- Способы обработки металлов давлением

Содержание
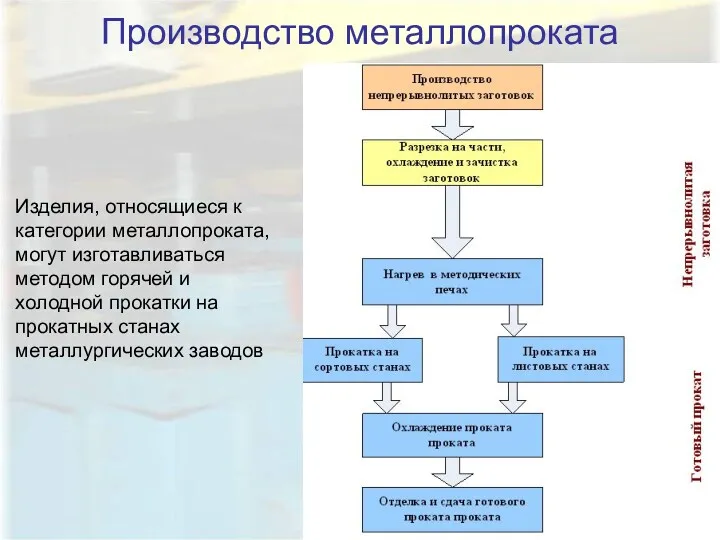
- 2. Производство металлопроката Изделия, относящиеся к категории металлопроката, могут изготавливаться методом горячей и холодной прокатки на прокатных
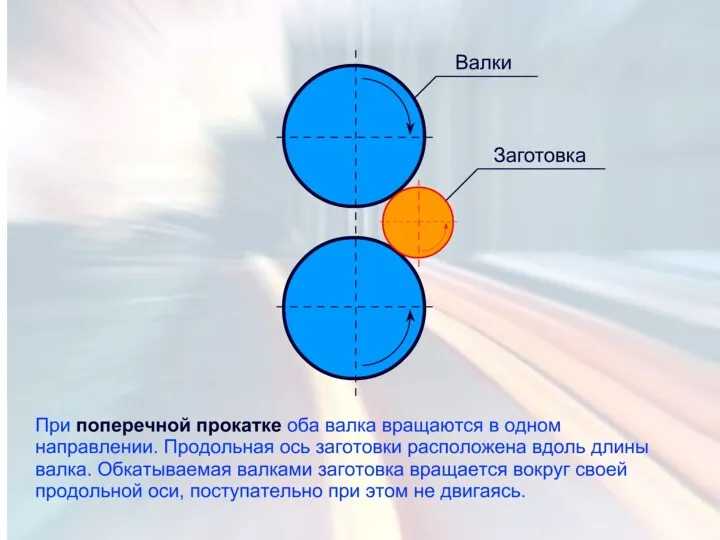
- 6. При продольной прокатке деформация металла происходит между вращающимися в разные стороны валками. При этом уменьшается площадь
- 7. Определение условия захвата заготовки Qx> PX. где f - коэффициент трения между валками и заготовкой, α
- 10. Прокатный стан Прокатный стан - комплекс технологических машин, обеспечивающий полученные изделия прокаткой. Прокатные валки - основной
- 12. Продукция прокатного производства
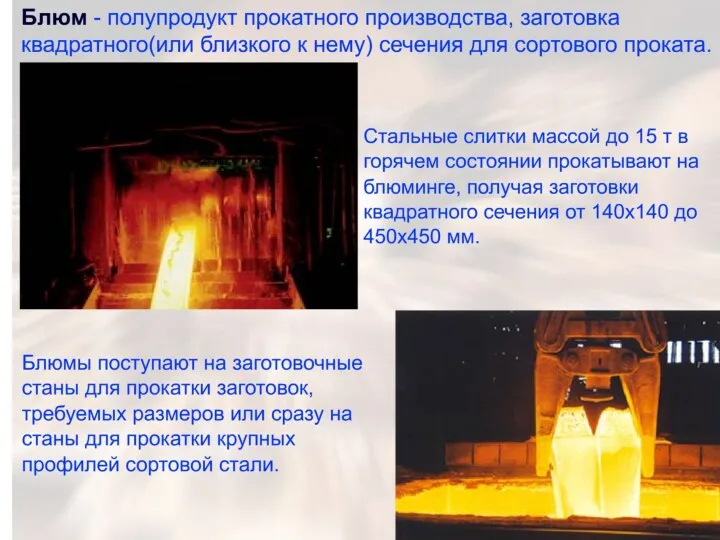
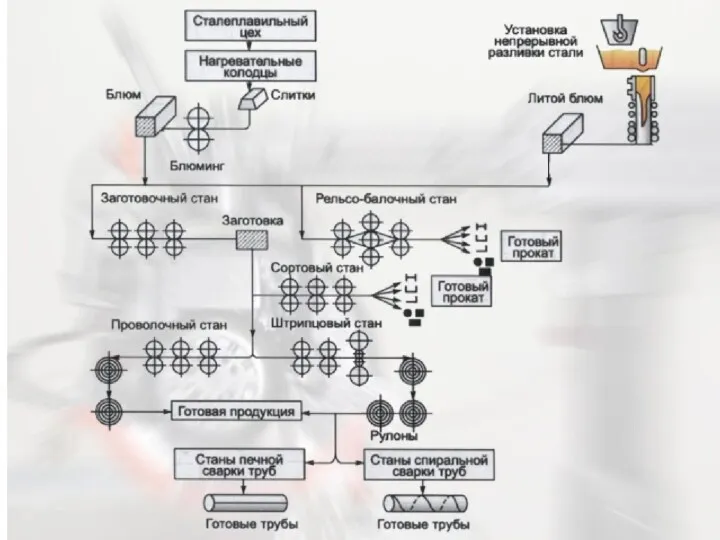
- 13. Производство сортового проката
- 14. Сортовой прокат Сортовой прокат: профили общего назначения (круг, квадрат, лента, полоса, швеллер, двутавр, катанка и т.д.);
- 15. Виды прокатной продукции
- 17. Основные операции прокатки сортового металла нагрев до 1100 - 1250 градусов по Цельсию; подачу нагретой заготовки
- 19. Размеры сортового проката
