- Специальные способы сварки. Гидродинамические явления при формировании сварного шва

Содержание
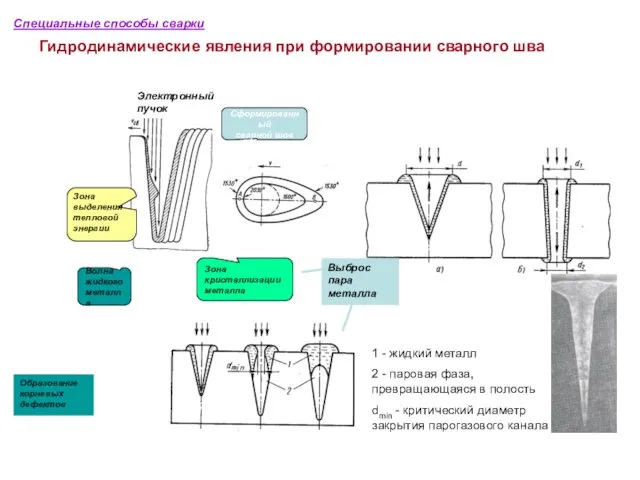
- 2. Специальные способы сварки Гидродинамические явления при формировании сварного шва
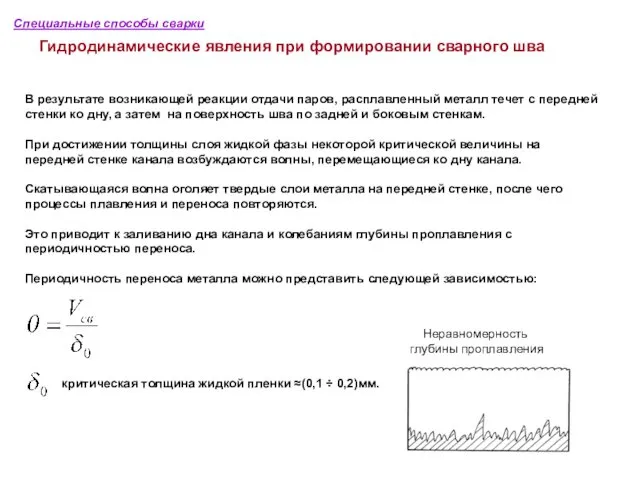
- 3. Специальные способы сварки Гидродинамические явления при формировании сварного шва В результате возникающей реакции отдачи паров, расплавленный
- 4. Специальные способы сварки Оборудование для ЭЛС
- 5. Специальные способы сварки Оборудование для ЭЛС вакуумная камера привод перемещения свариваемого изделия; свариваемое изделие; иллюминатор для
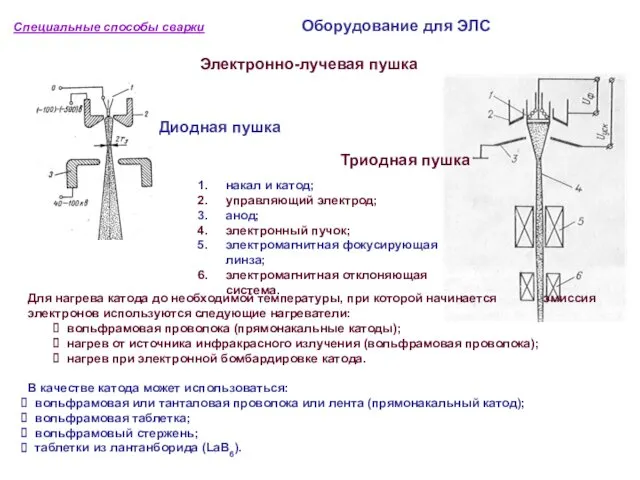
- 6. Специальные способы сварки Оборудование для ЭЛС Электронно-лучевая пушка накал и катод; управляющий электрод; анод; электронный пучок;
- 7. Специальные способы сварки Технология ЭЛС
- 8. Специальные способы сварки Технология ЭЛС ОСОБЕННОСТИ ПРОЦЕССА ЭЛС Процесс ЭЛС позволяет при высокой плотности удельной тепловой
- 9. Специальные способы сварки Технология ЭЛС ОБЛАСТЬ ПРИМЕНЕНИЯ ПРОЦЕССА ЭЛС
- 10. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
- 11. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
- 12. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
- 13. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
- 14. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
- 15. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
- 16. Специальные способы сварки Технология ЭЛС КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
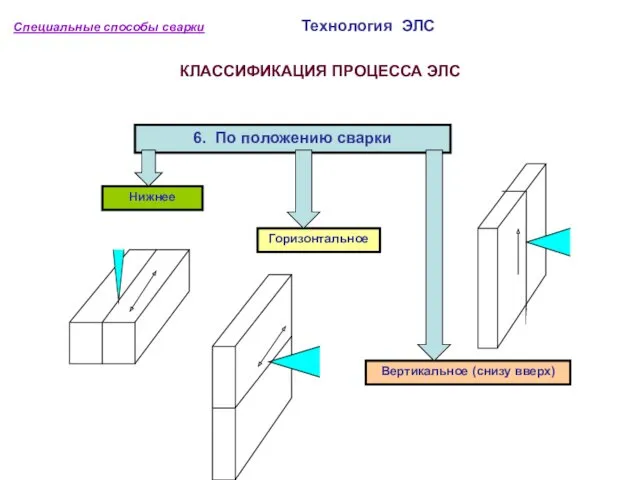
- 17. ФОРМИРОВАНИЕ СВАРНОГО ШВА В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ Специальные способы сварки Технология ЭЛС
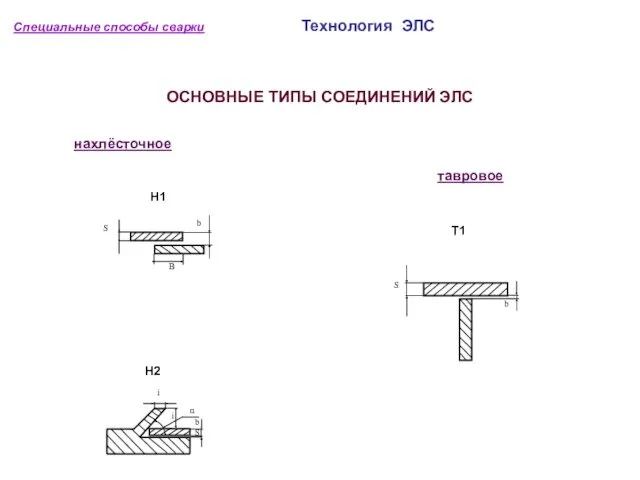
