Соединения типа вал – ступица. Шпоночные, шлицевые, штифтовые и профильные соединения. Соединения с натягом презентация
- Соединения типа вал – ступица. Шпоночные, шлицевые, штифтовые и профильные соединения. Соединения с натягом

Содержание
- 2. - штифтовые соединения
- 3. По назначению штифты разделяют на силовые и установочные. В качестве силовых используют конические и фасонные штифты.
- 4. Конструкции штифтов
- 5. Известны цилиндрические (а,б), конические (в, г, д), цилиндрические пружинные разрезные (е), просечённые цилиндрические, конические и др.
- 6. Достоинства штифтовых соединений: - простота конструкции; - простота монтажа-демонтажа; - точное центрирование деталей благодаря посадке с
- 7. При больших нагрузках ставят два или три штифта (под углом 90 или 120°). При передаче знакопеременной
- 8. Соединение цилиндрическим штифтом
- 9. Подобно заклёпкам штифты работают на срез и смятие. Соответствующие расчёты выполняют обычно как проверочные Штифты с
- 10. Шпоночные соединения
- 11. Шпоночные соединения служат для закрепления на валу (или оси) вращающихся деталей (зубчатых колес, шкивов, муфт и
- 12. 1 — вал; 2 — ступица; 3 — шпонка
- 13. Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки и др.). Шпонка представляет собой стальной
- 14. Для призматических шпонок пазы выполняют,
- 15. Достоинства шпоночных соединений. - простота конструкции, дешевизна и сравнительная легкость монтажа и демонтажа, вследствие чего их
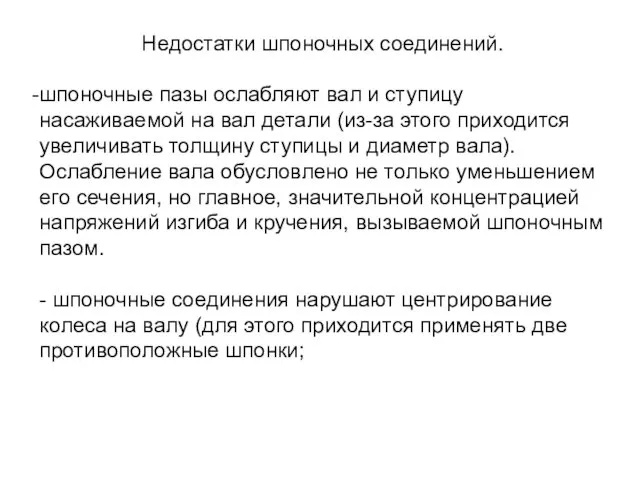
- 16. Недостатки шпоночных соединений. шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали (из-за этого приходится
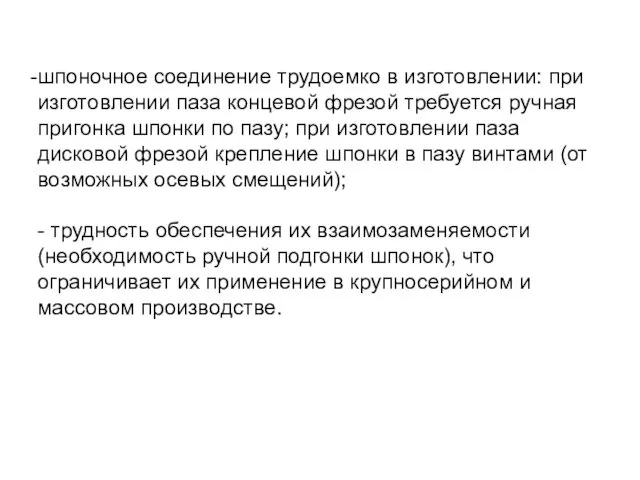
- 17. шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой требуется ручная пригонка шпонки по пазу;
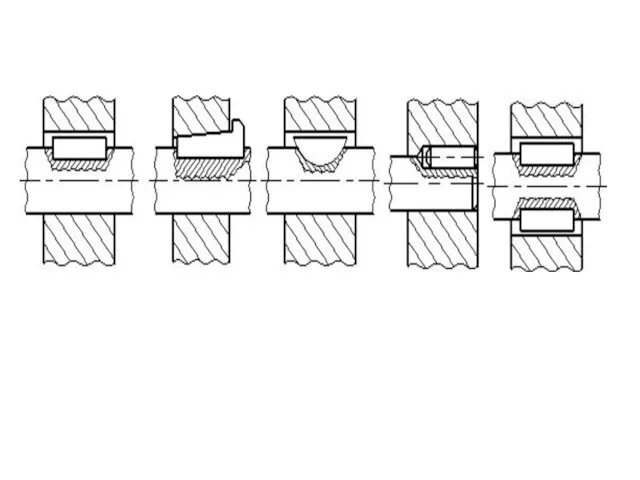
- 18. По конструкции шпонки подразделяют на:
- 19. - призматические со скругленными исполнение 1 (а, в,) и плоскими торцами исполнение 2 (б, г); с
- 23. Призматические направляющие шпонки с креплением на валу применяют в подвижных соединениях для перемещения ступицы вдоль вала.
- 25. Шпонку запрессовывают в паз вала. Шпонку с плоскими торцами кроме того помещают вблизи деталей (концевых шайб,
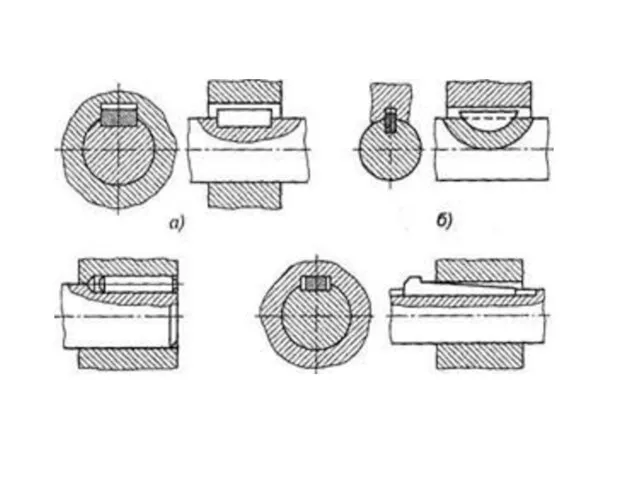
- 26. Соединение сегментной шпонкой
- 27. Соединение клиновой шпонкой (напряженные соединения)
- 28. Соединение тангенциальными шпонками
- 29. а) – фрикционная шпонка; б) – шпонка на лыске
- 30. Материал шпонок. Шпонки призматические, сегментные, клиновые стандартизованы. Стандартные шпонки изготовляют из специального сортамента среднеуглеродистой чистотянутой стали
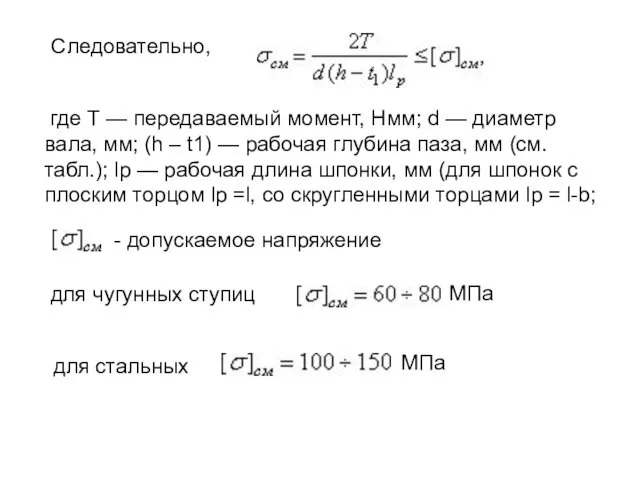
- 31. Допускаемые напряжения смятия для шпоночных соединений: - при стальной ступице - при чугунной = 130...200 Н/мм2
- 32. Допускаемое напряжение на срез шпонок = 70... 100 Н/мм2 Большее значение принимают при постоянной нагрузке.
- 33. Все основные виды шпоночных соединений можно разделить на две группы: ненапряженные и напряженные. К ненапряженным относят
- 34. Для призматических шпонок пазы выполняют,
- 36. Соединения, в которых применяют клиновые шпонки, относят к напряженным соединениям. В напряженных соединениях клином, вводимым между
- 37. для клиновых — паз на втулке обрабатывают с уклоном, равным углу наклона шпонки
- 39. Для сегментных шпонок пазы выполняют дисковыми фрезами
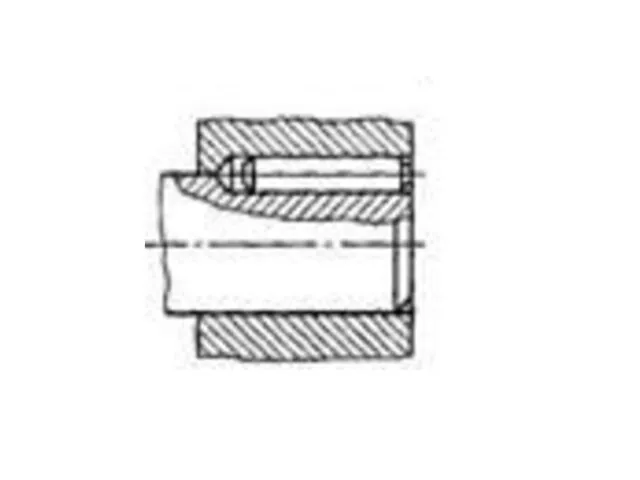
- 41. для цилиндрических — получают сверлением
- 43. Расчет на прочность соединений с призматическими шпонками Основным критерием работоспособности шпоночных соединений является прочность. Шпонки выбирают
- 44. Рекомендуемая последовательность проектировочного расчета. В зависимости от диаметра вала d по табл. 6 выбирают размеры шпонки
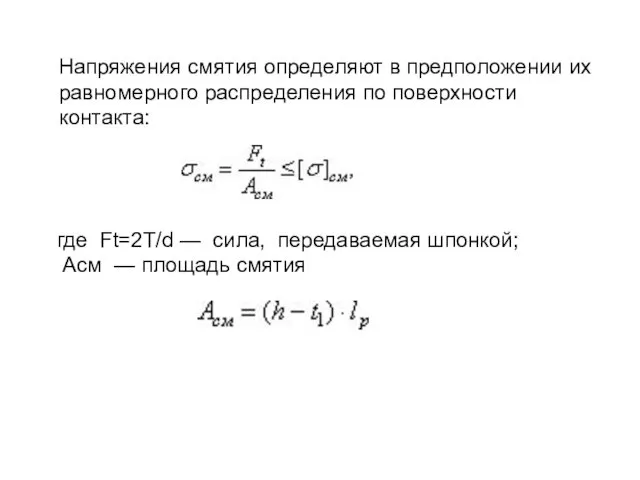
- 45. Напряжения смятия определяют в предположении их равномерного распределения по поверхности контакта: где Ft=2T/d — сила, передаваемая
- 46. Следовательно, где Т — передаваемый момент, Нмм; d — диаметр вала, мм; (h – t1) —
- 47. Расчетную длину шпонки округляют до ближайшего большего размера (см. табл.). Длину ступицы lст принимают на 8...
