- Сварочное производство

Содержание
- 2. Теоретические основы сварки Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми
- 3. Сущность процесса сварки заключается в возникновении атомно-молекулярных связей между контактирующими поверхностями. Для этого необходимо поверхности сблизить
- 4. В зависимости от метода активации образование связей между атомами соединяемых поверхностей происходит в твердой или жидкой
- 7. Свариваемость – технологическое свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям,
- 8. Критерии свариваемости окисляемость металла при сварке; сопротивляемость образованию горячих трещин; сопротивляемость образованию холодных трещин; чувствительность металла
- 9. Классификация сталей по свариваемости
- 10. Группы технологической свариваемости сталей I. Хорошая - Сварные соединения высокого качества получают без применения особых приемов
- 11. Группы технологической свариваемости сталей (продолжение) III. Ограниченная - Для получения высококачественного сварного соединения необходимы дополнительные операции:
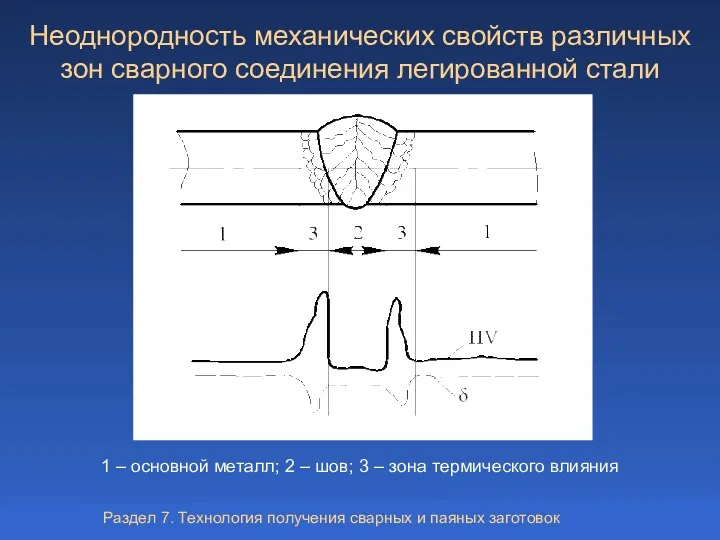
- 12. Неоднородность механических свойств различных зон сварного соединения легированной стали 1 – основной металл; 2 – шов;
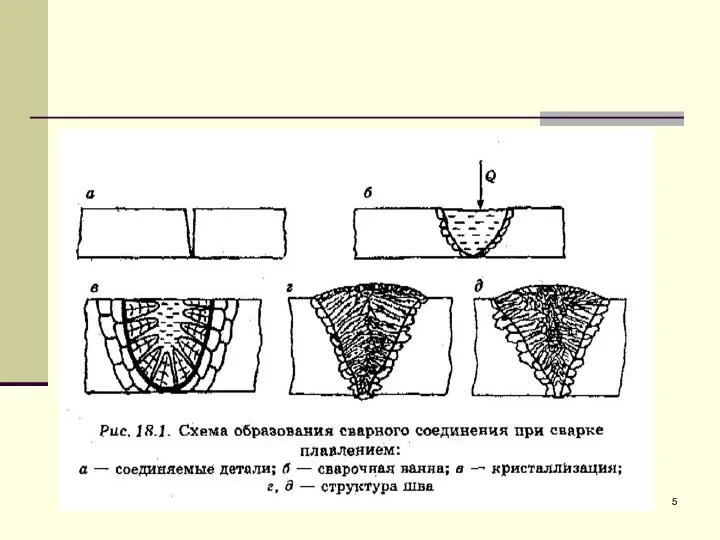
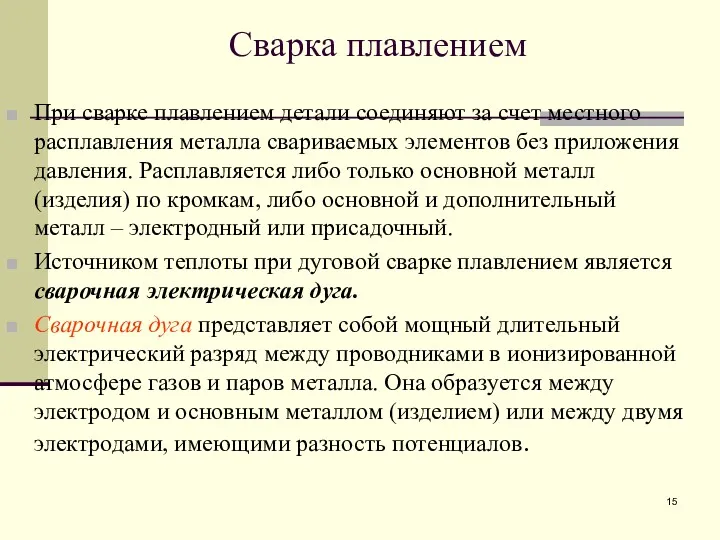
- 15. Сварка плавлением При сварке плавлением детали соединяют за счет местного расплавления металла свариваемых элементов без приложения
- 16. Типы сварных соединений. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей.
