Сучасні технології передачі керуючих програм між АРМ технолога-програміста і верстатом з ЧПК презентация
- Сучасні технології передачі керуючих програм між АРМ технолога-програміста і верстатом з ЧПК

Содержание
- 2. ВІДОМОСТІ ПРО РОЗРОБНИКІВ СИСТЕМИ, ІСТОРІЯ СТВОРЕННЯ СИСТЕМИ Сучасні засоби передачі КП, вартість яких не перевищує 1-5%
- 3. Тільки з використанням нових технологій передачі керуючих програм забезпечується ефективне впровадження сучасних систем підготовки УП, що
- 4. МОЖЛИВОСТІ, ПРИЗНАЧЕННЯ СИСТЕМИ Розширилося коло пропозицій, що стосуються засобів передачі КП на дискетах і по кабельних
- 5. Інші засоби запису і передачі КП Рисунок 3-Дискета Рисунок 4-Перфокарта
- 6. Задачі впровадження сучасної технології передачі КП між АРМ-ТП і верстатами з ЧПК і раніше пропонується класифікувати
- 7. ХАРАКТЕРИСТИКА МОДУЛІВ, СУМІСНІСТЬ З ІНШИМИ ПРОГРАМНИМИ ЗАБЕЗПЕЧЕННЯМИ При вирішенні завдань технолога, що стосуються впровадження нових засобів
- 8. Перший режим зазвичай використовується на новіших верстатах з УЧПК типу CNC, другий - на верстатах з
- 9. Різновид пультів для верстатів з ЧПК Рисунок 5-пульт типу CNC Рисунок 5-пульт NC
- 10. ПЕРЕВАГИ ТА НЕДОЛІКИ СИСТЕМИ З одного боку, добре, що є конкуренція пропозицій і можливість вибору, з
- 11. ОБЛАСТЬ ЗАСТОСУВАННЯ СИСТЕМИ, ПІДПРИЄМСТВА-ПАРТНЕРИ ПО ВИКОРИСТАННЮ ПО Рисунок 6- Використання АРМ
- 12. Використання АРМ у виробничому процесі дозволяє Для співробітника Вести облік виробленого продукту, вироблених операцій; Оптимізувати, прискорити
- 13. Література https://www.cadmaster.ru/magazin/articles/cm_19_nc.html https://www.cadmaster.ru/magazin/articles/cm_30_eszu-k.html https://www.caduser.ru/press/articles/cm_20_numerical_program_control.html https://www.alta74.ru/catalog/detail.php?id=3929
- 15. Скачать презентацию
ВІДОМОСТІ ПРО РОЗРОБНИКІВ СИСТЕМИ, ІСТОРІЯ СТВОРЕННЯ СИСТЕМИ
Сучасні засоби передачі КП, вартість
ВІДОМОСТІ ПРО РОЗРОБНИКІВ СИСТЕМИ, ІСТОРІЯ СТВОРЕННЯ СИСТЕМИ
Сучасні засоби передачі КП, вартість
Тільки з використанням нових технологій передачі керуючих програм забезпечується ефективне впровадження
Тільки з використанням нових технологій передачі керуючих програм забезпечується ефективне впровадження
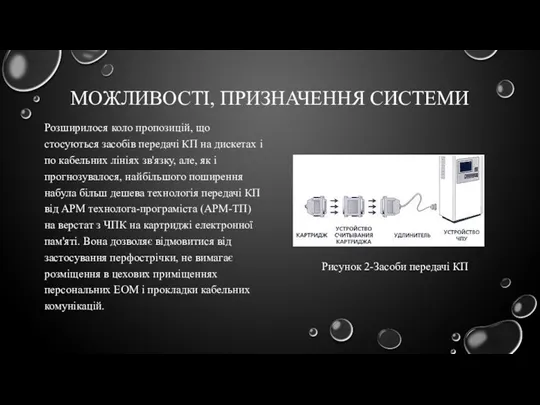
МОЖЛИВОСТІ, ПРИЗНАЧЕННЯ СИСТЕМИ
Розширилося коло пропозицій, що стосуються засобів передачі КП на
МОЖЛИВОСТІ, ПРИЗНАЧЕННЯ СИСТЕМИ
Розширилося коло пропозицій, що стосуються засобів передачі КП на
Інші засоби запису і передачі КП
Рисунок 3-Дискета
Рисунок 4-Перфокарта
Інші засоби запису і передачі КП
Рисунок 3-Дискета
Рисунок 4-Перфокарта
Задачі впровадження сучасної технології передачі КП між АРМ-ТП і верстатами з
Задачі впровадження сучасної технології передачі КП між АРМ-ТП і верстатами з
ХАРАКТЕРИСТИКА МОДУЛІВ, СУМІСНІСТЬ З ІНШИМИ ПРОГРАМНИМИ ЗАБЕЗПЕЧЕННЯМИ
При вирішенні завдань технолога, що
ХАРАКТЕРИСТИКА МОДУЛІВ, СУМІСНІСТЬ З ІНШИМИ ПРОГРАМНИМИ ЗАБЕЗПЕЧЕННЯМИ
При вирішенні завдань технолога, що
Перший режим зазвичай використовується на новіших верстатах з УЧПК типу CNC,
Перший режим зазвичай використовується на новіших верстатах з УЧПК типу CNC,

