- Способы производства трикотажных изделий

Содержание
- 2. Ассортимент трикотажных изделий Основные термины и определения – согласно СТБ 947-2003 «Изделия швейные и трикотажные. Термины
- 3. Классификация трикотажных изделий Классификация предусматривает деление ассортимента трикотажных изделий на группы по следующим признакам: целевому назначению;
- 4. Классификация ассортимента трикотажа по целевому назначению По целевому назначению бельевые, верхние, чулочно-носочные, перчаточные, платочно-шарфовые и шапки,
- 5. Классификация трикотажных изделий по способу изготовления По способу изготовления трикотажные изделия делят на кроеные, полурегулярные, регулярные
- 6. Классификация трикотажных изделий по видам сырья и по переплетениям По видам сырья : однородные (выработанные из
- 7. Классификация трикотажных изделий по характеру отделки и по половозрастному признаку По характеру отделки: суровые, отбеленные, окрашенные,
- 8. Классификация ассортимента трикотажных изделий по видам и моделям В каждой ассортиментной группе существует деление по видам
- 9. Способы производства трикотажа: раскройный полурегулярный регулярный
- 10. Раскройный – изготавливается полотно, из которого выкраиваются детали изделий, соединяемые при пошиве Эскиз и раскладка лекал
- 11. Раскройный способ: достоинства и недостатки Основные достоинства: Универсальность способа: возможность изготовления изделий любых конструктивных форм и
- 12. Полурегулярный – изготавливаются купоны в виде ленты с разделительными рядами Лента купонов и раскладка лекал на
- 13. Полурегулярный способ: достоинства и недостатки Основные достоинства: Нижние края купонов заработаны и не нуждаются в швейной
- 14. Регулярный – изготавливаются детали или цельновязаные изделия Формы регулярных изделий : Детали плоской формы Изделие (носок)
- 15. Регулярный способ: достоинства и недостатки Основные достоинства: Самые низкие отходы при подкрое 3-5 % Разные участки