- 18. Этапы возбуждения дуги
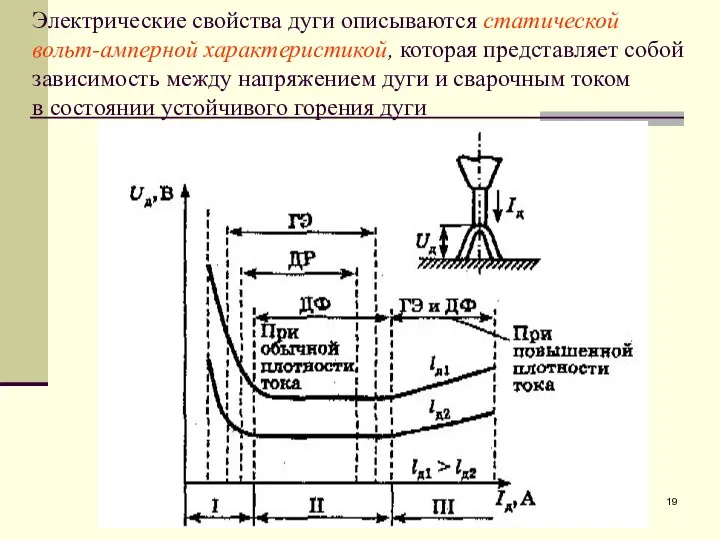
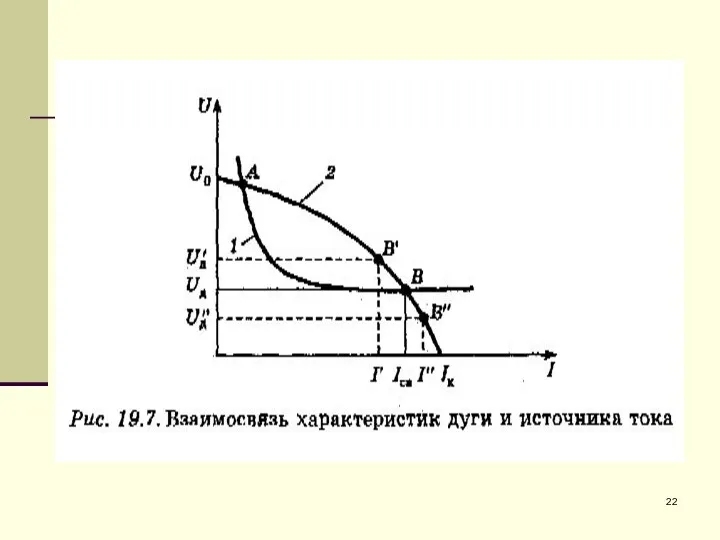
- 19. Электрические свойства дуги описываются статической вольт-амперной характеристикой, которая представляет собой зависимость между напряжением дуги и сварочным
- 20. Тепловые свойства дуги
- 21. Источники тока для питания сварочной дуги характеризуются внешней волът-амперной характеристикой.
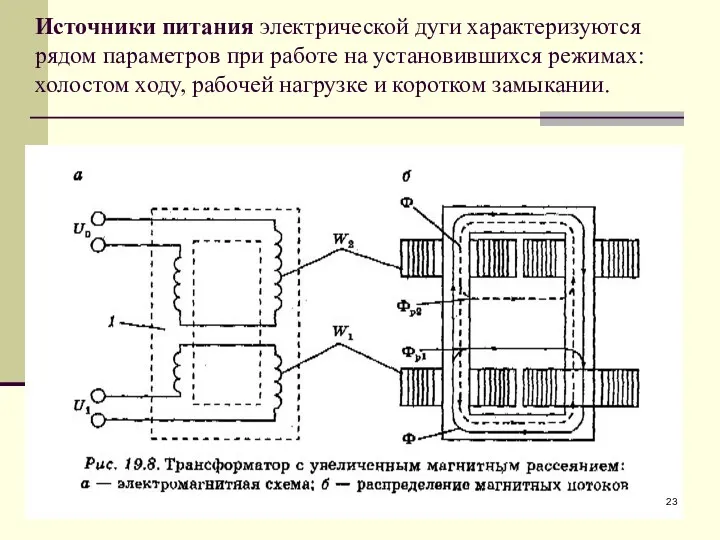
- 23. Источники питания электрической дуги характеризуются рядом параметров при работе на установившихся режимах: холостом ходу, рабочей нагрузке
- 24. Трансформатор с отдельной дроссельной катушкой а б а – схема сварочного трансформатора с отдельной дроссельной катушкой;
- 25. Сварочные выпрямители применяются для ручной дуговой сварки покрытыми электродами, механизированной дуговой сварки под флюсом и в
- 26. Сварочные генераторы применяются для ручной дуговой сварки покрытым электродом, сварки под флюсом и сварки в защитных
- 27. Источники питания дуги постоянным током (выпрямители и генераторы) обладают следующими преимуществами перед источниками переменного тока: более
- 28. Инверторные источники питания сварочной дуги. В общем случае он представляет собой устройство, служащее для превращения постоянного
- 29. Инверторные источники питания обеспечивают: легкое возбуждение дуги за счет временного повышения силы сварочного тока в момент
- 30. Схема дуговой электросварки металлическим покрытым электродом 1 – свариваемый металл; 2 – сварной шов (наплавленный металл);
- 31. Сварка под флюсом. Сущность процесса дуговой сварки под флюсом заключается в применении непокрытой электродной проволоки и
- 32. Схема автоматической дуговой сварки под флюсом
- 34. Преимущества перед ручной дуговой сваркой: Производительность сварки под флюсом повышается в 5...12 раз высокое и стабильное
- 35. Сварка в защитных газах
- 36. Особенности сварки в защитных газах □ высокая степень концентрации дуги, обеспечивающая минимальную зону структурных превращений и
- 37. Схема наружных и внутренних дефектов сварных соединений Подрез Непровар Наплыв Утяжки Трещины Поры
- 38. Продольные трещины: а, б – в сварном шве; в - в основном металле
- 39. Поперечная трещина в сварном шве (а) и кратерные трещины (б, в).