- 48. В тех случаях, когда длина шпонки получается значительно больше длины ступицы детали, устанавливают две или три
- 49. На смятие рассчитывают выступающую из вала часть шпонки
- 50. Размеры (мм) призматических шпонок
- 51. Примечание. Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18; 20; 22; 25; 28; 32;
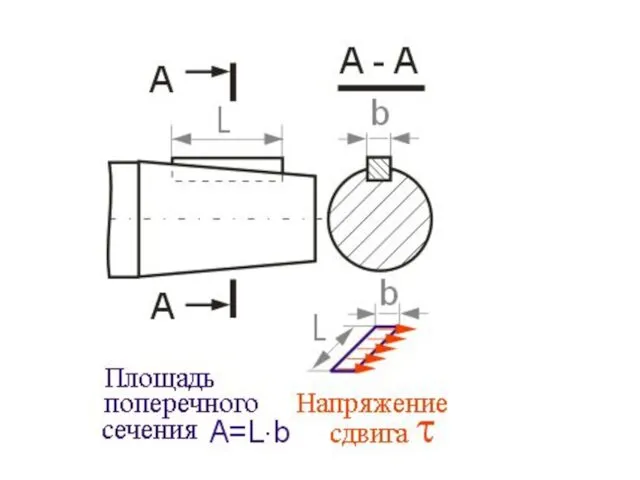
- 52. Для ответственных соединений призматическую шпонку проверяют на срез — расчетное напряжение на срез, МПа b —
- 53. Крутящий момент T увеличивается с увеличением диаметра зубчатого колеса D. Напряжения сдвига и смятия находятся в
- 54. Расчет на прочность соединений с сегментными шпонками Соединения сегментными шпонками проверяют на смятие: Где lp=l –
- 55. Сегментная шпонка узкая, поэтому в отличие от призматической ее проверяют на срез. Условие прочности на срез
- 57. Шлицевые (зубчатые) соединения
- 58. Шлицевые соединения можно рассматривать как многошпоночные, в которых шпонки как бы изготовлены заодно с валом. Рабочими
- 59. Шлицевые соединения образуются выступами - зубьями на валу, ходящими во впадины соответствующей формы в ступице. Вал
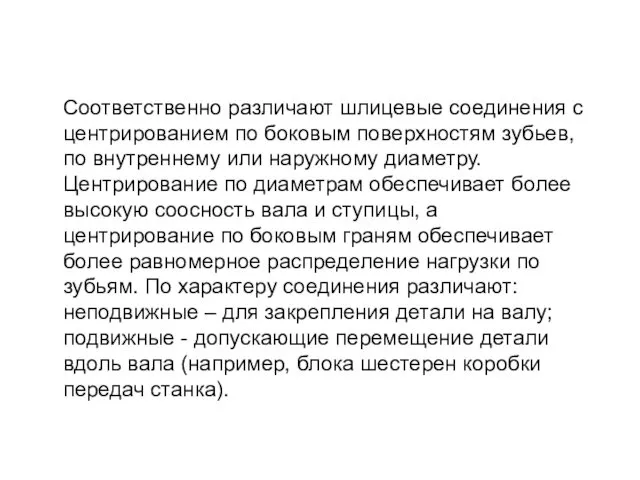
- 60. Соответственно различают шлицевые соединения с центрированием по боковым поверхностям зубьев, по внутреннему или наружному диаметру. Центрирование
- 61. В зависимости от профиля зубьев различают три основных типа соединений
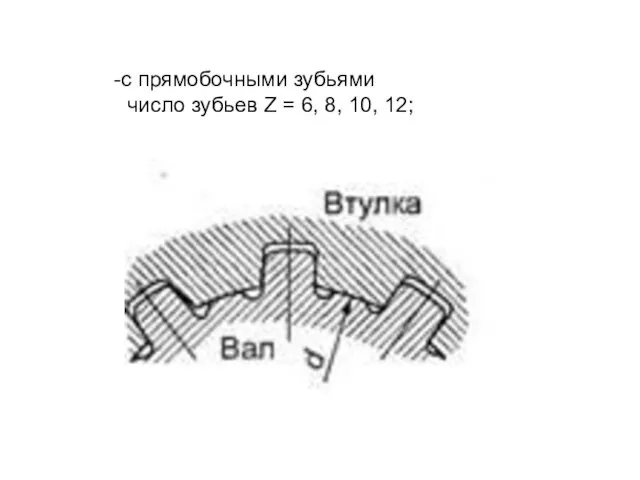
- 62. с прямобочными зубьями число зубьев Z = 6, 8, 10, 12;
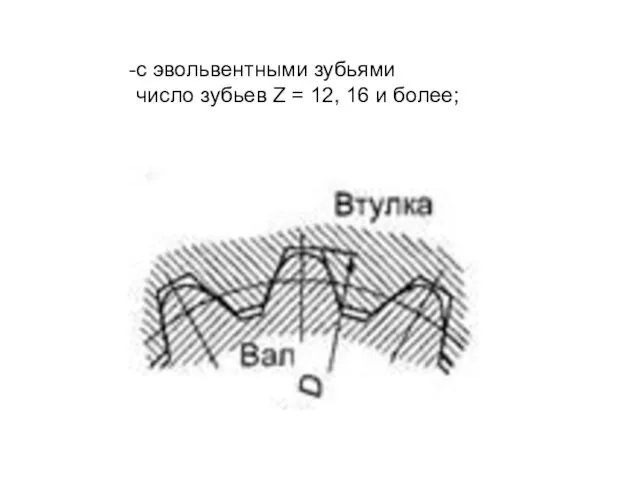
- 63. с эвольвентными зубьями число зубьев Z = 12, 16 и более;
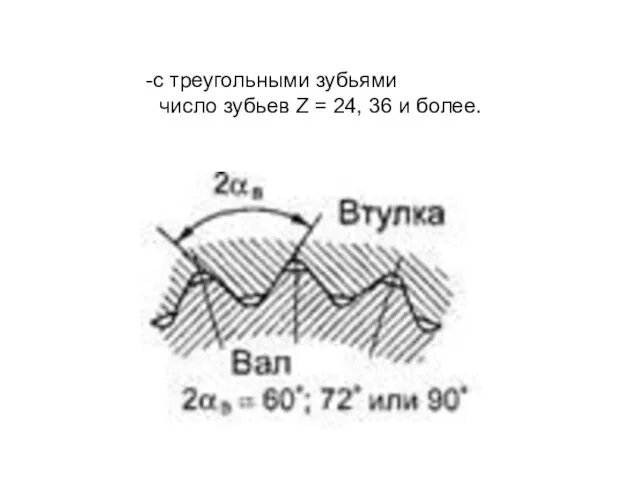
- 64. с треугольными зубьями число зубьев Z = 24, 36 и более.
- 66. Зубья на валу фрезеруют, а в ступице — протягивают на специальных станках. Число зубьев для прямобочных
- 67. Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения. Их применяют в неподвижных и подвижных соединениях. Стандартом
- 68. Прямобочные шлицевые соединения различают также по способу центрирования:
- 69. - по наружному диаметру D (наиболее точный способ центрирования). Центрирование по наружному диаметру наиболее технологично и
- 70. - по внутреннему диаметру d (при закаленной ступице). Центрирование по внутреннему диаметру рекомендуется при высокой твердости
- 71. - по боковым граням (при реверсивной работе соединения и отсутствии жестких требований к точности центрирования). Центрирование
- 72. Зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих значительный.
- 73. Условные обозначения прямобочного шлицевого соединения составляют из обозначения поверхности центрирования D, d или b, числа зубьев
- 74. По ГОСТ 1139-80 предусматривается три серии соединений с прямобочным профилем зубьев: легкую, среднюю и тяжелую, которые
- 75. Соединения с эвольвентным профилем зубьев тоже стандартизованы и используются так же, как и прямобочные, в подвижных
- 76. Соединения с треугольным профилем зубьев не стандартизованы, их применяют главным образом как неподвижные соединения. Имеют большое
- 77. Зубчатые соединения изготовляют из сталей с временным сопротивлением = 500 МПа.