- 16. Условия и способы заработки края детали или изделия Условия заработки края Обеспечение оттяжки начальных рядов петель
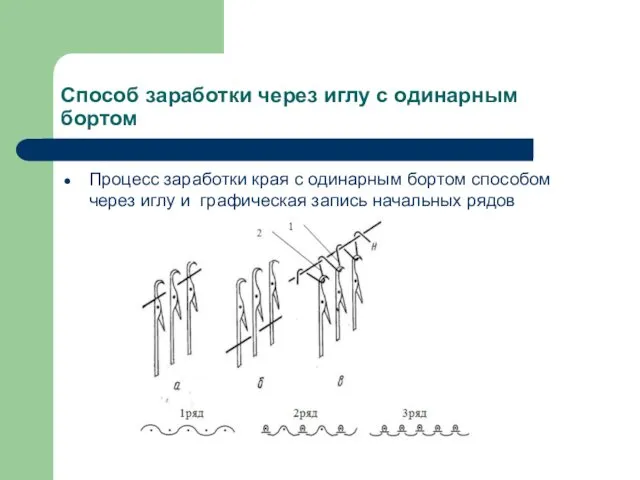
- 17. Способ заработки через иглу с одинарным бортом Процесс заработки края с одинарным бортом способом через иглу
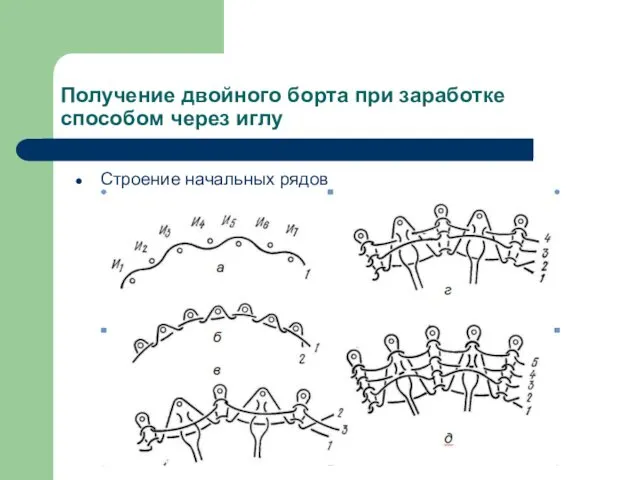
- 18. Получение двойного борта при заработке способом через иглу Строение начальных рядов
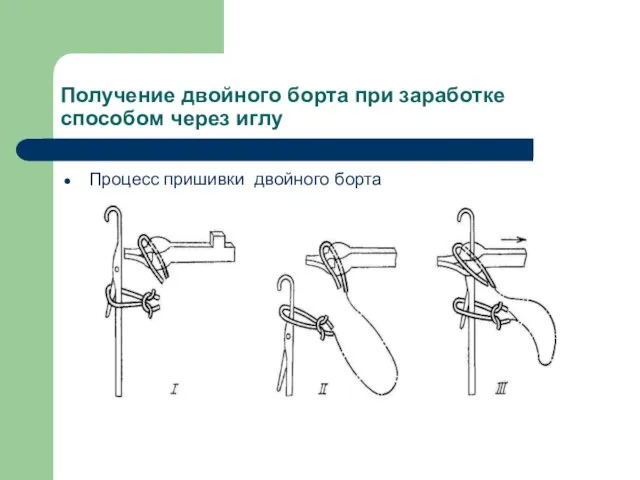
- 19. Получение двойного борта при заработке способом через иглу Процесс пришивки двойного борта
- 20. Заработка способом на каждой игле Заработка и получение двойного борта на котонном оборудовании
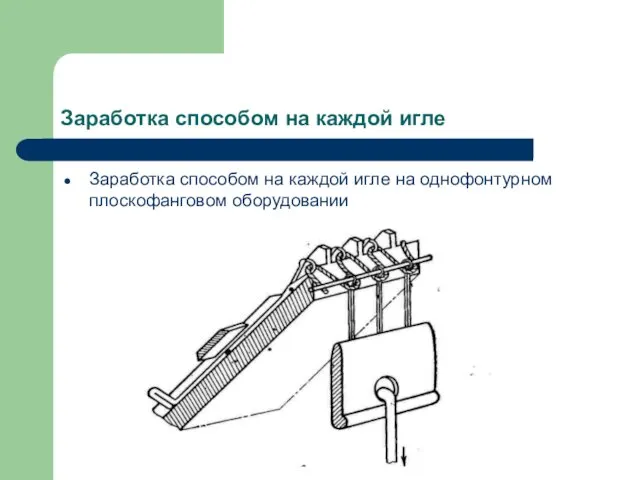
- 21. Заработка способом на каждой игле Заработка способом на каждой игле на однофонтурном плоскофанговом оборудовании
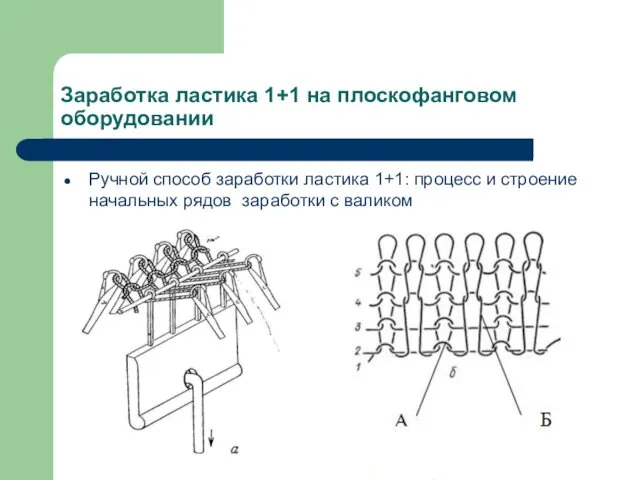
- 22. Заработка ластика 1+1 на плоскофанговом оборудовании Ручной способ заработки ластика 1+1: процесс и строение начальных рядов
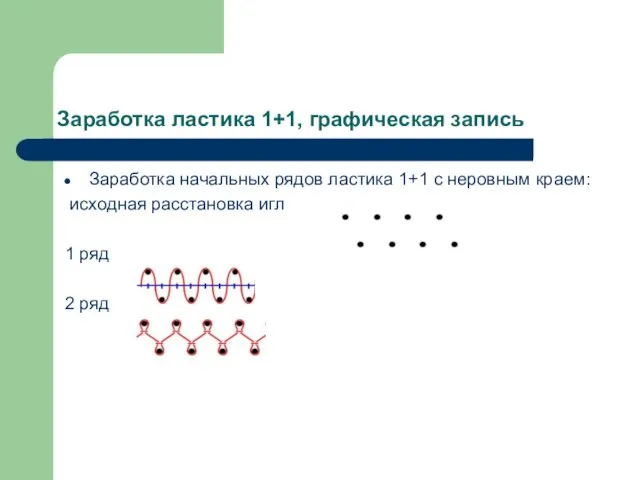
- 23. Заработка ластика 1+1, графическая запись Заработка начальных рядов ластика 1+1 с неровным краем: исходная расстановка игл
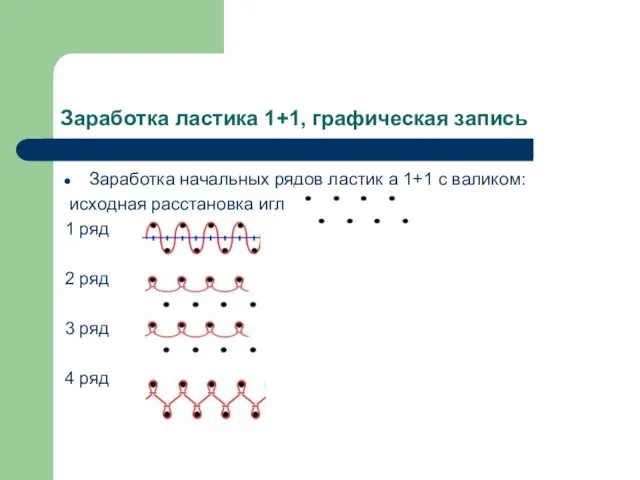
- 24. Заработка ластика 1+1, графическая запись Заработка начальных рядов ластик а 1+1 с валиком: исходная расстановка игл
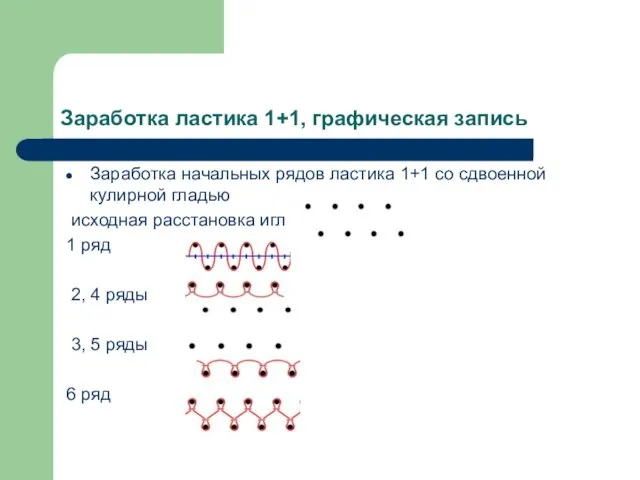
- 25. Заработка ластика 1+1, графическая запись Заработка начальных рядов ластика 1+1 со сдвоенной кулирной гладью исходная расстановка
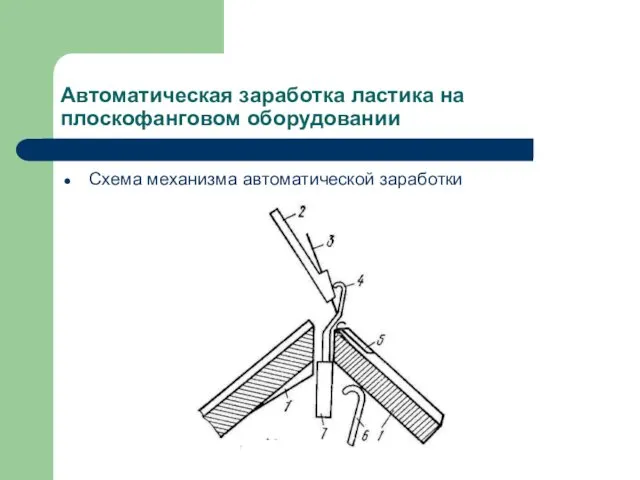
- 26. Автоматическая заработка ластика на плоскофанговом оборудовании Схема механизма автоматической заработки
- 27. Способы заработки неполных ластиков Неполный ластик – ластик любого раппорта, отличного от раппорта 1+1 Получение: на
- 28. Заработка ластика 2+2 способом со сдвигом игольницы Графическая запись заработки ластика 2+2