- 40. Твердое включение (а), шлаковые включения (б, в) и вольфрамовые включения (г) в металле шва.
- 41. Несплавления и непровары в сварных швах: а - несплавление по расплавляемой поверхности; б, в - несплавление
- 42. Деформация сварных изделий от поперечной усадки наплавленного металла а – до сварки; б – после сварки
- 43. Дефекты геометрии сварного соединения: а – угловое смещение; б - линейное смещение
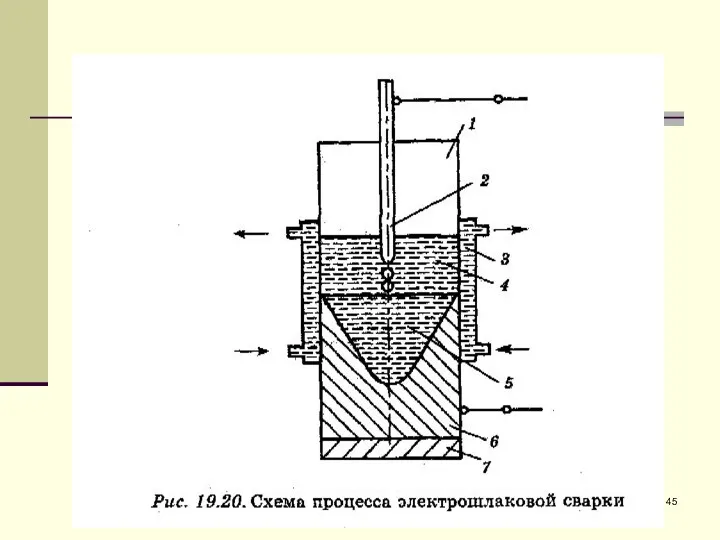
- 44. Электрошлаковая сварка При электрошлаковой сварке источником теплоты для расплавления основного и электродного металла является расплавленный флюс,
- 46. Газовая сварка При газовой сварке нагрев кромок соединяемых частей производится пламенем, образующимся при сжигании газов в
- 47. Схема газовой сварки и строения нормального ацетилено-кислородного пламени и график распределения температуры по его длине
- 48. Технологические особенности газовой сварки
- 50. Оборудование
- 51. Электронно-лучевая сварка основана на использовании для нагрева и расплавления свариваемых деталей энергии электронного луча. Электронный луч
- 52. При лазерной сварке нагрев и плавление металла осуществляются мощным световым лучом, получаемым от специальных твердых или