- 78. По сравнению со шпоночными зубчатые соединения обладают рядом преимуществ:
- 79. 1) при одинаковых габаритах опускают передачу больших вращающих моментов за счет большей поверхности контакта; 2) обеспечивают
- 80. 4) усиливают сечение вала за счёт большего момента инерции ребристого сечения по сравнению с круглым. Зубчатый
- 81. Недостатки зубчатых соединений: - требуют специального оборудования для изготовления отверстий, более сложная технология изготовления, а следовательно,
- 82. Рекомендации по конструированию шлицевых соединений 1. Для подвижных соединений рекомендуют рабочую длину ступицы принимать не менее
- 83. 3. Для облегчения входа протяжки и сборки соединения в отверстии предусматривают заводные фаски 4. В соединениях,
- 85. Основными критериями работоспособности шлицов являются: сопротивление боковых поверхностей смятию (расчёт аналогичен шпонкам); - сопротивление износу при
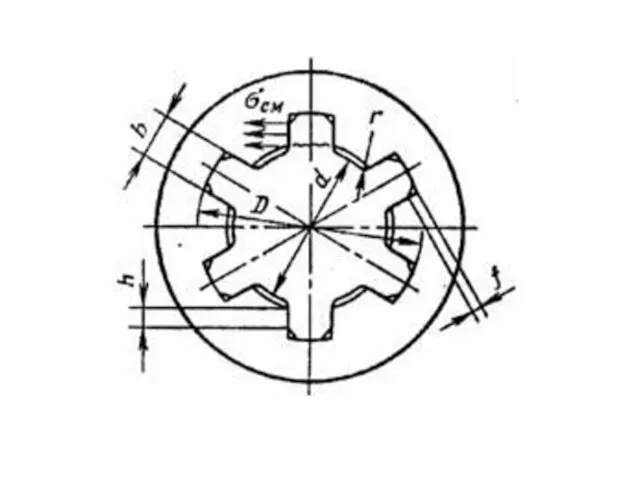
- 86. Расчет на прочность прямобочных шлицевых (зубчатых) соединений Проверочный расчет на прочность прямобочных зубчатых соединений аналогичен расчету
- 87. - клеммовые соединения
- 88. Клеммовое соединение (от нем. Klemme — зажим), фрикционно-винтовое соединение, служит для закрепления на валах или осях
- 89. Соединения применяются для передачи крутящего момента или осевой силы на вал или на ось со стороны
- 90. Достоинства -относительная простота конструкции, -простота сборки или монтажа, -возможность передачи большого крутящего момента или осевой силы.
- 91. Условно разъёмные соединения - соединения с натягом Соединение с натягом — технологическая операция получения условно разъёмного
- 92. Обычно соединяют детали с цилиндрическими или коническими поверхностями, также эти поверхности могут быть эллиптическими, призматическими и
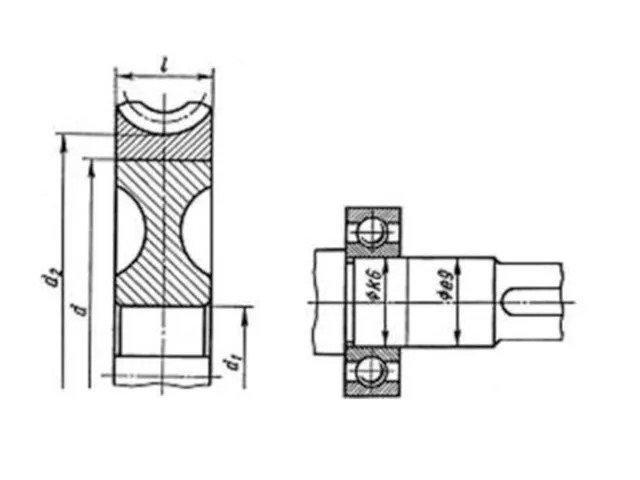
- 93. Характерными примерами деталей, соединенных посадками с натягом, являются: венцы зубчатых и червячных колес др.
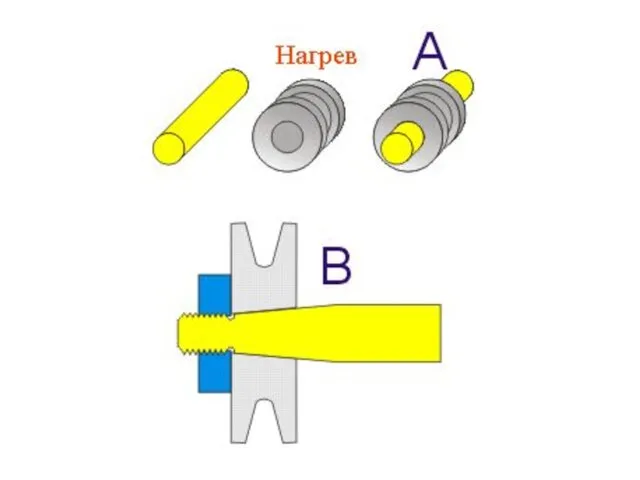
- 95. Сборка соединения с натягом производится запрессовкой или температурным деформированием.
- 97. Сборка запрессовкой В зависимости от относительной величины натяга, пластичности материалов, качества поверхности запрессовка производится с различными
- 98. Сборка температурным деформированием Позволяет произвести сборку наименьшими усилиями (свободное соединение) и минимальными повреждениями. Это достигается нагревом
- 99. Разборка соединения производится в обратной последовательности в направлении рассоединения деталей распрессовкой или температурным деформированием.
- 100. При расспресовке можно применить гидростатическую расспресовку как дополнительное средство для более лёгкого снятия детали. Для этого
- 101. Классификация соединений с натягом Цилиндрические соединения по способу сборки разделяются 1) на соединения, собираемые запрессовкой;
- 102. 2) на соединения, собираемые с предварительным нагревом охватывающей или с охлаждением охватываемой детали. Прочность соединения деталей,
- 103. 3) на соединения, собираемые с предварительным нагревом охватывающей и с охлаждением охватываемой детали.
- 104. Достоинства соединений с натягом 1) Простота конструкции и хорошее базирование соединяемых деталей. 2) Большая нагрузочная способность.
- 105. Расчет на прочность соединений с натягом Прочность соединения обеспечивается натягом, который образуется в выбранной посадке. Значение
- 106. Критерием работоспособности соединений с натягом является контактная прочность. Контактные давления в направлении длины деталей изменяются по
- 107. распределение сил и напряжений в соединениях с натягом
- 108. Взаимная неподвижность деталей соединения с натягом обеспечивается соблюдением условия: pm>[pv]max где [pm]max= - максимальное контактное давление,
- 109. При нагружении соединения осевой силой F где рm — среднее контактное давление К = 2…4,5 —
- 110. При нагружении соединения вращающим моментом Т
- 111. При сборке соединения микронеровности посадочных поверхностей частично срезаются и сглаживаются Образование посадки с натягом
- 112. Для компенсации этого в расчет вводят по правку u. Если соединение с натягом подвержено нагреву в
- 113. Максимальный допустимый натяг соединения, гарантирующий прочность охватывающей детали: Минимальный допустимый натяг соединения, гарантирующий прочность охватывающей детали:
- 114. По значению минимального и максимального натягов подбирают стандартную посадку. Для облегчения установки под прессом и во
- 115. При наличии свободного места на валу рекомендуется выполнять центрирующий участок со свободной посадкой
- 116. Для повышения усталостной прочности вала под ступицей обычно номинальный посадочный диаметр увеличивают с применением плавных переходов
- 117. Расчёт соединения с натягом Температурное деформирование Для этого способа необходимо рассчитать разность температур вала и отверстия.
- 118. При этом принимают N— натяг посадки; z0— минимальный зазор необходимый для свободного соединения деталей, при при
- 119. Запрессовка Расчёт соединения с натягом втулки и вала. При этом втулка и вал (если в нём
- 120. Исходя из сил, действующих на соединение, находим контактное давление — коэффициент запаса сцепления где F— осевая
- 121. Далее находим расчётный натяг где E— модуль упругости μ— коэффициент Пуассона
- 122. Так как имеются неровности профиля, которые деформируются и затрудняют продвижение запрессовки, полученное значение увеличиваем на величину
- 124. Скачать презентацию
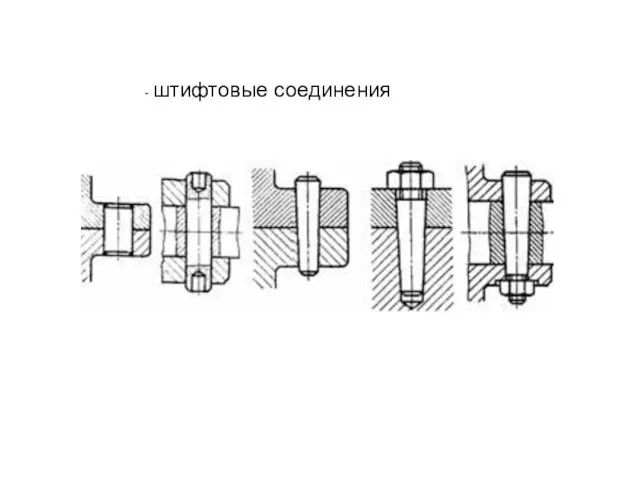
- штифтовые соединения
- штифтовые соединения
По назначению штифты разделяют на силовые и установочные.
В качестве силовых используют
По назначению штифты разделяют на силовые и установочные.