- 29. Заработка ластика симметричного раппорта способом со сдвигом игольницы Алгоритм заработки: Исходная расстановка игл в соответствии с
- 31. Скачать презентацию
Ассортимент трикотажных изделий
Основные термины и определения – согласно СТБ 947-2003 «Изделия
Ассортимент трикотажных изделий
Основные термины и определения – согласно СТБ 947-2003 «Изделия
Классификация трикотажных изделий
Классификация предусматривает деление ассортимента трикотажных изделий на группы по
Классификация трикотажных изделий
Классификация предусматривает деление ассортимента трикотажных изделий на группы по
Классификация ассортимента трикотажа по целевому назначению
По целевому назначению
бельевые, верхние, чулочно-носочные,
Классификация ассортимента трикотажа по целевому назначению
По целевому назначению
бельевые, верхние, чулочно-носочные,
Классификация трикотажных изделий по способу изготовления
По способу изготовления трикотажные изделия делят
Классификация трикотажных изделий по способу изготовления
По способу изготовления трикотажные изделия делят
Классификация трикотажных изделий по видам сырья и по переплетениям
По видам сырья
Классификация трикотажных изделий по видам сырья и по переплетениям
По видам сырья
Классификация трикотажных изделий по характеру отделки и по половозрастному признаку
По характеру
Классификация трикотажных изделий по характеру отделки и по половозрастному признаку
По характеру
Классификация ассортимента трикотажных изделий по видам и моделям
В каждой ассортиментной группе
Классификация ассортимента трикотажных изделий по видам и моделям
В каждой ассортиментной группе
Способы производства трикотажа:
раскройный
полурегулярный
регулярный
Способы производства трикотажа:
раскройный
полурегулярный
регулярный
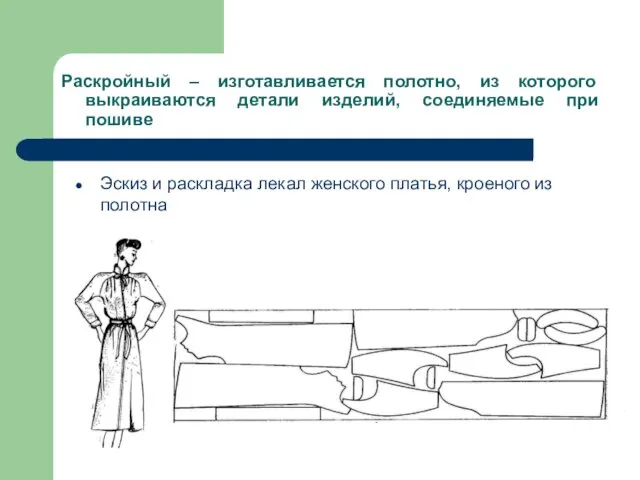
Раскройный – изготавливается полотно, из которого выкраиваются детали изделий, соединяемые при
Раскройный – изготавливается полотно, из которого выкраиваются детали изделий, соединяемые при