- 53. Плазменная сварка
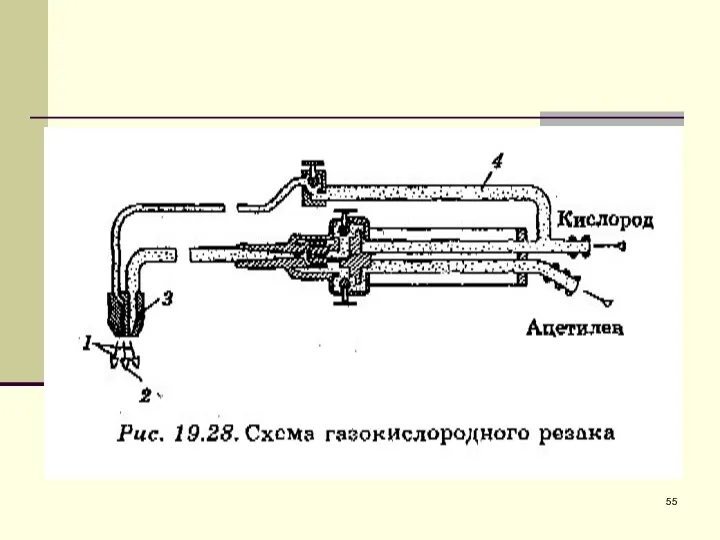
- 54. Термическая резка Получили распространение несколько способов термической резки металлов: газокислородная; кислородно-флюсовая; дуговая резка металлическим электродом; кислородно-дуговая;
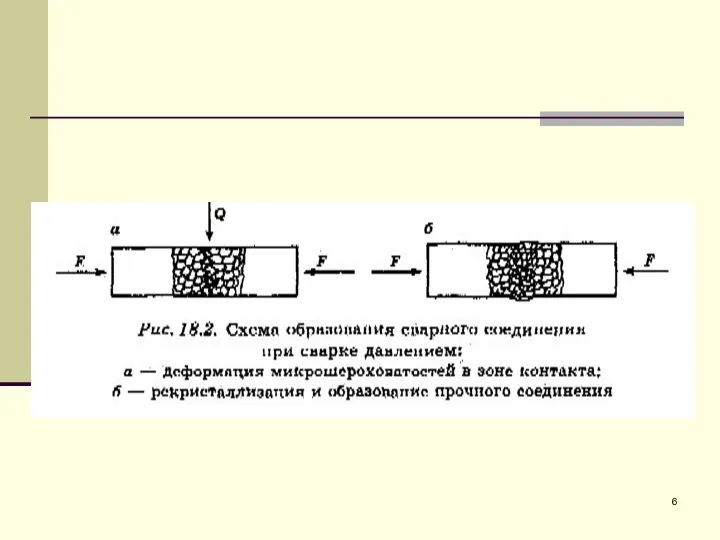
- 56. СВАРКА ДАВЛЕНИЕМ Контактная электрическая сварка является основным видом сварки давлением. Все способы контактной сварки основаны на
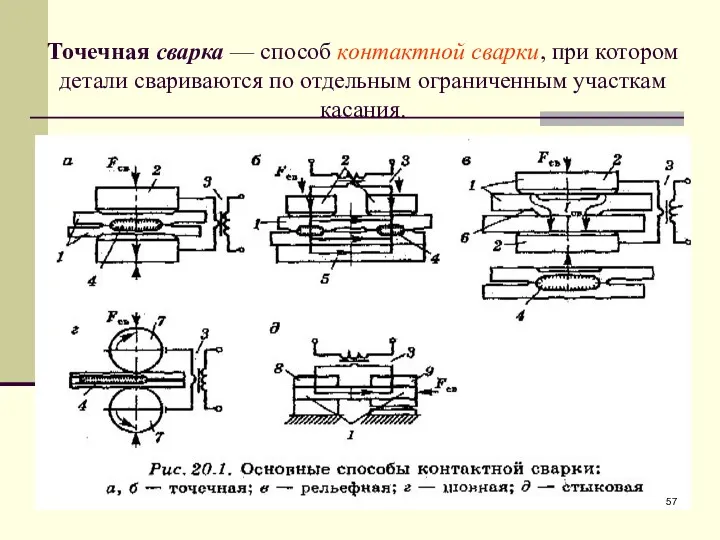
- 57. Точечная сварка — способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания.
- 58. Схема, стадии и циклограмма точечной контактной сварки
- 59. Шовная контактная сварка а б а – схема формирования сварного шва; б – схема процесса
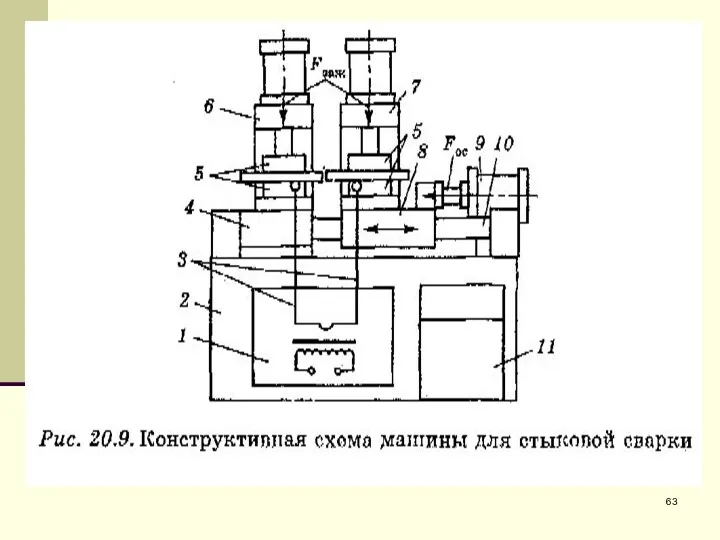
- 60. Схема, стадии и циклограмма стыковой контактной сварки оплавлением
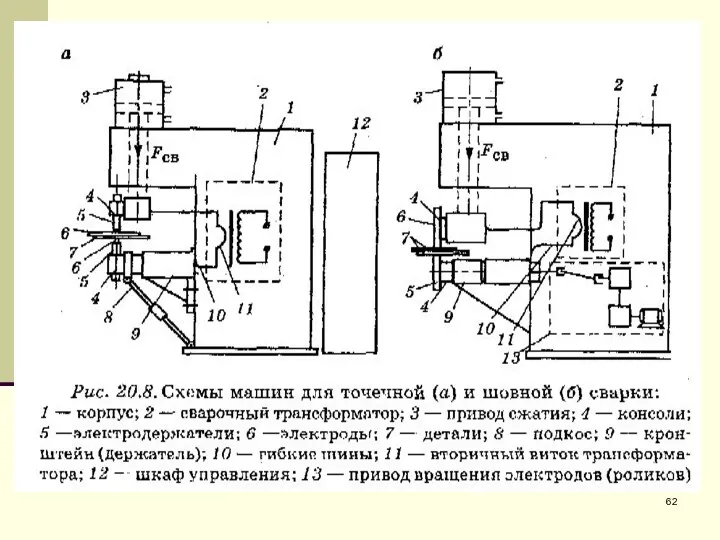
- 61. Оборудование для контактной сварки Современное сварочное оборудование можно классифицировать: по способу преобразования энергии — машины переменного
- 64. Сварка трением является одной из разновидностей сварки давлением. Сварное соединение образуется в твердой фазе без расплавления