- 22. Специальные виды проката К группе специальных видов проката относится тонкостенный прокат, например, гнутые профили, периодический прокат
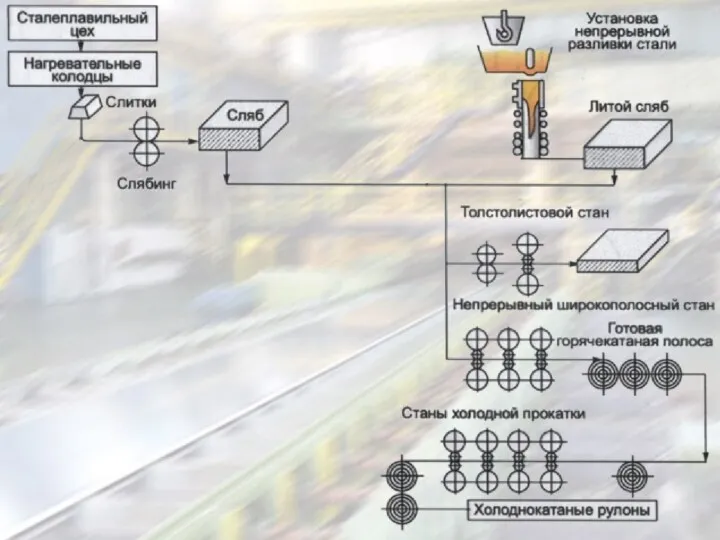
- 23. Производство листового проката
- 25. Основные операции технологического процесса подача слябов со склада к нагревательным печам; нагрев; подача к рабочей клети
- 28. Прокатные трубы
- 29. Производство бесшовных труб получение толстостенной пустотелой заготовки (гильзы), раскатывание гильзы в готовую трубу со стенкой заданной
- 30. Производство сварных труб
- 31. Прессование Преимущества: деформирование малопластичных материалов; получение профилей сложной формы; высокая точность профиля. Недостатки: значительные прилагаемые усилия
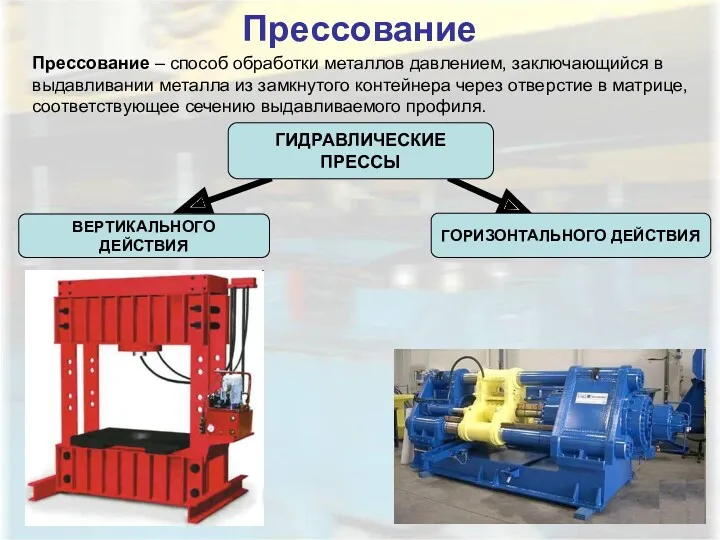
- 32. Прессование Прессование – способ обработки металлов давлением, заключающийся в выдавливании металла из замкнутого контейнера через отверстие
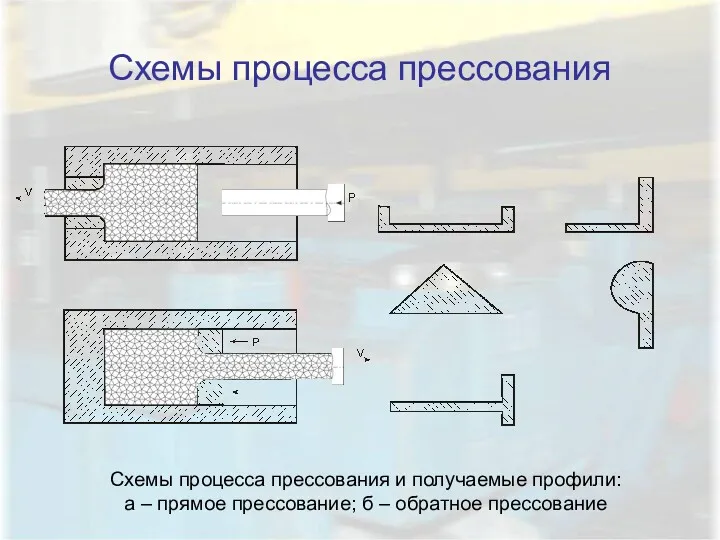
- 33. Схемы процесса прессования Схемы процесса прессования и получаемые профили: а – прямое прессование; б – обратное