- 18. Специальные способы сварки Технология ЭЛС ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ ЭЛС СТЫКОВЫЕ
- 19. Специальные способы сварки Технология ЭЛС ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ ЭЛС
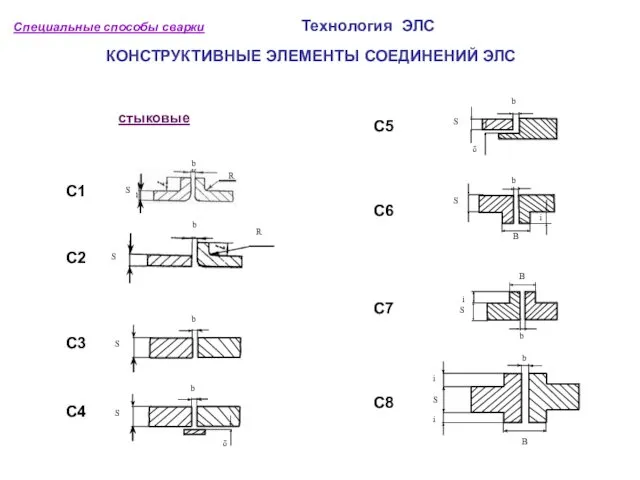
- 20. Специальные способы сварки Технология ЭЛС КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ ЭЛС
- 21. Специальные способы сварки Технология ЭЛС КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ ЭЛС
- 22. ПОДГОТОВКА СВАРНЫХ СОЕДИНЕНИЙ .Кромки сварных соединений должны быть обработаны механическим способом. Шероховатость (Ra) поверхности кромки и
- 23. ДЕФЕКТЫ СВАРНЫХ ШВОВ ПРИ ЭЛС Корневые Несплавления кромок Пустоты в середине шва Неравномерность глубины проплавления Вытекание
- 24. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ 1.Визуальный контроль и измерении соответствие формы и размеров шва; наплывы и подрезы;
- 25. МЕТОДЫ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ДЕФЕКТОВ Точное соблюдение технологии сварки. Тщательно производить подготовку свариваемых деталей. Создание в рабочей
- 26. СПОСОБЫ ИСПРАВЛЕНИЯ ДЕФЕКТНЫХ УЧАСТКОВ СВАРНЫХ ШВОВ Поверхностные дефекты (неравномерность формирования поверхности шва, подрезы, усиления) следует исправлять
- 30. Скачать презентацию
Специальные способы сварки
Гидродинамические явления при формировании сварного шва
Специальные способы сварки
Гидродинамические явления при формировании сварного шва
Специальные способы сварки
Гидродинамические явления при формировании сварного шва
В результате возникающей реакции
Специальные способы сварки
Гидродинамические явления при формировании сварного шва
В результате возникающей реакции
Специальные способы сварки
Оборудование для ЭЛС
Специальные способы сварки
Оборудование для ЭЛС