- 66. Диффузионная сварка — разновидность сварки давлением —происходит за счет взаимной диффузии атомов контактирующих поверхностей при относительно
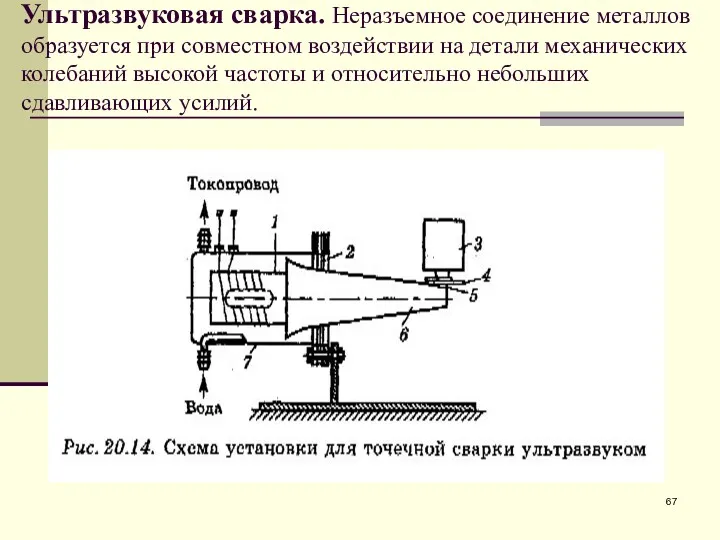
- 67. Ультразвуковая сварка. Неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и
- 68. Сварка взрывом — это процесс соединения материалов, находящихся в твердом состоянии, за счет пластической деформации соударяющихся
- 69. Сварка труб взрывом осуществляется по схеме внутреннего и наружного плакирования
- 70. Цельносварная рама автомобиля-самосвала БелАЗ
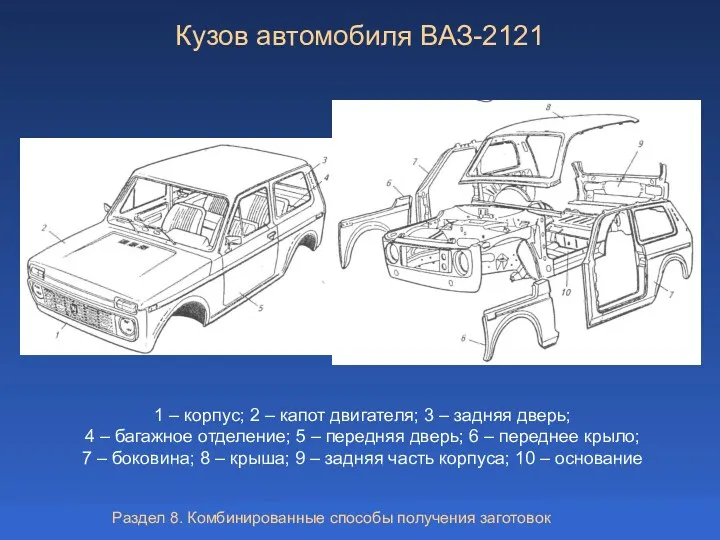
- 71. Кузов автомобиля ВАЗ-2121 1 – корпус; 2 – капот двигателя; 3 – задняя дверь; 4 –
- 72. Пайка Пайка – процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем
- 74. Скачать презентацию
Теоретические основы сварки
Сварка — это процесс получения неразъемных соединений посредством установления
Теоретические основы сварки
Сварка — это процесс получения неразъемных соединений посредством установления
Сущность процесса сварки заключается в возникновении атомно-молекулярных связей между контактирующими поверхностями.
Сущность процесса сварки заключается в возникновении атомно-молекулярных связей между контактирующими поверхностями.