В качестве силовых используют

Конструкции штифтов
Конструкции штифтов
Известны цилиндрические (а,б), конические (в, г, д), цилиндрические пружинные разрезные
Известны цилиндрические (а,б), конические (в, г, д), цилиндрические пружинные разрезные
Достоинства штифтовых соединений:
- простота конструкции;
- простота монтажа-демонтажа;
- точное центрирование деталей благодаря
Достоинства штифтовых соединений:
- простота конструкции;
- простота монтажа-демонтажа;
- точное центрирование деталей благодаря
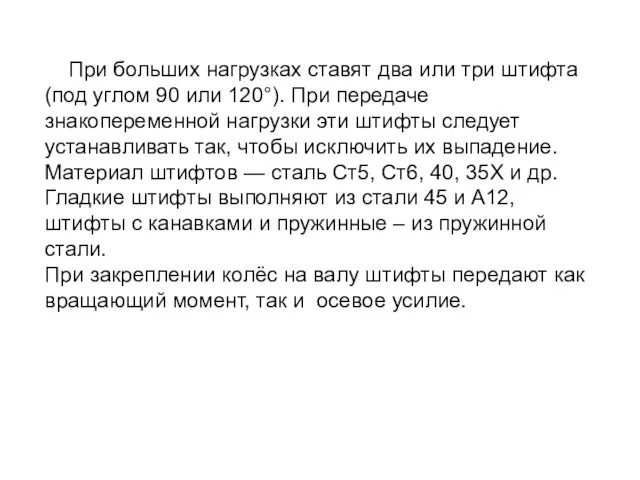
При больших нагрузках ставят два или три штифта (под углом
При больших нагрузках ставят два или три штифта (под углом
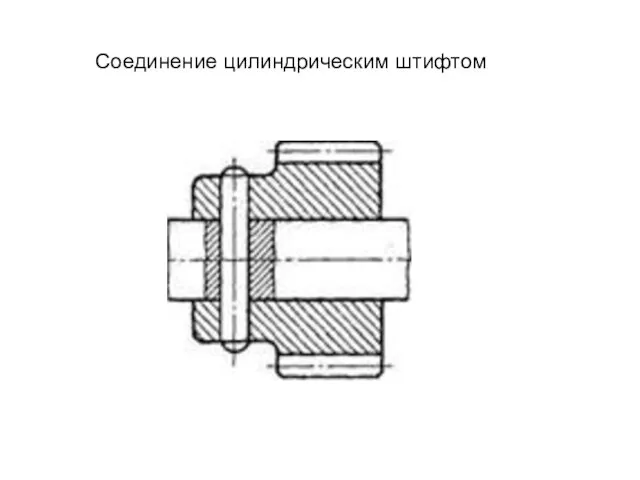
Соединение цилиндрическим штифтом
Соединение цилиндрическим штифтом
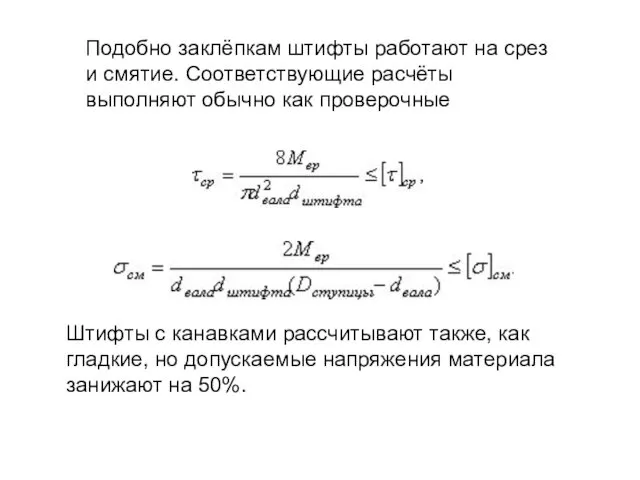
Подобно заклёпкам штифты работают на срез и смятие. Соответствующие расчёты выполняют
Подобно заклёпкам штифты работают на срез и смятие. Соответствующие расчёты выполняют
Шпоночные соединения
Шпоночные соединения
Шпоночные соединения служат для закрепления на валу (или оси) вращающихся деталей
Шпоночные соединения служат для закрепления на валу (или оси) вращающихся деталей

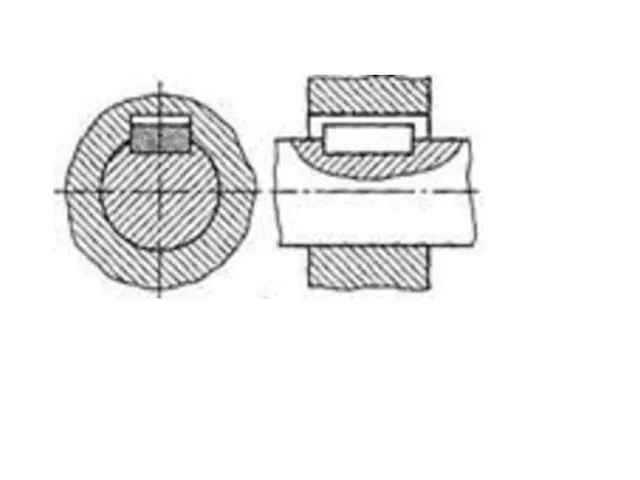
1 — вал; 2 — ступица; 3 — шпонка
1 — вал; 2 — ступица; 3 — шпонка
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки
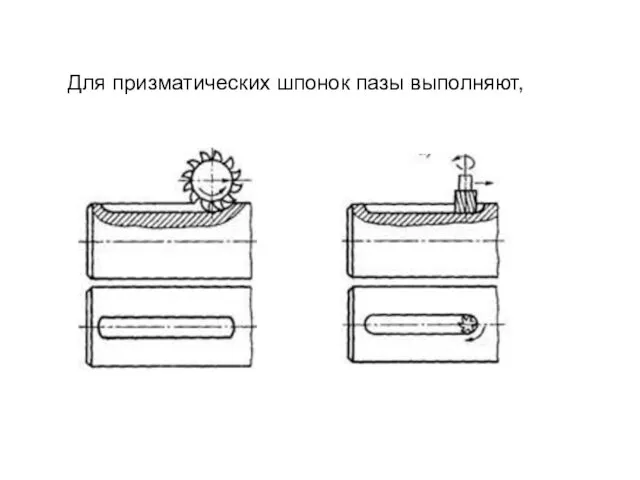
Для призматических шпонок пазы выполняют,
Для призматических шпонок пазы выполняют,
Достоинства шпоночных соединений.
- простота конструкции, дешевизна и сравнительная легкость монтажа
Достоинства шпоночных соединений.
- простота конструкции, дешевизна и сравнительная легкость монтажа
Недостатки шпоночных соединений.
шпоночные пазы ослабляют вал и ступицу насаживаемой на вал
Недостатки шпоночных соединений.
шпоночные пазы ослабляют вал и ступицу насаживаемой на вал
шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой требуется
шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой требуется
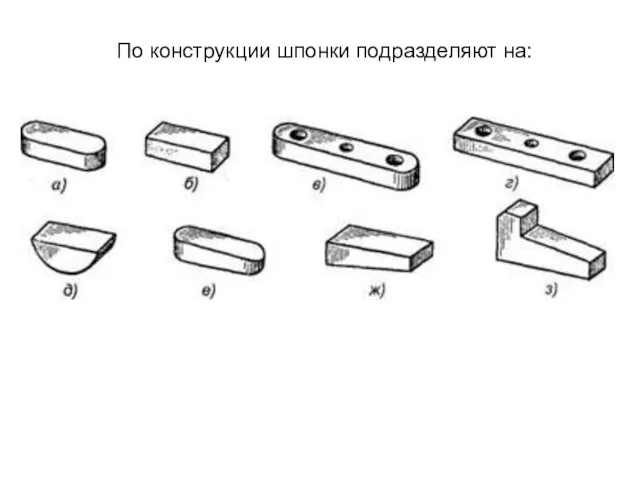
По конструкции шпонки подразделяют на:
По конструкции шпонки подразделяют на:
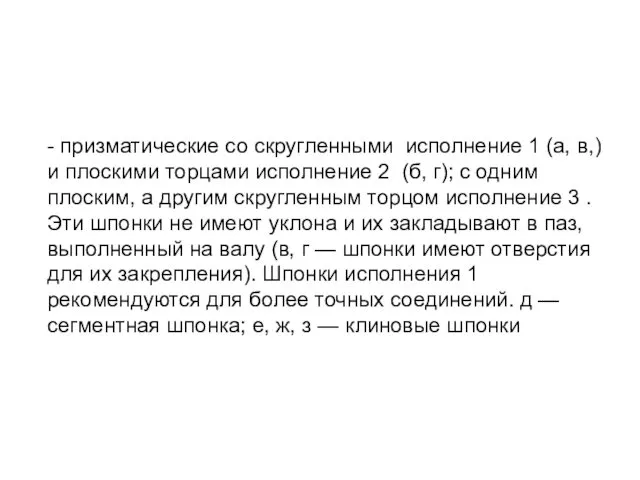
- призматические со скругленными исполнение 1 (а, в,) и плоскими торцами
- призматические со скругленными исполнение 1 (а, в,) и плоскими торцами

Призматические направляющие шпонки с креплением на валу применяют в подвижных соединениях
Призматические направляющие шпонки с креплением на валу применяют в подвижных соединениях
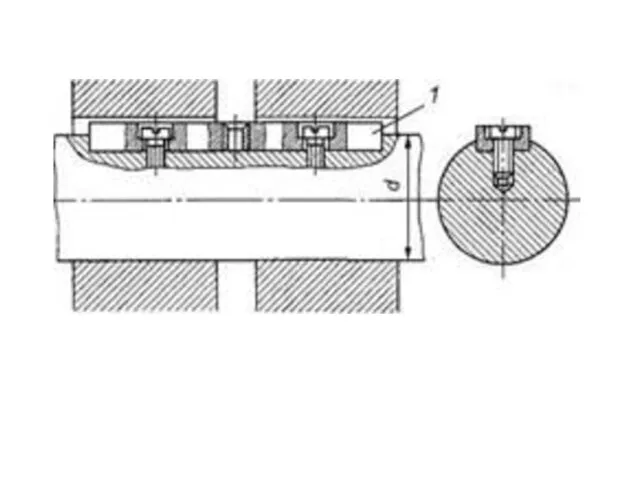
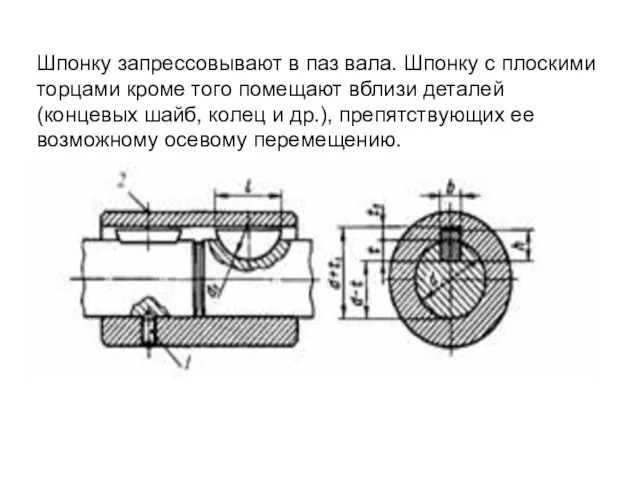
Шпонку запрессовывают в паз вала. Шпонку с плоскими торцами кроме того
Шпонку запрессовывают в паз вала. Шпонку с плоскими торцами кроме того