Різновид пультів для верстатів з ЧПК
Рисунок 5-пульт типу CNC
Рисунок 5-пульт NC
Різновид пультів для верстатів з ЧПК
Рисунок 5-пульт типу CNC
Рисунок 5-пульт NC
ПЕРЕВАГИ ТА НЕДОЛІКИ СИСТЕМИ
З одного боку, добре, що є конкуренція пропозицій
ПЕРЕВАГИ ТА НЕДОЛІКИ СИСТЕМИ
З одного боку, добре, що є конкуренція пропозицій

ОБЛАСТЬ ЗАСТОСУВАННЯ СИСТЕМИ, ПІДПРИЄМСТВА-ПАРТНЕРИ ПО ВИКОРИСТАННЮ ПО
Рисунок 6- Використання АРМ
ОБЛАСТЬ ЗАСТОСУВАННЯ СИСТЕМИ, ПІДПРИЄМСТВА-ПАРТНЕРИ ПО ВИКОРИСТАННЮ ПО
Рисунок 6- Використання АРМ
Використання АРМ у виробничому процесі дозволяє
Для співробітника
Вести облік виробленого продукту, вироблених
Використання АРМ у виробничому процесі дозволяє
Для співробітника
Вести облік виробленого продукту, вироблених
Література
https://www.cadmaster.ru/magazin/articles/cm_19_nc.html
https://www.cadmaster.ru/magazin/articles/cm_30_eszu-k.html
https://www.caduser.ru/press/articles/cm_20_numerical_program_control.html
https://www.alta74.ru/catalog/detail.php?id=3929
Література
https://www.cadmaster.ru/magazin/articles/cm_19_nc.html
https://www.cadmaster.ru/magazin/articles/cm_30_eszu-k.html
https://www.caduser.ru/press/articles/cm_20_numerical_program_control.html
https://www.alta74.ru/catalog/detail.php?id=3929
 Willkommen in Bayern!
Willkommen in Bayern! Евразия
Евразия Детство как феномен
Детство как феномен Мовленнєвий етикет в діловому спілкуванні
Мовленнєвий етикет в діловому спілкуванні Что такое храм,икона?
Что такое храм,икона? Проектная деятельность
Проектная деятельность Формирование УУД во внеклассной работе в процессе обучения химии
Формирование УУД во внеклассной работе в процессе обучения химии Презентация без названия
Презентация без названия Кубановедение. Казачья хата.
Кубановедение. Казачья хата. Массаж при заболеваниях сердечно-сосудистой системы. (Тема 5.4)
Массаж при заболеваниях сердечно-сосудистой системы. (Тема 5.4) Промышленность Калининградской области
Промышленность Калининградской области Строение атома. Электронные оболочки. Квантовые числа. Главное квантовое число
Строение атома. Электронные оболочки. Квантовые числа. Главное квантовое число Психолого-педагогическая диагностика в рисунках
Психолого-педагогическая диагностика в рисунках Форматирование абзацев. Стилевое форматирование. OpenOffice Writer. Обработка текстовой информации
Форматирование абзацев. Стилевое форматирование. OpenOffice Writer. Обработка текстовой информации Значення кожного з семи тижнів до Великодня
Значення кожного з семи тижнів до Великодня Обычаи народов России
Обычаи народов России Содержание химических элементов в организме. Макро- и микроэлементы
Содержание химических элементов в организме. Макро- и микроэлементы День Победы
День Победы Вопросы и ответы из Библии
Вопросы и ответы из Библии Двухкомпонентный имплант для восстановления опорной и двигательной функции у пациентов с травмами и патологиями позвоночника
Двухкомпонентный имплант для восстановления опорной и двигательной функции у пациентов с травмами и патологиями позвоночника Пирамида. (10 класс)
Пирамида. (10 класс) Мультимедиа
Мультимедиа Птицы нашей Родины
Птицы нашей Родины Три вида продуктов, введение которых обязательно до года жизни
Три вида продуктов, введение которых обязательно до года жизни Введение в предмет рекреационно – оздоровительные системы
Введение в предмет рекреационно – оздоровительные системы Инвентарь и специальное снаряжение для служебных собак
Инвентарь и специальное снаряжение для служебных собак Комплименты. Урок риторики
Комплименты. Урок риторики Лэт-бук Архангельская область
Лэт-бук Архангельская область