Раскройный способ: достоинства и недостатки
Основные достоинства:
Универсальность способа: возможность изготовления изделий
Раскройный способ: достоинства и недостатки
Основные достоинства:
Универсальность способа: возможность изготовления изделий
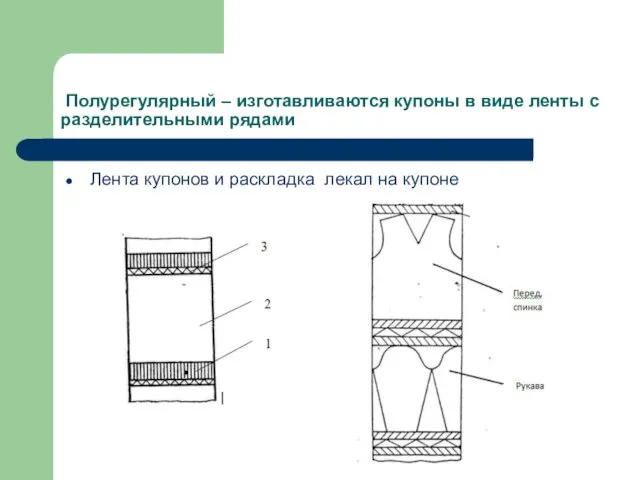
Полурегулярный – изготавливаются купоны в виде ленты с разделительными рядами
Лента
Полурегулярный – изготавливаются купоны в виде ленты с разделительными рядами
Лента
Полурегулярный способ: достоинства и недостатки
Основные достоинства:
Нижние края купонов заработаны и
Полурегулярный способ: достоинства и недостатки
Основные достоинства:
Нижние края купонов заработаны и

Регулярный – изготавливаются детали или цельновязаные изделия
Формы регулярных изделий :
Детали плоской
Регулярный – изготавливаются детали или цельновязаные изделия
Формы регулярных изделий :
Детали плоской
Регулярный способ: достоинства и недостатки
Основные достоинства:
Самые низкие отходы при подкрое
Регулярный способ: достоинства и недостатки
Основные достоинства:
Самые низкие отходы при подкрое
Условия и способы заработки края детали или изделия
Условия заработки края
Обеспечение оттяжки
Условия и способы заработки края детали или изделия
Условия заработки края
Обеспечение оттяжки
Способ заработки через иглу с одинарным бортом
Процесс заработки края с одинарным
Способ заработки через иглу с одинарным бортом
Процесс заработки края с одинарным
Получение двойного борта при заработке способом через иглу
Строение начальных рядов
Получение двойного борта при заработке способом через иглу
Строение начальных рядов
Получение двойного борта при заработке способом через иглу
Процесс пришивки двойного борта
Получение двойного борта при заработке способом через иглу
Процесс пришивки двойного борта

Заработка способом на каждой игле
Заработка и получение двойного борта на котонном
Заработка способом на каждой игле