Соединение сегментной шпонкой
Соединение сегментной шпонкой
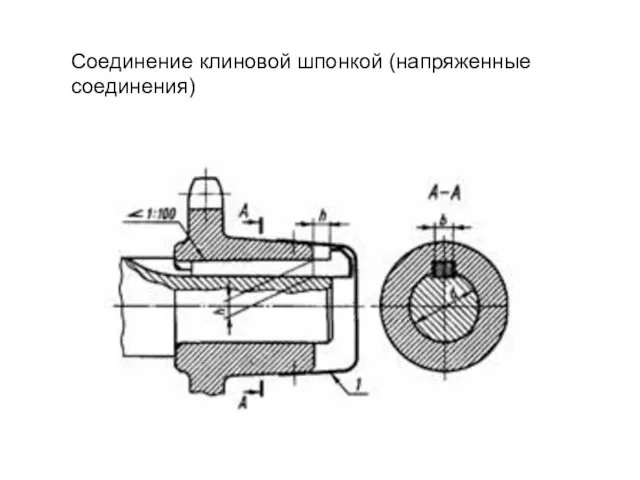
Соединение клиновой шпонкой (напряженные соединения)
Соединение клиновой шпонкой (напряженные соединения)

Соединение тангенциальными шпонками
Соединение тангенциальными шпонками
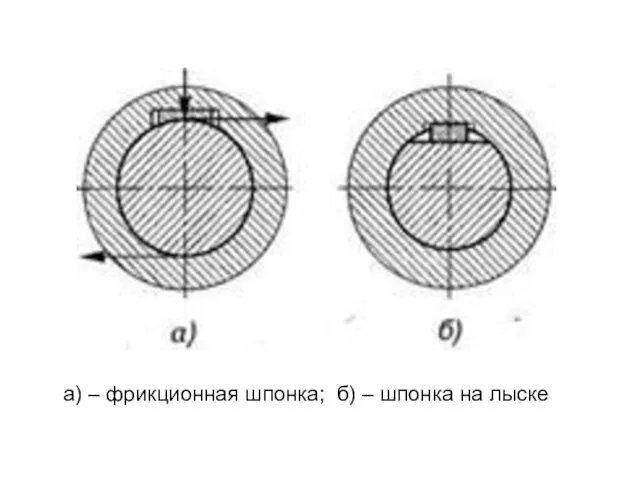
а) – фрикционная шпонка; б) – шпонка на лыске
а) – фрикционная шпонка; б) – шпонка на лыске
Материал шпонок. Шпонки призматические, сегментные, клиновые стандартизованы. Стандартные шпонки изготовляют из
Материал шпонок. Шпонки призматические, сегментные, клиновые стандартизованы. Стандартные шпонки изготовляют из
Допускаемые напряжения смятия для шпоночных соединений:
- при стальной ступице
- при
Допускаемые напряжения смятия для шпоночных соединений:
- при стальной ступице
- при
Допускаемое напряжение на срез шпонок
= 70... 100 Н/мм2
Большее значение принимают при
Допускаемое напряжение на срез шпонок
= 70... 100 Н/мм2
Большее значение принимают при
Все основные виды шпоночных соединений можно разделить на две группы: ненапряженные
Все основные виды шпоночных соединений можно разделить на две группы: ненапряженные
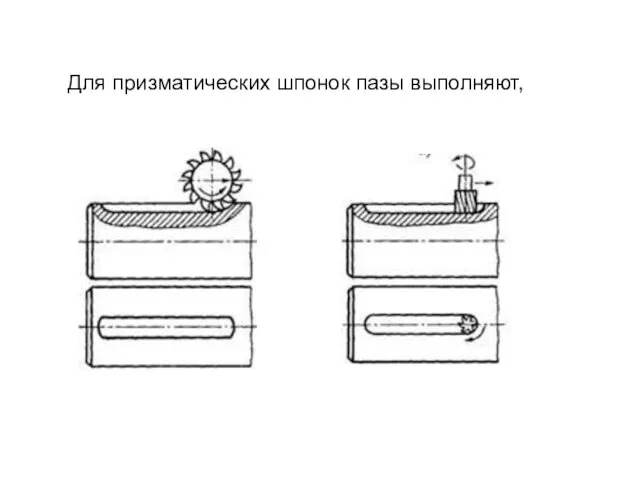
Для призматических шпонок пазы выполняют,
Для призматических шпонок пазы выполняют,
Соединения, в которых применяют клиновые шпонки, относят к напряженным соединениям.
Соединения, в которых применяют клиновые шпонки, относят к напряженным соединениям.
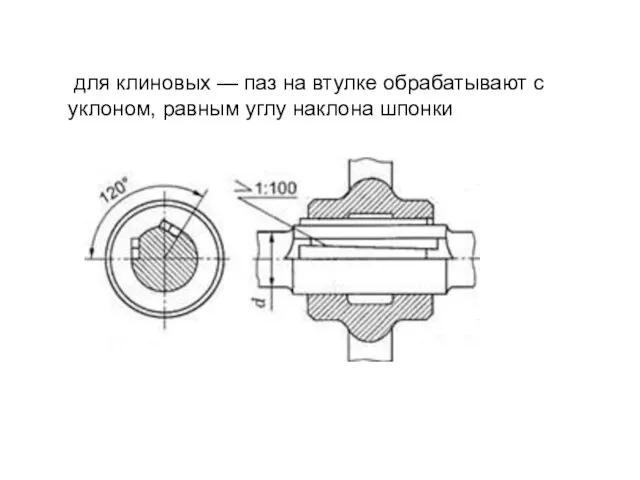
для клиновых — паз на втулке обрабатывают с уклоном, равным
для клиновых — паз на втулке обрабатывают с уклоном, равным

Для сегментных шпонок пазы выполняют дисковыми фрезами
Для сегментных шпонок пазы выполняют дисковыми фрезами

для цилиндрических — получают сверлением
для цилиндрических — получают сверлением
Расчет на прочность соединений с призматическими шпонками
Основным критерием работоспособности шпоночных соединений
Расчет на прочность соединений с призматическими шпонками
Основным критерием работоспособности шпоночных соединений
Рекомендуемая последовательность проектировочного расчета.
В зависимости от диаметра вала d по табл.
Рекомендуемая последовательность проектировочного расчета.
В зависимости от диаметра вала d по табл.
Напряжения смятия определяют в предположении их равномерного распределения по поверхности контакта:
где
Напряжения смятия определяют в предположении их равномерного распределения по поверхности контакта:
где
Следовательно,
где Т — передаваемый момент, Нмм; d — диаметр вала,
Следовательно,
где Т — передаваемый момент, Нмм; d — диаметр вала,
Расчетную длину шпонки округляют до ближайшего большего размера (см. табл.).
Расчетную длину шпонки округляют до ближайшего большего размера (см. табл.).
