- Свариваемость углеродистых сталей

Содержание
- 2. Углеродистыми конструкционными сталями называются такие, в которых содержание углерода находится в пределах 0,1— 0,6%, а количество
- 3. К низкоуглеродистым относят стали, содержащие до 0,25% С (СтЗ, стали 10, 15, 20, М16С, 22К и
- 4. среднеуглеродистым конструкционным сталям относят спокойные стали, в которых содержание С колеблется в пределах 0,26 — 0,45%
- 5. Чтобы предотвратить образование малопластичных и хрупких структур при сварке среднеуглеродистых сталей, следует замедлять охлаждение металла, регулируя
- 6. К высокоуглеродистым конструкционным сталям относят стали, содержащие 0,46—0,7% С. Свариваемость их еще более затруднена по тем
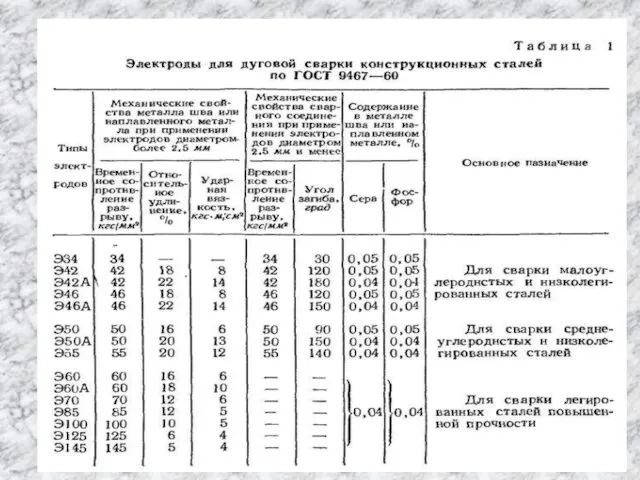
- 9. Электроды для сварки углеродистых сталей. Билет3(2)
- 10. Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и
- 11. Основными требованиями для всех типов электродов являются:обеспечение стабильного горения дуги и хорошего формирования шва; получение металла
- 12. Все электроды для ручной сварки можно разделить на следующие группы: «В» - для сварки высоколегированных сталей
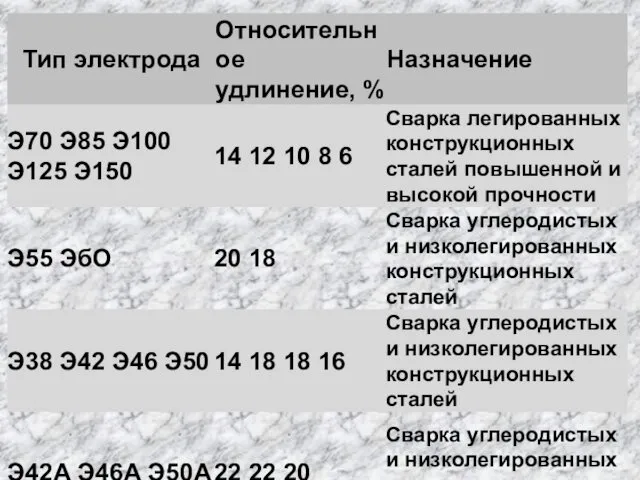
- 13. Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва. По толщине
- 14. Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы:
- 15. Типы электродов обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики наплавленного металла. Например, обозначение
- 17. Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру, если на упаковочной пачке стоит
- 18. Условия хранения и транспортировки электродов такие же, как и для сварочной проволоки. При необходимости электроды прокаливают
- 20. Скачать презентацию
Углеродистыми конструкционными сталями называются такие, в которых содержание углерода находится в пределах
Углеродистыми конструкционными сталями называются такие, в которых содержание углерода находится в пределах
К низкоуглеродистым относят стали, содержащие до 0,25% С (СтЗ, стали 10, 15, 20,
К низкоуглеродистым относят стали, содержащие до 0,25% С (СтЗ, стали 10, 15, 20,
среднеуглеродистым конструкционным сталям относят спокойные стали, в которых содержание С колеблется в
среднеуглеродистым конструкционным сталям относят спокойные стали, в которых содержание С колеблется в
Чтобы предотвратить образование малопластичных и хрупких структур при сварке среднеуглеродистых сталей,
Чтобы предотвратить образование малопластичных и хрупких структур при сварке среднеуглеродистых сталей,
К высокоуглеродистым конструкционным сталям относят стали, содержащие 0,46—0,7% С. Свариваемость их еще более
К высокоуглеродистым конструкционным сталям относят стали, содержащие 0,46—0,7% С. Свариваемость их еще более

Электроды для сварки углеродистых сталей.
