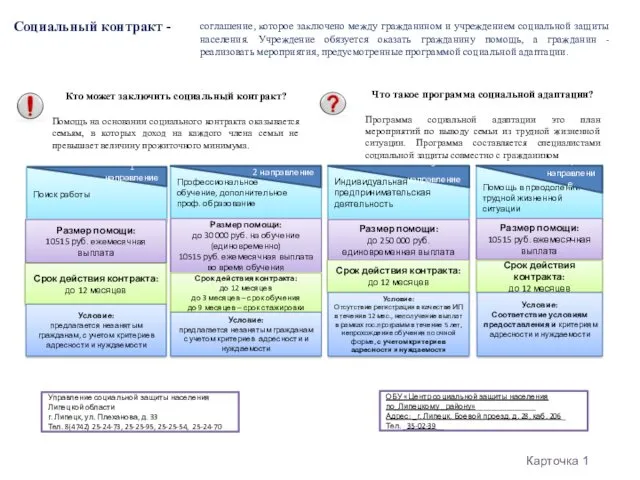 Социальный контракт
Социальный контракт Системы кондиционирования и вентиляции Аэрация
Системы кондиционирования и вентиляции Аэрация Презентация к уроку по теме Основания 8 класс
Презентация к уроку по теме Основания 8 класс Көпіртәрізді протездер дайындағанда жіберілетін қателіктер мен асқынулар, оларды жою
Көпіртәрізді протездер дайындағанда жіберілетін қателіктер мен асқынулар, оларды жою Организация НОД по развитию речи и художественной литературе через метод наглядного моделирования
Организация НОД по развитию речи и художественной литературе через метод наглядного моделирования История японского производителя автомобилей Mitsubishi
История японского производителя автомобилей Mitsubishi ТРЕНАЖЕРНО- ИНФОРМАЦИОННАЯ СИСТЕМА ТИСА В ШКОЛЬНОЙ ПРОГРАММЕ НА УРОКАХ ЛФК
ТРЕНАЖЕРНО- ИНФОРМАЦИОННАЯ СИСТЕМА ТИСА В ШКОЛЬНОЙ ПРОГРАММЕ НА УРОКАХ ЛФК Презентация проекта Формирование и развитие социально значимых ценностей, гражданственности и патриотизма у детей дошкольного возраста.
Презентация проекта Формирование и развитие социально значимых ценностей, гражданственности и патриотизма у детей дошкольного возраста. Образ женщины-матери – идеал женской красоты
Образ женщины-матери – идеал женской красоты Развитие речи детей-билингвов на логопедических занятиях с использованием предметно-практической деятельности
Развитие речи детей-билингвов на логопедических занятиях с использованием предметно-практической деятельности В поисках своей профессии: мой выбор
В поисках своей профессии: мой выбор Отделка изделия из тонколистового металла, проволоки, пластмассы
Отделка изделия из тонколистового металла, проволоки, пластмассы