В тех случаях, когда длина шпонки получается значительно больше длины
В тех случаях, когда длина шпонки получается значительно больше длины
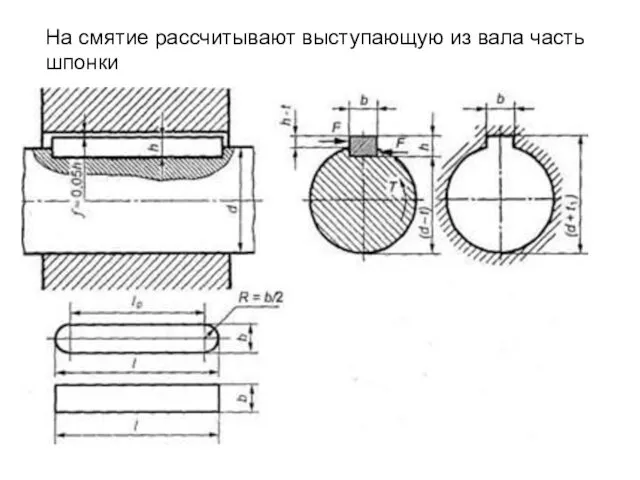
На смятие рассчитывают выступающую из вала часть шпонки
На смятие рассчитывают выступающую из вала часть шпонки

Размеры (мм) призматических шпонок
Размеры (мм) призматических шпонок
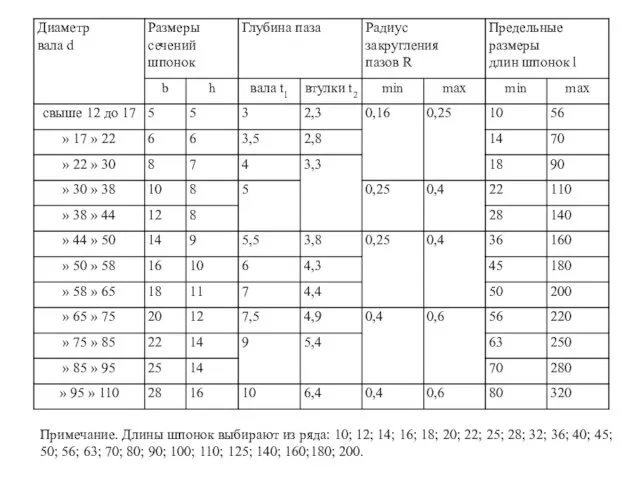
Примечание. Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18;
Примечание. Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18;
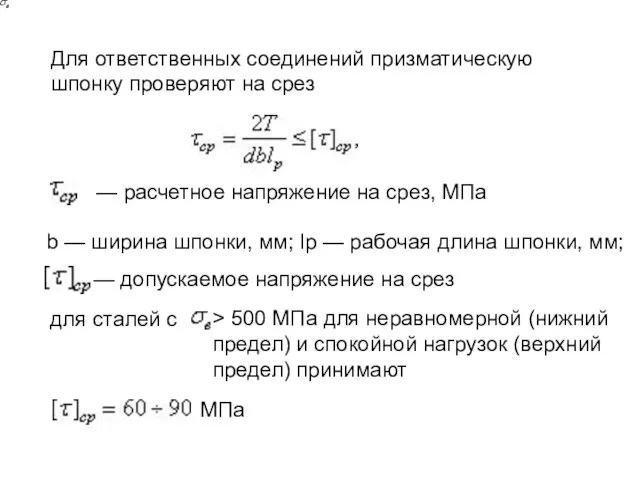
Для ответственных соединений призматическую шпонку проверяют на срез
— расчетное напряжение на
Для ответственных соединений призматическую шпонку проверяют на срез
— расчетное напряжение на

Крутящий момент T увеличивается с увеличением диаметра зубчатого колеса D. Напряжения
Крутящий момент T увеличивается с увеличением диаметра зубчатого колеса D. Напряжения
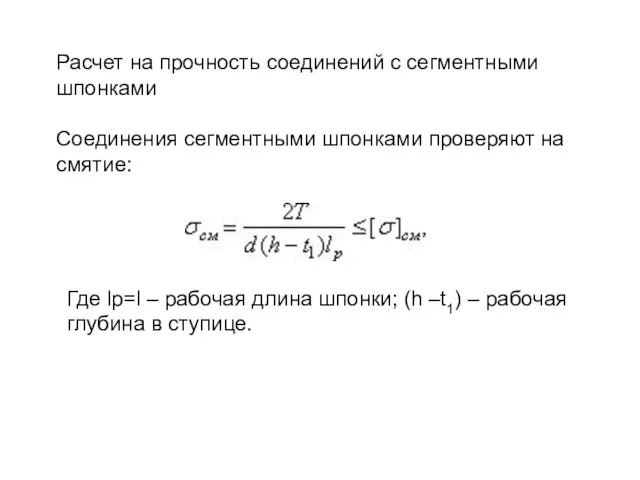
Расчет на прочность соединений с сегментными шпонками
Соединения сегментными шпонками проверяют на
Расчет на прочность соединений с сегментными шпонками
Соединения сегментными шпонками проверяют на
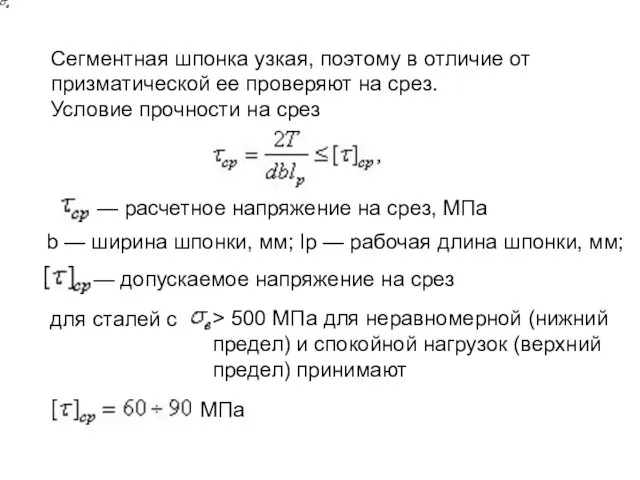
Сегментная шпонка узкая, поэтому в отличие от призматической ее проверяют на
Сегментная шпонка узкая, поэтому в отличие от призматической ее проверяют на

Шлицевые (зубчатые) соединения
Шлицевые (зубчатые) соединения
Шлицевые соединения можно рассматривать как многошпоночные, в которых шпонки как
Шлицевые соединения можно рассматривать как многошпоночные, в которых шпонки как
Шлицевые соединения образуются выступами - зубьями на валу, ходящими во
Шлицевые соединения образуются выступами - зубьями на валу, ходящими во
Соответственно различают шлицевые соединения с центрированием по боковым поверхностям зубьев, по
Соответственно различают шлицевые соединения с центрированием по боковым поверхностям зубьев, по
В зависимости от профиля зубьев различают три основных типа соединений
В зависимости от профиля зубьев различают три основных типа соединений
с прямобочными зубьями
число зубьев Z = 6, 8, 10,
с прямобочными зубьями
число зубьев Z = 6, 8, 10,
с эвольвентными зубьями
число зубьев Z = 12, 16 и более;
с эвольвентными зубьями
число зубьев Z = 12, 16 и более;
с треугольными зубьями
число зубьев Z = 24, 36 и более.
с треугольными зубьями
число зубьев Z = 24, 36 и более.

Зубья на валу фрезеруют, а в ступице — протягивают на специальных
Зубья на валу фрезеруют, а в ступице — протягивают на специальных
Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения. Их применяют
Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения. Их применяют
Прямобочные шлицевые соединения различают также по способу центрирования:
Прямобочные шлицевые соединения различают также по способу центрирования:
- по наружному диаметру D (наиболее точный способ центрирования). Центрирование по
- по наружному диаметру D (наиболее точный способ центрирования). Центрирование по
- по внутреннему диаметру d (при закаленной ступице). Центрирование по внутреннему
- по внутреннему диаметру d (при закаленной ступице). Центрирование по внутреннему
- по боковым граням (при реверсивной работе соединения и отсутствии жестких
- по боковым граням (при реверсивной работе соединения и отсутствии жестких
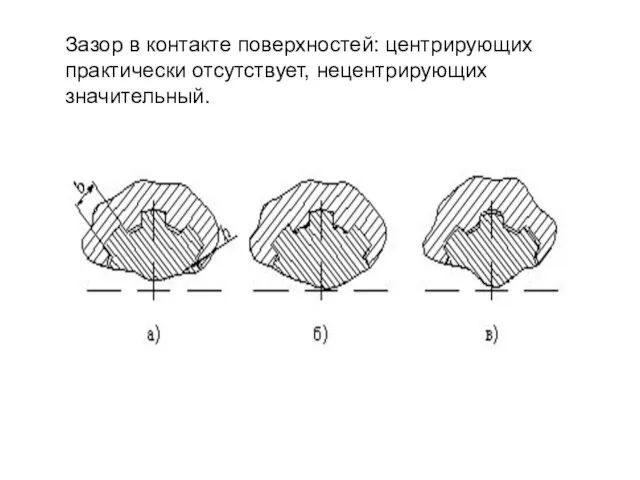
Зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих значительный.
Зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих значительный.