Заработка и получение двойного борта на котонном
Заработка способом на каждой игле
Заработка способом на каждой игле на однофонтурном
Заработка способом на каждой игле
Заработка способом на каждой игле на однофонтурном
Заработка ластика 1+1 на плоскофанговом оборудовании
Ручной способ заработки ластика 1+1: процесс
Заработка ластика 1+1 на плоскофанговом оборудовании
Ручной способ заработки ластика 1+1: процесс
Заработка ластика 1+1, графическая запись
Заработка начальных рядов ластика 1+1 с неровным
Заработка ластика 1+1, графическая запись
Заработка начальных рядов ластика 1+1 с неровным
Заработка ластика 1+1, графическая запись
Заработка начальных рядов ластик а 1+1 с
Заработка ластика 1+1, графическая запись
Заработка начальных рядов ластик а 1+1 с
Заработка ластика 1+1, графическая запись
Заработка начальных рядов ластика 1+1 со сдвоенной
Заработка ластика 1+1, графическая запись
Заработка начальных рядов ластика 1+1 со сдвоенной
Автоматическая заработка ластика на плоскофанговом оборудовании
Схема механизма автоматической заработки
Автоматическая заработка ластика на плоскофанговом оборудовании
Схема механизма автоматической заработки
Способы заработки неполных ластиков
Неполный ластик – ластик любого раппорта, отличного от
Способы заработки неполных ластиков
Неполный ластик – ластик любого раппорта, отличного от
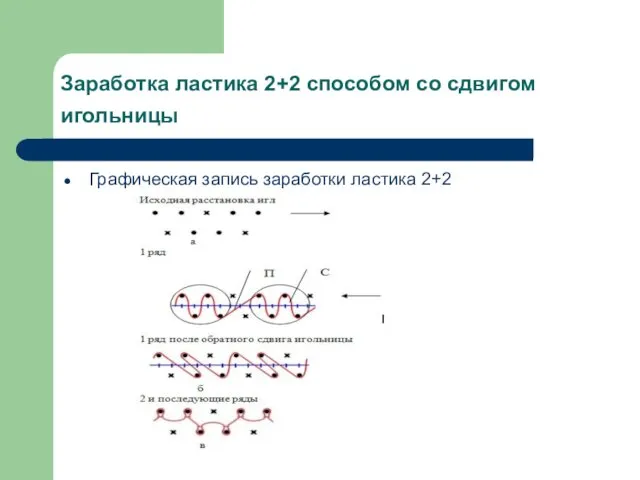
Заработка ластика 2+2 способом со сдвигом игольницы
Графическая запись заработки ластика
Заработка ластика 2+2 способом со сдвигом игольницы
Графическая запись заработки ластика
Заработка ластика симметричного раппорта способом со сдвигом игольницы
Алгоритм заработки:
Исходная расстановка игл
Заработка ластика симметричного раппорта способом со сдвигом игольницы
Алгоритм заработки:
Исходная расстановка игл
 Проект на тему: Воскресный обед
Проект на тему: Воскресный обед Определённый артикль. Неопределённый артикль. Нулевой артикль