- 34. Основные величины, характеризующие деформацию Основными величинами, характеризующими деформацию при прессовании, являются коэффициент вытяжки: и степень деформации:
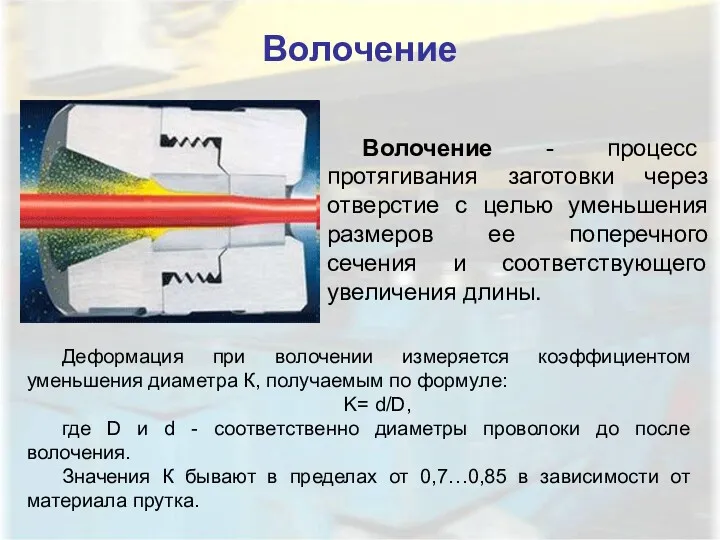
- 35. Волочение Волочение - процесс протягивания заготовки через отверстие с целью уменьшения размеров ее поперечного сечения и
- 36. Схемы процесса волочения (а) и матрицы (б) 1 – заготовка, 2 – матрица (волока); I –
- 37. Волоки и фильеры Инструмент с отверстием через которое производится протягивание заготовки, называется волокой или фильерой. Матрицы
- 38. Назначение волочения Методом волочения получают: - проволоку диаметром от 0,002 до 10 мм; - проводят калибровку
- 39. Свободная ковка Свободной ковкой называется способ горячей обработки металлов давлением, при котором деформация происходит под действием
- 40. Основные операции свободной ковки Осадка - операция увеличения площади поперечного сечения исходной заготовки за счет уменьшения
- 42. Скачать презентацию
Производство металлопроката
Изделия, относящиеся к категории металлопроката, могут изготавливаться методом горячей и
Производство металлопроката
Изделия, относящиеся к категории металлопроката, могут изготавливаться методом горячей и