В зависимости от метода активации образование связей между атомами соединяемых поверхностей
В зависимости от метода активации образование связей между атомами соединяемых поверхностей
Свариваемость – технологическое свойство металла или сочетания металлов образовывать при установленной
Свариваемость – технологическое свойство металла или сочетания металлов образовывать при установленной
Критерии свариваемости
окисляемость металла при сварке;
сопротивляемость образованию горячих трещин;
сопротивляемость образованию холодных
Критерии свариваемости
окисляемость металла при сварке;
сопротивляемость образованию горячих трещин;
сопротивляемость образованию холодных
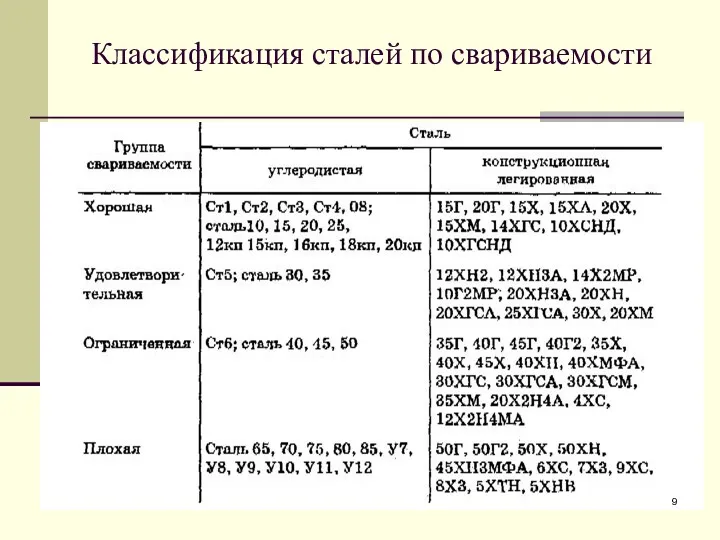
Классификация сталей по свариваемости
Классификация сталей по свариваемости
Группы технологической свариваемости сталей
I. Хорошая - Сварные соединения высокого качества получают
Группы технологической свариваемости сталей
I. Хорошая - Сварные соединения высокого качества получают
Группы технологической свариваемости сталей (продолжение)
III. Ограниченная - Для получения высококачественного сварного
Группы технологической свариваемости сталей (продолжение)
III. Ограниченная - Для получения высококачественного сварного
Неоднородность механических свойств различных зон сварного соединения легированной стали
1 –
Неоднородность механических свойств различных зон сварного соединения легированной стали
1 –

Сварка плавлением
При сварке плавлением детали соединяют за счет местного расплавления металла
Сварка плавлением
При сварке плавлением детали соединяют за счет местного расплавления металла

Типы сварных соединений.
Сварные соединения подразделяются на несколько типов,
определяемых взаимным расположением
Типы сварных соединений. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением
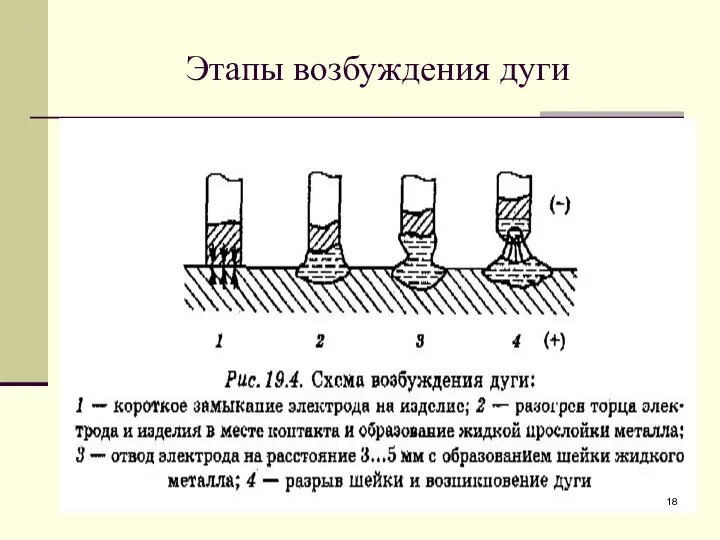
Этапы возбуждения дуги
Этапы возбуждения дуги
Электрические свойства дуги описываются статической
вольт-амперной характеристикой, которая представляет собой
зависимость между напряжением
Электрические свойства дуги описываются статической вольт-амперной характеристикой, которая представляет собой зависимость между напряжением
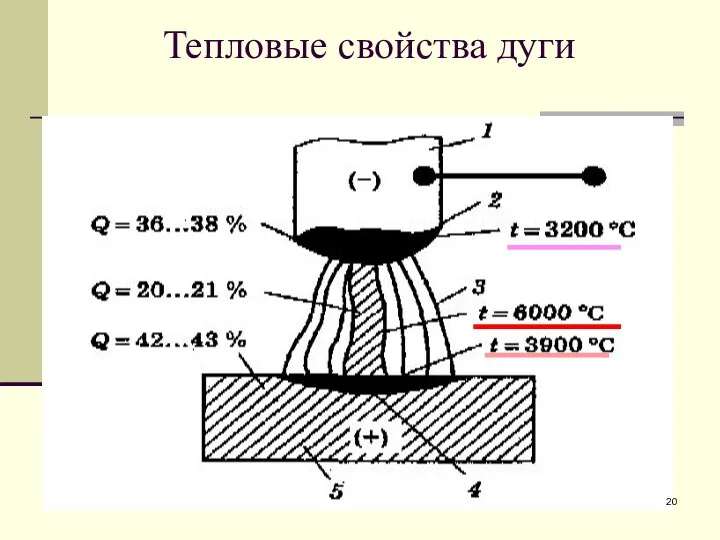
Тепловые свойства дуги
Тепловые свойства дуги
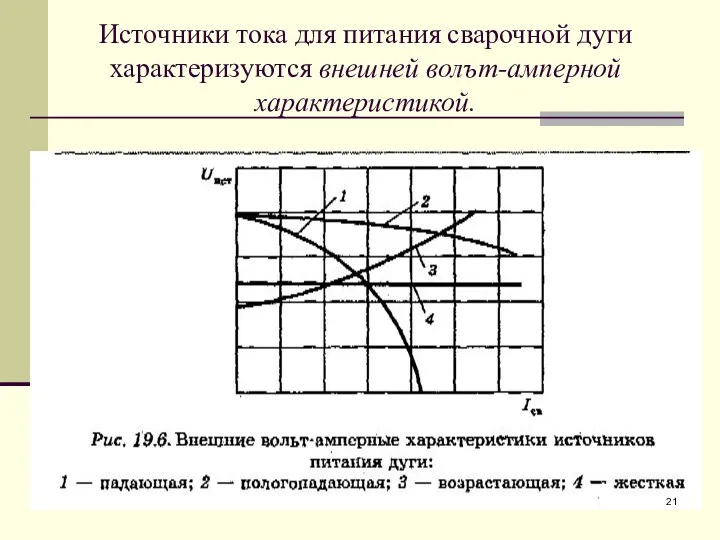
Источники тока для питания сварочной дуги характеризуются внешней волът-амперной характеристикой.
