- Сущность флюсокислородной резки. Билет 15

Содержание
- 2. Высоколегированные хромистые, хромоникелевые стали, чугун и цветные металлы не могут подвергаться обычной кислородной резке, так как
- 3. Чугун имеет температуру плавления ниже температуры горения, поэтому при обычной резке чугун будет плавиться, а не
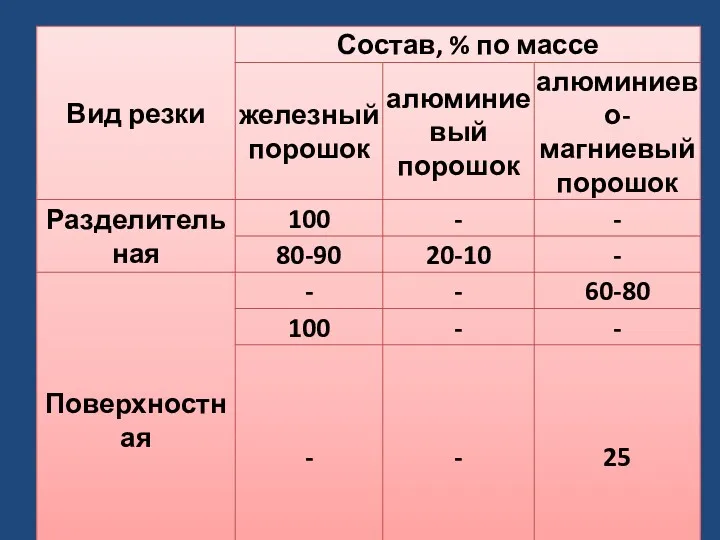
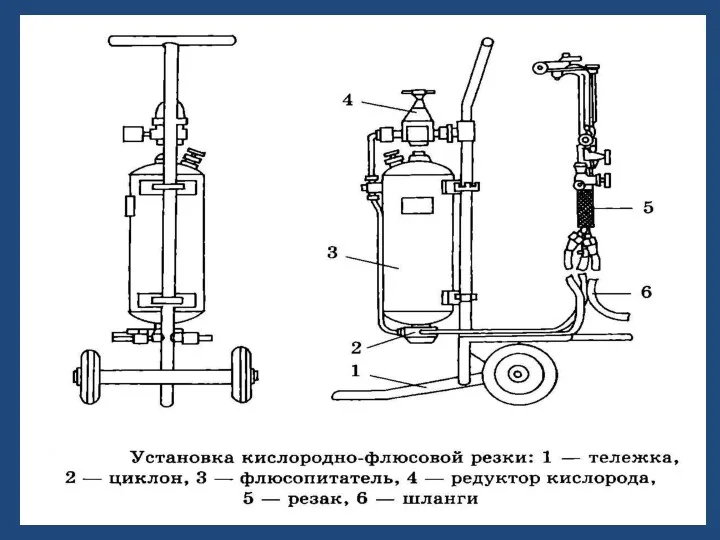
- 4. Для резки хромистых хромоникелевых нержавеющих сталей, чугуна и цветных металлов применяют способ кислородно-флюсовой резки, сущность которого
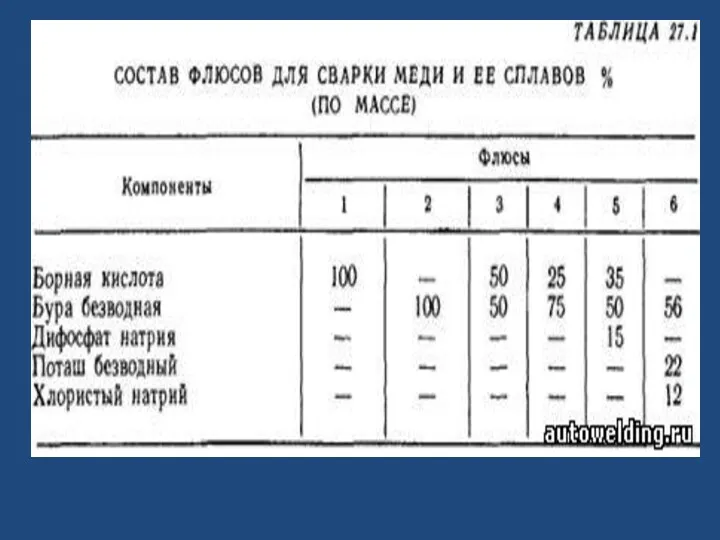
- 5. Основным компонентом порошкообразных флюсов, применяемых при кислородно-флюсовой резке металлов, является железный порошок. Железный порошок при сгорании
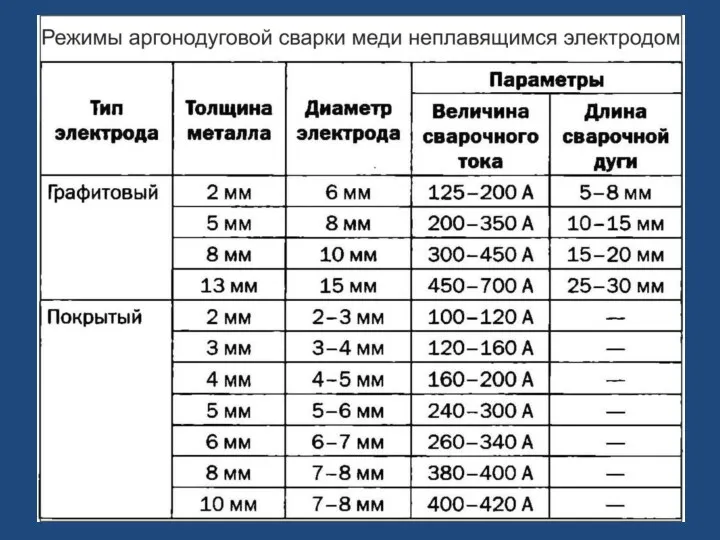
- 11. Технология сварки меди и медных сплавов. Билет 15 (1)
- 12. Трудности при сварке Высокая теплопроводность меди (в 6 раз выше, чем у железа) осложняет сварку соединений
- 13. Подготовка к сварке Разделку меди и ее сплавов на мерные заготовки можно выполнять шлифовальной машинкой, труборезом,
- 14. Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Механическую
- 15. После травления промывают в воде и щелочи и сушкой горячим воздухом. Предварительный подогрев конструкций с толщиной
- 16. Медь сваривают с минимальным числом проходов. Сварку ведут "углом вперед" справа налево. Для формирования обратной стороны
- 17. Бронзы Бронзы - сплавы меди с алюминием. Их обозначают двумя буквами "Бр" начальными буквами русских названий
- 18. Латуни Сплавы меди с цинком - это латуни, или медноцинковые латуни. Для улучшения свойств в сплав
- 19. Особенность сварки латуней - интенсивное испарение цинка при температуре 907°С. При этом ухудшаются механические свойства сварного
- 25. Скачать презентацию
Высоколегированные хромистые, хромоникелевые стали, чугун и цветные металлы не могут подвергаться
Высоколегированные хромистые, хромоникелевые стали, чугун и цветные металлы не могут подвергаться
Чугун имеет температуру плавления ниже температуры горения, поэтому при обычной резке
Чугун имеет температуру плавления ниже температуры горения, поэтому при обычной резке
Для резки хромистых хромоникелевых нержавеющих сталей, чугуна и цветных металлов применяют
Для резки хромистых хромоникелевых нержавеющих сталей, чугуна и цветных металлов применяют
Основным компонентом порошкообразных флюсов, применяемых при кислородно-флюсовой резке металлов, является железный
Основным компонентом порошкообразных флюсов, применяемых при кислородно-флюсовой резке металлов, является железный