Условные обозначения прямобочного шлицевого соединения составляют из обозначения поверхности центрирования
Условные обозначения прямобочного шлицевого соединения составляют из обозначения поверхности центрирования
По ГОСТ 1139-80 предусматривается три серии соединений с прямобочным профилем зубьев:
По ГОСТ 1139-80 предусматривается три серии соединений с прямобочным профилем зубьев:
Соединения с эвольвентным профилем зубьев тоже стандартизованы и используются так же,
Соединения с эвольвентным профилем зубьев тоже стандартизованы и используются так же,
Соединения с треугольным профилем зубьев не стандартизованы, их применяют главным
Соединения с треугольным профилем зубьев не стандартизованы, их применяют главным
Зубчатые соединения изготовляют из сталей с временным сопротивлением
= 500
Зубчатые соединения изготовляют из сталей с временным сопротивлением
= 500
По сравнению со шпоночными зубчатые соединения обладают рядом преимуществ:
По сравнению со шпоночными зубчатые соединения обладают рядом преимуществ:
1) при одинаковых габаритах опускают передачу больших вращающих моментов за счет
1) при одинаковых габаритах опускают передачу больших вращающих моментов за счет
4) усиливают сечение вала за счёт большего момента инерции ребристого сечения
4) усиливают сечение вала за счёт большего момента инерции ребристого сечения
Недостатки зубчатых соединений:
- требуют специального оборудования для изготовления отверстий, более
Недостатки зубчатых соединений:
- требуют специального оборудования для изготовления отверстий, более
Рекомендации по конструированию шлицевых соединений
1. Для подвижных соединений рекомендуют рабочую длину
Рекомендации по конструированию шлицевых соединений
1. Для подвижных соединений рекомендуют рабочую длину
3. Для облегчения входа протяжки и сборки соединения в отверстии предусматривают
3. Для облегчения входа протяжки и сборки соединения в отверстии предусматривают
Основными критериями работоспособности шлицов являются:
сопротивление боковых поверхностей смятию (расчёт аналогичен шпонкам);
-
Основными критериями работоспособности шлицов являются:
сопротивление боковых поверхностей смятию (расчёт аналогичен шпонкам);
-
Расчет на прочность прямобочных шлицевых (зубчатых) соединений
Проверочный расчет на прочность прямобочных
Расчет на прочность прямобочных шлицевых (зубчатых) соединений
Проверочный расчет на прочность прямобочных
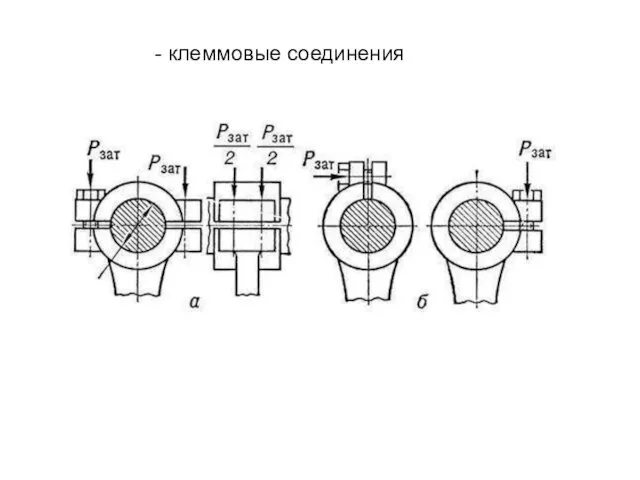
- клеммовые соединения
- клеммовые соединения
Клеммовое соединение (от нем. Klemme — зажим), фрикционно-винтовое соединение, служит
Клеммовое соединение (от нем. Klemme — зажим), фрикционно-винтовое соединение, служит
Соединения применяются для передачи крутящего момента или осевой силы на вал
Соединения применяются для передачи крутящего момента или осевой силы на вал
Достоинства
-относительная простота конструкции,
-простота сборки или монтажа,
-возможность передачи большого крутящего
Достоинства
-относительная простота конструкции,
-простота сборки или монтажа,
-возможность передачи большого крутящего
Условно разъёмные соединения - соединения с натягом
Соединение с натягом —
Условно разъёмные соединения - соединения с натягом
Соединение с натягом —
Обычно соединяют детали с цилиндрическими или коническими поверхностями, также эти поверхности
Обычно соединяют детали с цилиндрическими или коническими поверхностями, также эти поверхности
Характерными примерами деталей, соединенных посадками с натягом, являются: венцы зубчатых
Характерными примерами деталей, соединенных посадками с натягом, являются: венцы зубчатых
Сборка соединения с натягом производится запрессовкой или температурным деформированием.
Сборка соединения с натягом производится запрессовкой или температурным деформированием.
Сборка запрессовкой
В зависимости от относительной величины натяга, пластичности материалов, качества
Сборка запрессовкой
В зависимости от относительной величины натяга, пластичности материалов, качества
Сборка температурным деформированием
Позволяет произвести сборку наименьшими усилиями (свободное соединение) и
Сборка температурным деформированием
Позволяет произвести сборку наименьшими усилиями (свободное соединение) и
Разборка соединения производится в обратной последовательности в направлении рассоединения деталей
Разборка соединения производится в обратной последовательности в направлении рассоединения деталей
При расспресовке можно применить гидростатическую расспресовку как дополнительное средство для
При расспресовке можно применить гидростатическую расспресовку как дополнительное средство для
Классификация соединений с натягом
Цилиндрические соединения по способу сборки разделяются
Классификация соединений с натягом
Цилиндрические соединения по способу сборки разделяются
2) на соединения, собираемые с предварительным нагревом охватывающей или с
2) на соединения, собираемые с предварительным нагревом охватывающей или с
3) на соединения, собираемые с предварительным нагревом охватывающей и с
3) на соединения, собираемые с предварительным нагревом охватывающей и с
Достоинства соединений с натягом
1) Простота конструкции и хорошее базирование соединяемых
Достоинства соединений с натягом
1) Простота конструкции и хорошее базирование соединяемых
Расчет на прочность соединений с натягом
Прочность соединения обеспечивается натягом,
Расчет на прочность соединений с натягом
Прочность соединения обеспечивается натягом,
Критерием работоспособности соединений с натягом является контактная прочность. Контактные давления
Критерием работоспособности соединений с натягом является контактная прочность. Контактные давления

распределение сил и напряжений в соединениях с натягом
распределение сил и напряжений в соединениях с натягом
![Взаимная неподвижность деталей соединения с натягом обеспечивается соблюдением условия: pm>[pv]max](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/28938/slide-107.jpg)
Взаимная неподвижность деталей соединения с натягом обеспечивается соблюдением условия: pm>[pv]max
где [pm]max=
Взаимная неподвижность деталей соединения с натягом обеспечивается соблюдением условия: pm>[pv]max
где [pm]max=
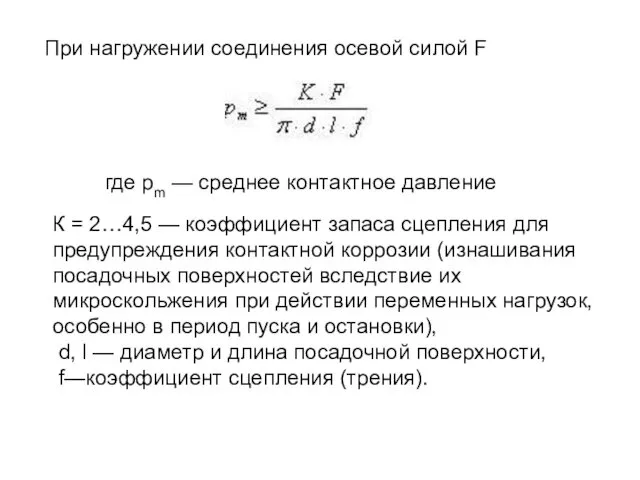
При нагружении соединения осевой силой F
где рm — среднее контактное давление
К
При нагружении соединения осевой силой F
где рm — среднее контактное давление
К
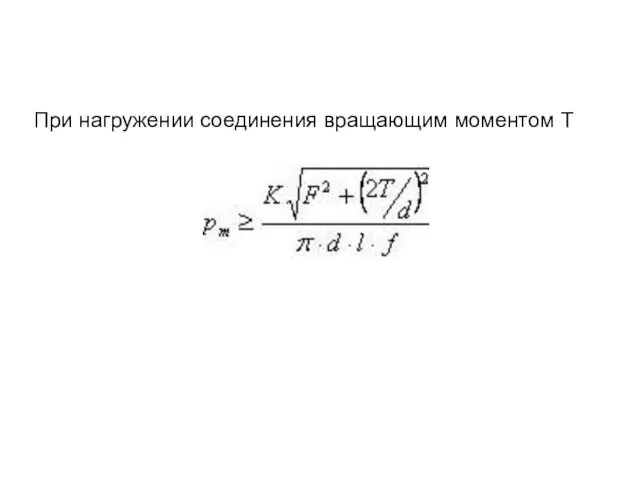
При нагружении соединения вращающим моментом Т
При нагружении соединения вращающим моментом Т
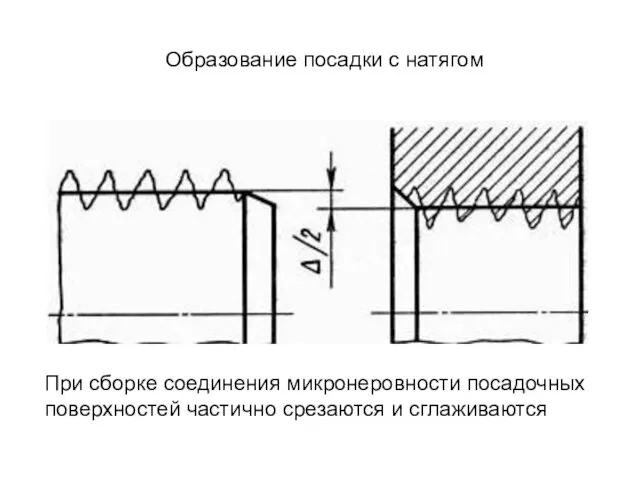
При сборке соединения микронеровности посадочных поверхностей частично срезаются и сглаживаются
Образование посадки
При сборке соединения микронеровности посадочных поверхностей частично срезаются и сглаживаются
Образование посадки
Для компенсации этого в расчет вводят по правку u.
Для компенсации этого в расчет вводят по правку u.
Максимальный допустимый натяг соединения, гарантирующий прочность охватывающей детали:
Минимальный допустимый натяг соединения,
Максимальный допустимый натяг соединения, гарантирующий прочность охватывающей детали:
Минимальный допустимый натяг соединения,

По значению минимального и максимального натягов подбирают стандартную посадку.
Для облегчения установки
По значению минимального и максимального натягов подбирают стандартную посадку.