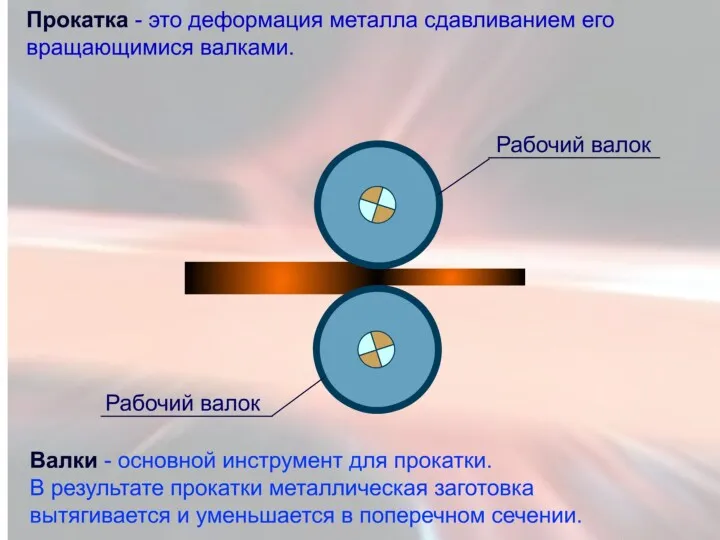

При продольной прокатке деформация металла происходит между вращающимися в разные стороны
При продольной прокатке деформация металла происходит между вращающимися в разные стороны
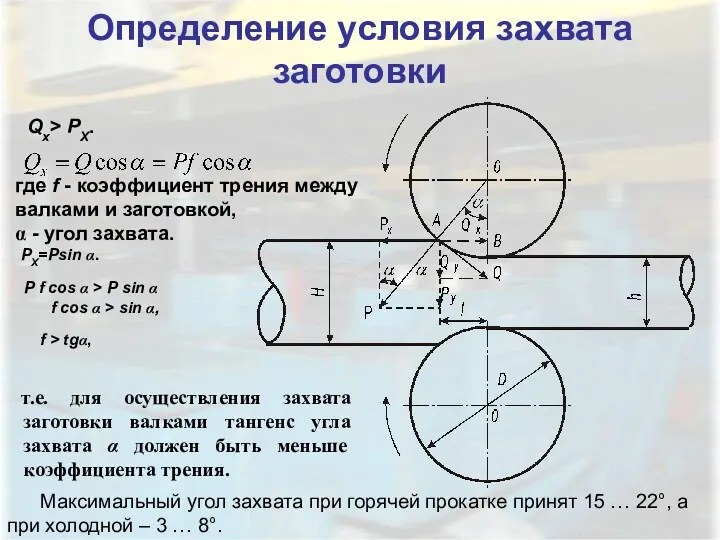
Определение условия захвата заготовки
Qx> PX.
где f - коэффициент трения между валками
Определение условия захвата заготовки
Qx> PX.
где f - коэффициент трения между валками

Прокатный стан
Прокатный стан - комплекс технологических машин, обеспечивающий полученные изделия
Прокатный стан
Прокатный стан - комплекс технологических машин, обеспечивающий полученные изделия


Продукция прокатного производства
Продукция прокатного производства

Производство сортового проката
Производство сортового проката
Сортовой прокат
Сортовой прокат:
профили общего назначения (круг, квадрат, лента, полоса, швеллер,
Сортовой прокат
Сортовой прокат:
профили общего назначения (круг, квадрат, лента, полоса, швеллер,
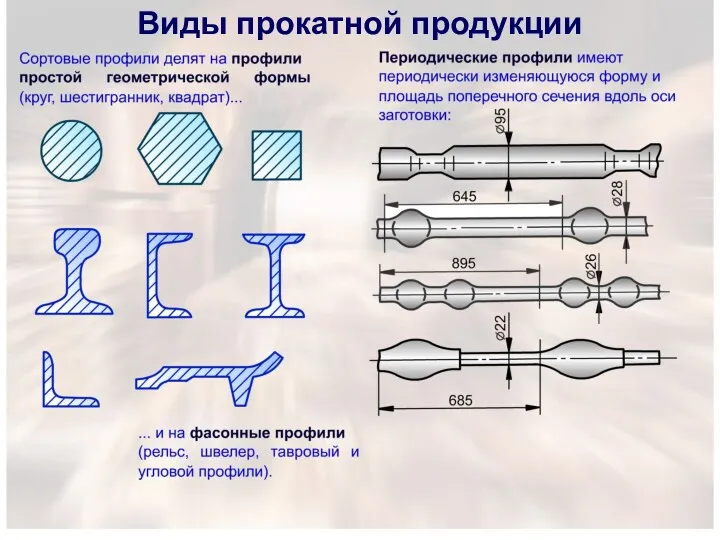
Виды прокатной продукции
Виды прокатной продукции
Основные операции прокатки сортового металла
нагрев до 1100 - 1250 градусов по
Основные операции прокатки сортового металла
нагрев до 1100 - 1250 градусов по