Технология сварки меди и медных сплавов.
Билет 15 (1)
Технология сварки меди и медных сплавов.
Билет 15 (1)
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у

Подготовка к сварке
Разделку меди и ее сплавов на мерные заготовки можно
Подготовка к сварке
Разделку меди и ее сплавов на мерные заготовки можно
Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до
Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до
После травления промывают в воде и щелочи и сушкой горячим воздухом.
Предварительный
После травления промывают в воде и щелочи и сушкой горячим воздухом.
Предварительный
Медь
сваривают с минимальным числом проходов.
Сварку ведут "углом вперед" справа налево.
Медь
сваривают с минимальным числом проходов.
Сварку ведут "углом вперед" справа налево.
Бронзы
Бронзы - сплавы меди с алюминием. Их обозначают двумя буквами "Бр" начальными
Бронзы
Бронзы - сплавы меди с алюминием. Их обозначают двумя буквами "Бр" начальными
Латуни
Сплавы меди с цинком - это латуни, или медноцинковые латуни. Для улучшения
Латуни
Сплавы меди с цинком - это латуни, или медноцинковые латуни. Для улучшения
Особенность сварки латуней - интенсивное испарение цинка при температуре 907°С. При
Особенность сварки латуней - интенсивное испарение цинка при температуре 907°С. При


 Инструкция для участника итогового сочинения
Инструкция для участника итогового сочинения Ремонт зубчатых колес коробки подач токарных станков
Ремонт зубчатых колес коробки подач токарных станков Визитка группы раннего возраста Ладушки
Визитка группы раннего возраста Ладушки Лето, Лето к нам пришло! Средняя группа Ласточка
Лето, Лето к нам пришло! Средняя группа Ласточка Основы рекреологии
Основы рекреологии Типы химических реакций
Типы химических реакций Бытие 1-2. Сотворение и его значение
Бытие 1-2. Сотворение и его значение Обмен веществ
Обмен веществ Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО
Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО Знакомство с жителями Страны Чувств
Знакомство с жителями Страны Чувств Взаимодействие токов. Магнитное поле. Вектор магнитной индукции. Линии магнитной индукции
Взаимодействие токов. Магнитное поле. Вектор магнитной индукции. Линии магнитной индукции Знакомый и незнакомый картофель
Знакомый и незнакомый картофель Обыкновенные дроби
Обыкновенные дроби Совместная деятельность
Совместная деятельность Презентация Руссая народная кукла. Домашние обрядовые куклы
Презентация Руссая народная кукла. Домашние обрядовые куклы Презентация к внеклассному мероприятию Изготовление поделки РАДУГА
Презентация к внеклассному мероприятию Изготовление поделки РАДУГА Аппаратное обеспечение компьютера
Аппаратное обеспечение компьютера Права ребёнка. Презентация.
Права ребёнка. Презентация. Оперативная память
Оперативная память Россия советская и постсоветская 1953 – 2008 гг
Россия советская и постсоветская 1953 – 2008 гг Донецко-Криворожская республика. Артем(Ф.А.Сергеев)
Донецко-Криворожская республика. Артем(Ф.А.Сергеев) Аналоговый датчик линии
Аналоговый датчик линии Я Научу Тебя Творить
Я Научу Тебя Творить Собака - лучший друг человека!
Собака - лучший друг человека! Формы взаимодействия психолога с коллективом
Формы взаимодействия психолога с коллективом Безопасность, гигиена, эргономика, ресурсосбережение. Эксплуатационные требования к компьютерному рабочему месту
Безопасность, гигиена, эргономика, ресурсосбережение. Эксплуатационные требования к компьютерному рабочему месту Игра - путешествие
Игра - путешествие Правовой режим земель населенных пунктов
Правовой режим земель населенных пунктов