Для облегчения установки
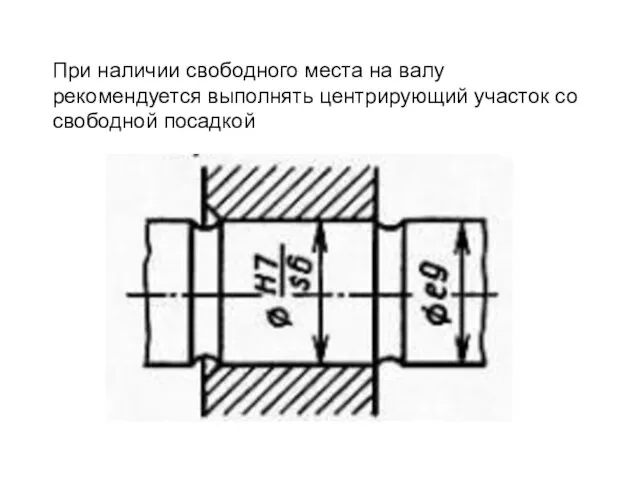
При наличии свободного места на валу рекомендуется выполнять центрирующий участок со
При наличии свободного места на валу рекомендуется выполнять центрирующий участок со
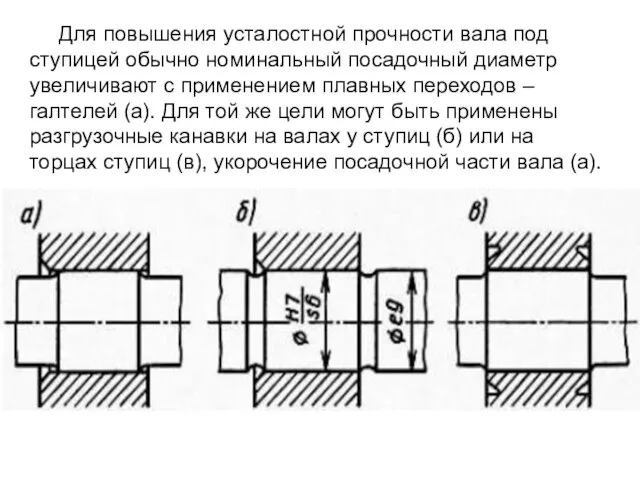
Для повышения усталостной прочности вала под ступицей обычно номинальный посадочный
Для повышения усталостной прочности вала под ступицей обычно номинальный посадочный
Расчёт соединения с натягом
Температурное деформирование
Для этого способа необходимо рассчитать разность температур
Расчёт соединения с натягом
Температурное деформирование
Для этого способа необходимо рассчитать разность температур
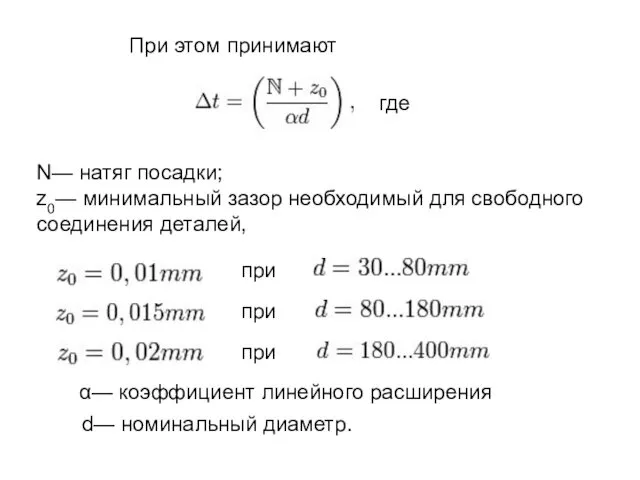
При этом принимают
N— натяг посадки;
z0— минимальный зазор необходимый для свободного соединения
При этом принимают
N— натяг посадки;
z0— минимальный зазор необходимый для свободного соединения
Запрессовка
Расчёт соединения с натягом втулки и вала. При этом втулка и
Запрессовка
Расчёт соединения с натягом втулки и вала. При этом втулка и
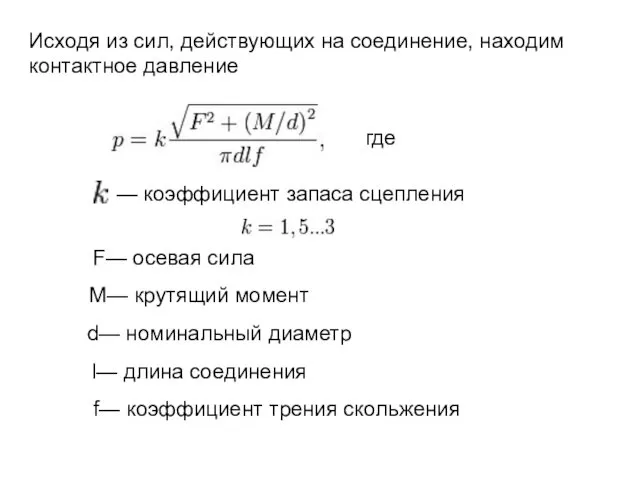
Исходя из сил, действующих на соединение, находим контактное давление
—
Исходя из сил, действующих на соединение, находим контактное давление
—
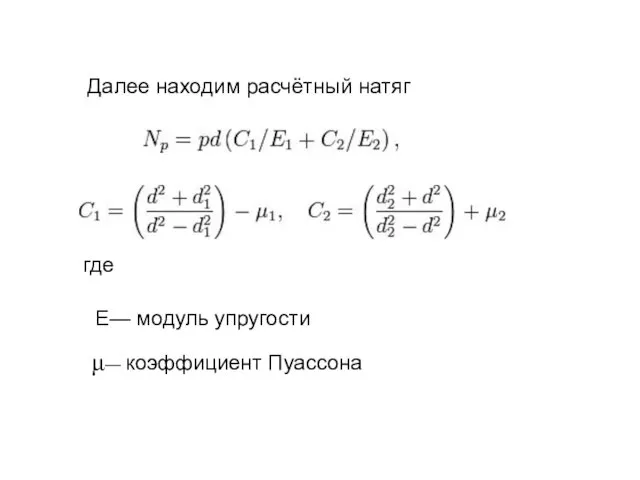
Далее находим расчётный натяг
где
E— модуль упругости
μ— коэффициент Пуассона
Далее находим расчётный натяг
где
E— модуль упругости
μ— коэффициент Пуассона
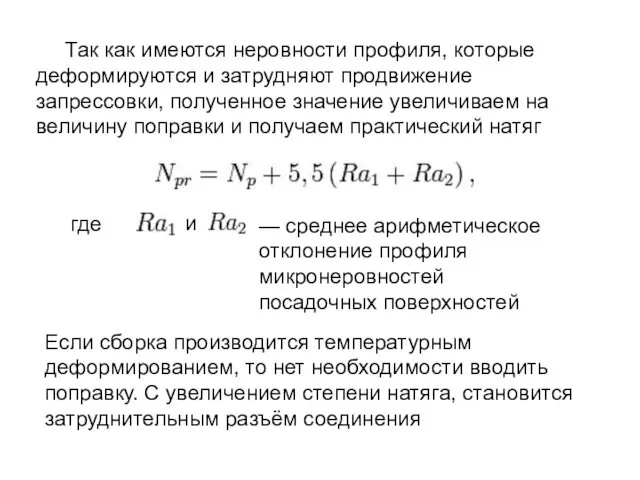
Так как имеются неровности профиля, которые деформируются и затрудняют продвижение
Так как имеются неровности профиля, которые деформируются и затрудняют продвижение
 Твердение ЖБ изделий
Твердение ЖБ изделий Тема учебного проекта: Знакомство с космосом Автор: Ильинская Ольга Владимировна, учитель начальных классов, МОУ лицей№41 г.Костромы 2010-2011 уч. год
Тема учебного проекта: Знакомство с космосом Автор: Ильинская Ольга Владимировна, учитель начальных классов, МОУ лицей№41 г.Костромы 2010-2011 уч. год Жерасты органдары. Тропизмдер
Жерасты органдары. Тропизмдер Презентация для родительского собрания
Презентация для родительского собрания Эксплуатация тракторов МТЗ-80/82
Эксплуатация тракторов МТЗ-80/82 Эколого-благотворительный проект #Добрые крышечки
Эколого-благотворительный проект #Добрые крышечки Исследование спинномозговой жидкости
Исследование спинномозговой жидкости Презентация аналитического отчета художественно-эстетического направления (хореография).
Презентация аналитического отчета художественно-эстетического направления (хореография). Модель обучения в ОАО МЦТ
Модель обучения в ОАО МЦТ Возрастная периодизация развития школьников и её учет в обучении и воспитании
Возрастная периодизация развития школьников и её учет в обучении и воспитании Методический семинар.Концептуальное изложение опыта работы по теме самообразования.
Методический семинар.Концептуальное изложение опыта работы по теме самообразования. Опиливание заготовок из металла и пластмассы
Опиливание заготовок из металла и пластмассы Большие ИМС
Большие ИМС Italy is one of the most beautiful countries in Europe
Italy is one of the most beautiful countries in Europe Игра на 8 марта Угадай мелодию
Игра на 8 марта Угадай мелодию Что родителям нужно знать о ЕГЭ, ОГЭ?
Что родителям нужно знать о ЕГЭ, ОГЭ? Система универсально-сборной технологической оснастки (УСП) станков
Система универсально-сборной технологической оснастки (УСП) станков Речевые нарушения
Речевые нарушения Профессия воспитатель
Профессия воспитатель Презентация Готовимся к аттестации!
Презентация Готовимся к аттестации! крылатые выражения из романа Евгений Онегин
крылатые выражения из романа Евгений Онегин Прогнозування, планування та регулювання діяльності підприємства. Лекція 2
Прогнозування, планування та регулювання діяльності підприємства. Лекція 2 Чинники ризику, стрес і здоров'я людини
Чинники ризику, стрес і здоров'я людини Удивительные растения экваториальных лесов Южной Америки
Удивительные растения экваториальных лесов Южной Америки Якуб Колас
Якуб Колас Машинобудування в Україні
Машинобудування в Україні Презентация к урокам технологии. Работа с пластилином и природными материалами.
Презентация к урокам технологии. Работа с пластилином и природными материалами. Эпоха Просвещения
Эпоха Просвещения