Источники тока для питания сварочной дуги характеризуются внешней волът-амперной характеристикой.
Источники питания электрической дуги характеризуются
рядом параметров при работе на установившихся режимах:
Источники питания электрической дуги характеризуются рядом параметров при работе на установившихся режимах:
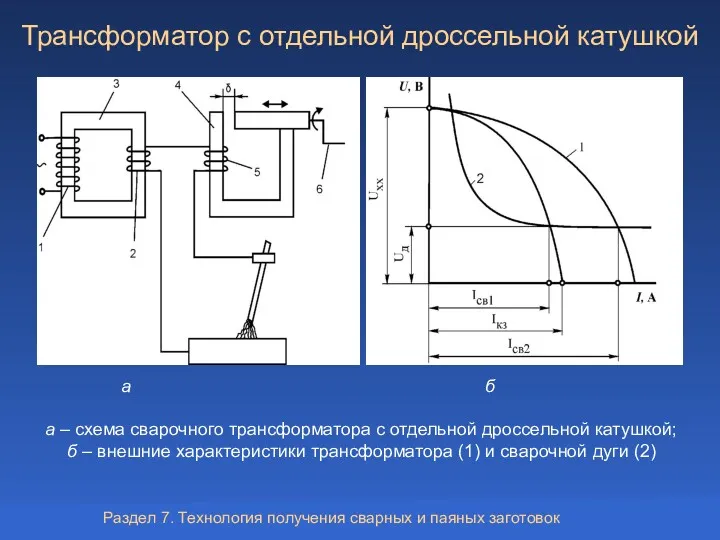
Трансформатор с отдельной дроссельной катушкой
а б
а – схема сварочного
Трансформатор с отдельной дроссельной катушкой
а б
а – схема сварочного
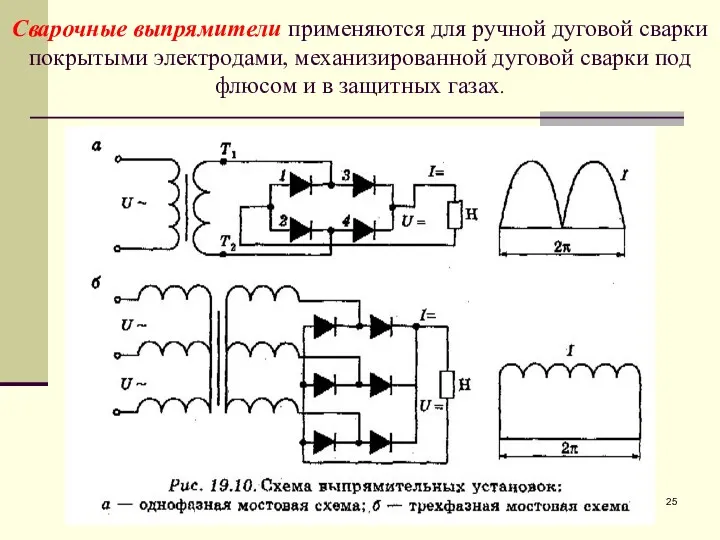
Сварочные выпрямители применяются для ручной дуговой сварки покрытыми электродами, механизированной дуговой
Сварочные выпрямители применяются для ручной дуговой сварки покрытыми электродами, механизированной дуговой
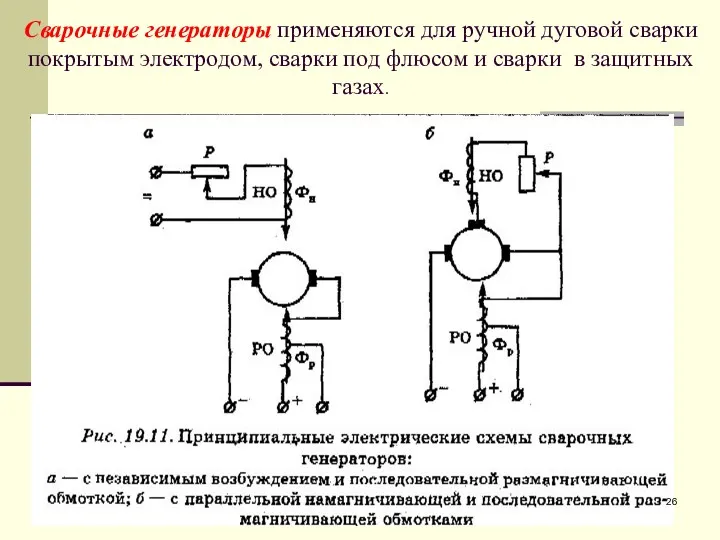
Сварочные генераторы применяются для ручной дуговой сварки покрытым электродом, сварки под
Сварочные генераторы применяются для ручной дуговой сварки покрытым электродом, сварки под