Билет3(2)
Электроды для сварки углеродистых сталей.
Билет3(2)
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна,
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна,
Основными требованиями для всех типов электродов являются:обеспечение стабильного горения дуги и
Основными требованиями для всех типов электродов являются:обеспечение стабильного горения дуги и
Все электроды для ручной сварки можно разделить на следующие группы:
«В» - для сварки высоколегированных сталей
Все электроды для ручной сварки можно разделить на следующие группы:
«В» - для сварки высоколегированных сталей
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре
Типы электродов обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики
Типы электродов обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру,
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру,
Условия хранения и транспортировки электродов такие же, как и для сварочной проволоки.
Условия хранения и транспортировки электродов такие же, как и для сварочной проволоки.
 Культура древней Руси. Храмовое строительство во Владимиро-Суздальском княжестве
Культура древней Руси. Храмовое строительство во Владимиро-Суздальском княжестве творческое объединение Акробатика
творческое объединение Акробатика Рельеф и полезные ископемые Африки. (презентация)
Рельеф и полезные ископемые Африки. (презентация) Студенческая олимпиада: Я-профессионал
Студенческая олимпиада: Я-профессионал Экологический турнир Умники и умницы
Экологический турнир Умники и умницы программа развития эмоциональной и познавательной сферы детей дошкольного возраста в сенсорной комнате
программа развития эмоциональной и познавательной сферы детей дошкольного возраста в сенсорной комнате Духовная жизнь
Духовная жизнь Лианы. Их разнообразие и классификация
Лианы. Их разнообразие и классификация Автосцепка СА - 3
Автосцепка СА - 3 Финансовое планирование на предприятии
Финансовое планирование на предприятии Анализ внешности. Разработка стилевой концепции
Анализ внешности. Разработка стилевой концепции Развитие фонематического слуха у детей дошкольного возраста.
Развитие фонематического слуха у детей дошкольного возраста. Колледж Алтайского государственного университета. Гуманитарное отделение
Колледж Алтайского государственного университета. Гуманитарное отделение Клеевые соединения
Клеевые соединения С 23 февраля
С 23 февраля Разработка мероприятий по повышению безопасности движения на наземных пешеходных переходах в городе Пензе
Разработка мероприятий по повышению безопасности движения на наземных пешеходных переходах в городе Пензе Қызмет ету сапасын қадағалау және тұрақты
Қызмет ету сапасын қадағалау және тұрақты Интерактивная игра - тренажер по химии Загадки Мудрой совы
Интерактивная игра - тренажер по химии Загадки Мудрой совы Цементы на основе портландцементного клинкера
Цементы на основе портландцементного клинкера Project: Global Social Media Plan // April Topic: World Party Day Format: video Date: 3 April
Project: Global Social Media Plan // April Topic: World Party Day Format: video Date: 3 April Виды и геометрические характеристики оперения и рулей. Шарнирный момент
Виды и геометрические характеристики оперения и рулей. Шарнирный момент Выбор конфигурации компьютера
Выбор конфигурации компьютера Графический портретный рисунок и выразительность образа человека (6 класс)
Графический портретный рисунок и выразительность образа человека (6 класс) Презентация Яблоко
Презентация Яблоко Презентация Какие военные машины бывают
Презентация Какие военные машины бывают Имена прилагательные в загадках
Имена прилагательные в загадках Наукові основи і технологія заготівлі сінажу, хімічний склад і поживність, норми згодовування, вимоги стандарту
Наукові основи і технологія заготівлі сінажу, хімічний склад і поживність, норми згодовування, вимоги стандарту Итальянские города-государства в IX-XV веках
Итальянские города-государства в IX-XV веках