Специальные способы сварки Оборудование для ЭЛС
вакуумная камера
привод перемещения свариваемого изделия;
свариваемое изделие;
иллюминатор для
Специальные способы сварки Оборудование для ЭЛС
вакуумная камера
привод перемещения свариваемого изделия;
свариваемое изделие;
иллюминатор для
Специальные способы сварки Оборудование для ЭЛС
Электронно-лучевая пушка
накал и катод;
управляющий электрод;
анод;
электронный пучок;
электромагнитная
Специальные способы сварки Оборудование для ЭЛС
Электронно-лучевая пушка
накал и катод;
управляющий электрод;
анод;
электронный пучок;
электромагнитная
Специальные способы сварки
Технология ЭЛС
Специальные способы сварки
Технология ЭЛС
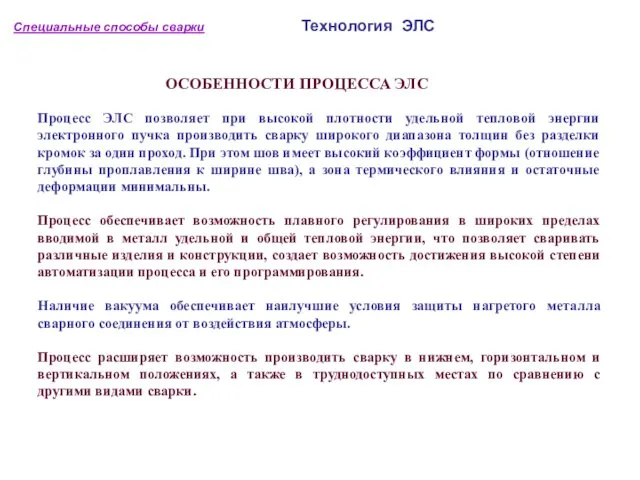
Специальные способы сварки Технология ЭЛС
ОСОБЕННОСТИ ПРОЦЕССА ЭЛС
Процесс ЭЛС позволяет при высокой плотности
Специальные способы сварки Технология ЭЛС
ОСОБЕННОСТИ ПРОЦЕССА ЭЛС
Процесс ЭЛС позволяет при высокой плотности

Специальные способы сварки Технология ЭЛС
ОБЛАСТЬ ПРИМЕНЕНИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
ОБЛАСТЬ ПРИМЕНЕНИЯ ПРОЦЕССА ЭЛС

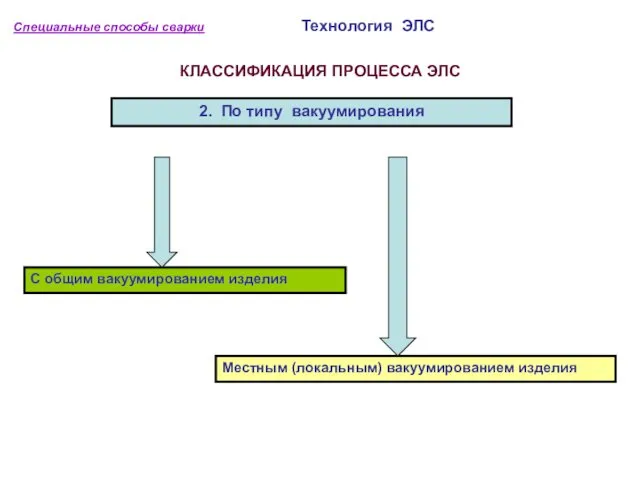
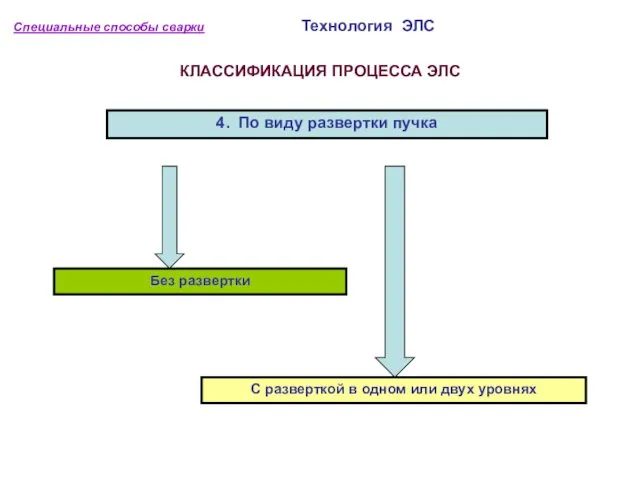
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС

Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС

Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС

Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС
Специальные способы сварки Технология ЭЛС
КЛАССИФИКАЦИЯ ПРОЦЕССА ЭЛС

ФОРМИРОВАНИЕ СВАРНОГО ШВА В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ
Специальные способы сварки Технология ЭЛС
ФОРМИРОВАНИЕ СВАРНОГО ШВА В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ
Специальные способы сварки Технология ЭЛС