Размеры сортового проката
Размеры сортового проката

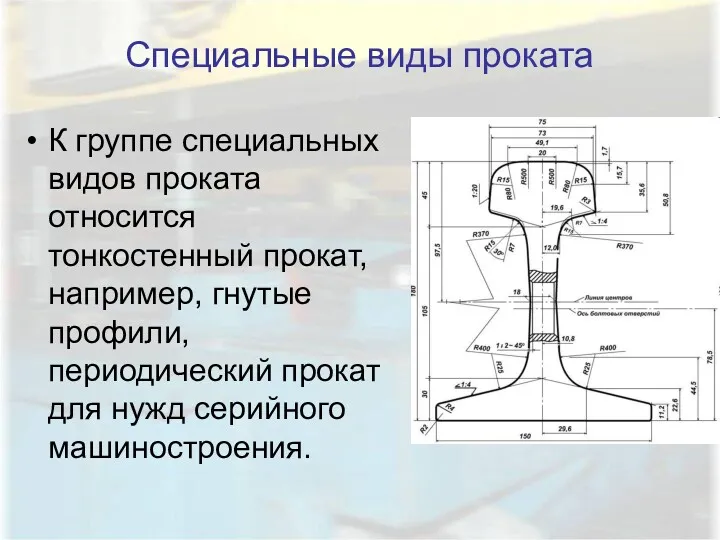
Специальные виды проката
К группе специальных видов проката относится тонкостенный прокат, например,
Специальные виды проката
К группе специальных видов проката относится тонкостенный прокат, например,
Производство листового проката
Производство листового проката

Основные операции технологического процесса
подача слябов со склада к нагревательным печам;
нагрев;
Основные операции технологического процесса
подача слябов со склада к нагревательным печам;
нагрев;


Прокатные трубы
Прокатные трубы
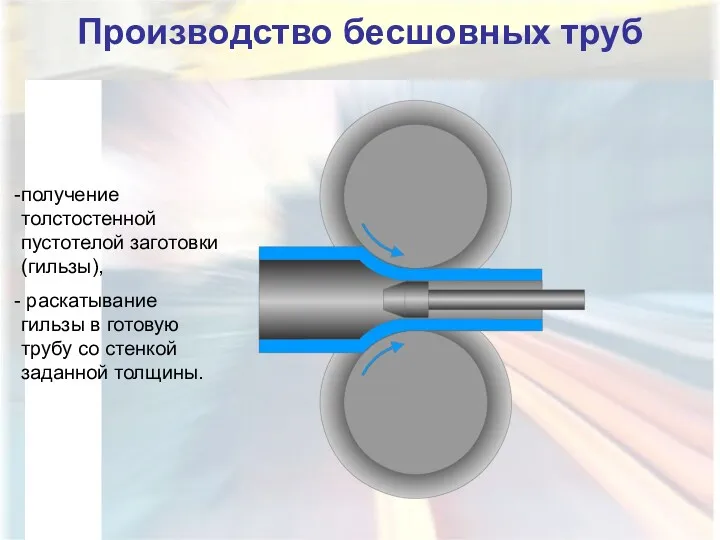
Производство бесшовных труб
получение толстостенной пустотелой заготовки (гильзы),
раскатывание гильзы
Производство бесшовных труб
получение толстостенной пустотелой заготовки (гильзы),
раскатывание гильзы