Определённый артикль. Неопределённый артикль. Нулевой артикль Проект Фрукты
Проект Фрукты Гноеродные (пиогенные) кокки
Гноеродные (пиогенные) кокки Стратегические аспекты управления организацией
Стратегические аспекты управления организацией Урок русского языка. 10 класс
Урок русского языка. 10 класс Первая оценка
Первая оценка Изготовление снежинки.
Изготовление снежинки. Шоу-игра Интуиция
Шоу-игра Интуиция Северный морской путь как самая перспективная судоходная артерия страны
Северный морской путь как самая перспективная судоходная артерия страны Повесть о житии и о храбрости благоверного и великого князя Александра Невского
Повесть о житии и о храбрости благоверного и великого князя Александра Невского Хорошие зубы – залог здоровья!
Хорошие зубы – залог здоровья! Кинематика и динамика точки
Кинематика и динамика точки Суперкомпьютеры. Классификация компьютеров по областям применения
Суперкомпьютеры. Классификация компьютеров по областям применения Призентация Гулеватый
Призентация Гулеватый Приёмники оптического излучения
Приёмники оптического излучения Загадки о сказках
Загадки о сказках Технология проектной деятельности в ДОО
Технология проектной деятельности в ДОО Математическое моделирование и численные методы в инженерных задачах
Математическое моделирование и численные методы в инженерных задачах Дисциплина на улице – залог безопасности!
Дисциплина на улице – залог безопасности! Рахіт. Етіологія, патогенез, клініка, діагностика, лікування, профілактика
Рахіт. Етіологія, патогенез, клініка, діагностика, лікування, профілактика Russia is my country
Russia is my country Товар в маркетинге
Товар в маркетинге Открытая разработка угольного месторождения участка в границах АО Черниговец
Открытая разработка угольного месторождения участка в границах АО Черниговец Программа по ЛДП
Программа по ЛДП Международный день белой трости
Международный день белой трости Лягушки
Лягушки Своя игра Юный химик
Своя игра Юный химик