Специальные способы сварки Технология ЭЛС
ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ ЭЛС
СТЫКОВЫЕ
Специальные способы сварки Технология ЭЛС
ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ ЭЛС
СТЫКОВЫЕ
Специальные способы сварки Технология ЭЛС
ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ ЭЛС
Специальные способы сварки Технология ЭЛС
ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ ЭЛС
Специальные способы сварки Технология ЭЛС
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ ЭЛС
Специальные способы сварки Технология ЭЛС
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ ЭЛС

Специальные способы сварки Технология ЭЛС
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ ЭЛС
Специальные способы сварки Технология ЭЛС
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ ЭЛС
ПОДГОТОВКА СВАРНЫХ СОЕДИНЕНИЙ
.Кромки сварных соединений должны быть обработаны механическим способом.
Шероховатость (Ra)
ПОДГОТОВКА СВАРНЫХ СОЕДИНЕНИЙ
.Кромки сварных соединений должны быть обработаны механическим способом.
Шероховатость (Ra)

ДЕФЕКТЫ СВАРНЫХ ШВОВ ПРИ ЭЛС
Корневые
Несплавления кромок
Пустоты в
середине шва
Неравномерность
глубины проплавления
Вытекание
ДЕФЕКТЫ СВАРНЫХ ШВОВ ПРИ ЭЛС
Корневые
Несплавления кромок
Пустоты в
середине шва
Неравномерность
глубины проплавления
Вытекание

КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ
1.Визуальный контроль и измерении
соответствие формы и размеров шва;
наплывы
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ
1.Визуальный контроль и измерении
соответствие формы и размеров шва;
наплывы
МЕТОДЫ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ДЕФЕКТОВ
Точное соблюдение технологии сварки.
Тщательно производить подготовку
МЕТОДЫ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ДЕФЕКТОВ
Точное соблюдение технологии сварки.
Тщательно производить подготовку

СПОСОБЫ ИСПРАВЛЕНИЯ ДЕФЕКТНЫХ УЧАСТКОВ СВАРНЫХ ШВОВ
Поверхностные дефекты (неравномерность формирования поверхности
СПОСОБЫ ИСПРАВЛЕНИЯ ДЕФЕКТНЫХ УЧАСТКОВ СВАРНЫХ ШВОВ
Поверхностные дефекты (неравномерность формирования поверхности


 Балалайка - музыкальный символ России
Балалайка - музыкальный символ России Организация ремонтных работ токарного металло-обрабатываюшего с ЧПУ станка серии СТ16А25АМ
Организация ремонтных работ токарного металло-обрабатываюшего с ЧПУ станка серии СТ16А25АМ Презентация
Презентация Прекращение горения на пожаре. Способы прекращения горения на пожаре
Прекращение горения на пожаре. Способы прекращения горения на пожаре Образовательный проект Елочка красавица
Образовательный проект Елочка красавица Психология педагогического общения: конфликты и пути их разрешения
Психология педагогического общения: конфликты и пути их разрешения Презентация для начальных классов Конвенция и права детей
Презентация для начальных классов Конвенция и права детей Лента Мёбиуса. (6 класс)
Лента Мёбиуса. (6 класс) Электронное портфолио
Электронное портфолио Цвета. Colours
Цвета. Colours Совершенствование систем оплаты труда в вузах
Совершенствование систем оплаты труда в вузах Всемирный день хлеба
Всемирный день хлеба Азбука театра
Азбука театра Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора
Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора Источники тока в электрической цепи
Источники тока в электрической цепи Опасности в интернете. Мошенники в интернете
Опасности в интернете. Мошенники в интернете 20 марта - Международный День счастья
20 марта - Международный День счастья Образование и культура в XVII веке в России
Образование и культура в XVII веке в России Презентация аналитического отчета за 2012-2013 уч.г.
Презентация аналитического отчета за 2012-2013 уч.г. Прибыль и рентабельность
Прибыль и рентабельность SLOBODA-2018 Новогодний банкет
SLOBODA-2018 Новогодний банкет Мастерство работника. 7 класс
Мастерство работника. 7 класс Клетка. Ядро
Клетка. Ядро Михаил Юрьевич Лермонтов
Михаил Юрьевич Лермонтов Проектирование тепловой защиты зданий
Проектирование тепловой защиты зданий Анкилозирующий спондилит и другие серонегативные спондилоартропатии
Анкилозирующий спондилит и другие серонегативные спондилоартропатии Слайды о зубах на тувинском языке
Слайды о зубах на тувинском языке Бюджет для граждан. К бюджету города Боровичи на 2020 год и на плановый период 2021 и 2022 годов
Бюджет для граждан. К бюджету города Боровичи на 2020 год и на плановый период 2021 и 2022 годов