Производство сварных труб
Производство сварных труб
Прессование
Преимущества:
деформирование малопластичных материалов;
получение профилей сложной формы;
высокая точность профиля.
Недостатки:
значительные
Прессование
Преимущества:
деформирование малопластичных материалов;
получение профилей сложной формы;
высокая точность профиля.
Недостатки:
значительные
Прессование
Прессование – способ обработки металлов давлением, заключающийся в выдавливании металла из
Прессование
Прессование – способ обработки металлов давлением, заключающийся в выдавливании металла из
Схемы процесса прессования
Схемы процесса прессования и получаемые профили:
а – прямое
Схемы процесса прессования
Схемы процесса прессования и получаемые профили:
а – прямое
Основные величины, характеризующие деформацию
Основными величинами, характеризующими деформацию при прессовании, являются коэффициент
Основные величины, характеризующие деформацию
Основными величинами, характеризующими деформацию при прессовании, являются коэффициент
Волочение
Волочение - процесс протягивания заготовки через отверстие с целью уменьшения размеров
Волочение
Волочение - процесс протягивания заготовки через отверстие с целью уменьшения размеров

Схемы процесса волочения (а) и матрицы (б)
1 – заготовка, 2 –
Схемы процесса волочения (а) и матрицы (б)
1 – заготовка, 2 –

Волоки и фильеры
Инструмент с отверстием через которое производится протягивание заготовки, называется
Волоки и фильеры
Инструмент с отверстием через которое производится протягивание заготовки, называется

Назначение волочения
Методом волочения получают:
- проволоку диаметром от 0,002 до 10
Назначение волочения
Методом волочения получают:
- проволоку диаметром от 0,002 до 10

Свободная ковка
Свободной ковкой называется способ горячей обработки металлов давлением, при котором
Свободная ковка
Свободной ковкой называется способ горячей обработки металлов давлением, при котором
Основные операции свободной ковки
Осадка - операция увеличения площади поперечного сечения исходной
Основные операции свободной ковки
Осадка - операция увеличения площади поперечного сечения исходной
 Презентация День Матери
Презентация День Матери Ценности семейного воспитания в педагогическом наследии П.Ф. Лесгафта
Ценности семейного воспитания в педагогическом наследии П.Ф. Лесгафта Правовая игра для подростков Человек и закон по вопросам антикоррупционного поведения
Правовая игра для подростков Человек и закон по вопросам антикоррупционного поведения Основы взаимозаменяемости. Тема 2.4
Основы взаимозаменяемости. Тема 2.4 Пи́ттсбург Пи́нгвинз— профессиональный хоккейный клуб
Пи́ттсбург Пи́нгвинз— профессиональный хоккейный клуб Влияние на почвенное плодородие гуминовых удобрений и препаратов
Влияние на почвенное плодородие гуминовых удобрений и препаратов Математический аукцион. 9 класс
Математический аукцион. 9 класс Творческий проект на тему: Использование нетрадиционных техник рисования в работе с детьми с ОВЗ
Творческий проект на тему: Использование нетрадиционных техник рисования в работе с детьми с ОВЗ Правила здорового питания для начинающих
Правила здорового питания для начинающих Презентация Береги здоровье с молоду
Презентация Береги здоровье с молоду Правила безопасного поведения зимой
Правила безопасного поведения зимой Как будут путешествовать в будущем
Как будут путешествовать в будущем презентация течения в океане
презентация течения в океане Брандмауэры Минск
Брандмауэры Минск Тренажёр Пишу правильно
Тренажёр Пишу правильно Поздравление с днем рождения. Юмористический фотоколлаж
Поздравление с днем рождения. Юмористический фотоколлаж Ugaday_zvukovoy_signal
Ugaday_zvukovoy_signal Здоровье мужчины. Основные проблемы, подходы к индивидуальной биологической коррекции
Здоровье мужчины. Основные проблемы, подходы к индивидуальной биологической коррекции Презентация Что такое мастер - класс
Презентация Что такое мастер - класс Автоматизация звука Ш. Презентация Искатель.
Автоматизация звука Ш. Презентация Искатель. Участие Бразилии в региональных интеграционных группировках
Участие Бразилии в региональных интеграционных группировках Явление самоиндукции
Явление самоиндукции Материалы для тяжелого бетона
Материалы для тяжелого бетона Сенсорное развитие в раннем возрасте.
Сенсорное развитие в раннем возрасте. Методы и виды международной торговли. № 10
Методы и виды международной торговли. № 10 Adam Gontier
Adam Gontier Ученическое самоуправление
Ученическое самоуправление Гражданство РФ. Приобретение гражданства
Гражданство РФ. Приобретение гражданства