Источники питания дуги постоянным током (выпрямители и генераторы) обладают следующими преимуществами
Источники питания дуги постоянным током (выпрямители и генераторы) обладают следующими преимуществами
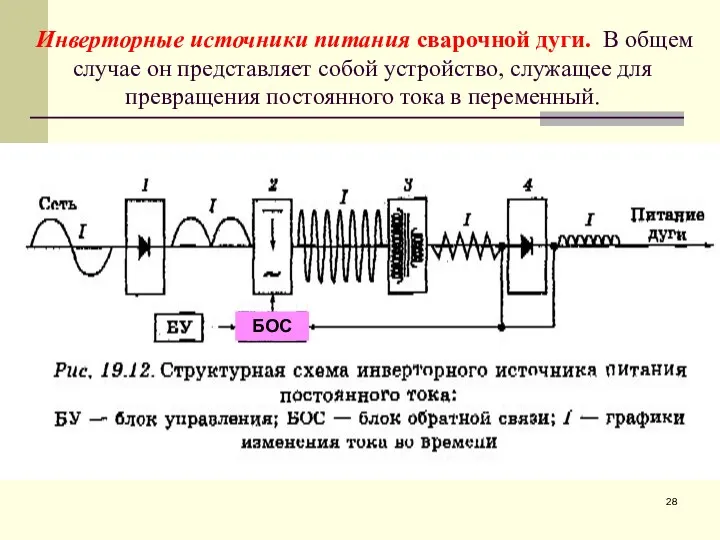
Инверторные источники питания сварочной дуги. В общем случае он представляет
Инверторные источники питания сварочной дуги. В общем случае он представляет
Инверторные источники питания обеспечивают:
легкое возбуждение дуги за счет временного повышения
Инверторные источники питания обеспечивают:
легкое возбуждение дуги за счет временного повышения
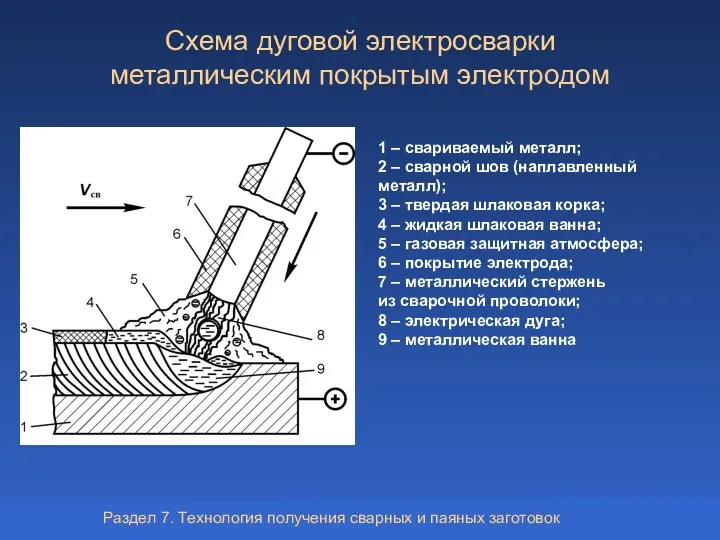
Схема дуговой электросварки металлическим покрытым электродом
1 – свариваемый металл; 2
Схема дуговой электросварки металлическим покрытым электродом
1 – свариваемый металл; 2
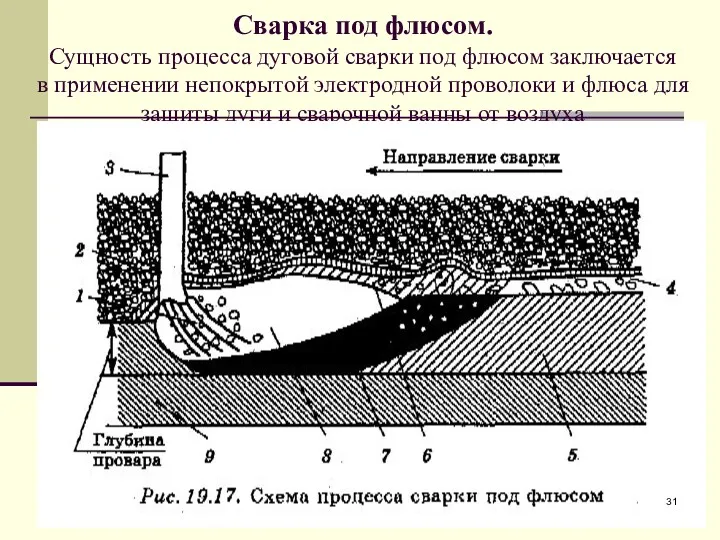
Сварка под флюсом.
Сущность процесса дуговой сварки под флюсом заключается
в применении
Сварка под флюсом. Сущность процесса дуговой сварки под флюсом заключается в применении
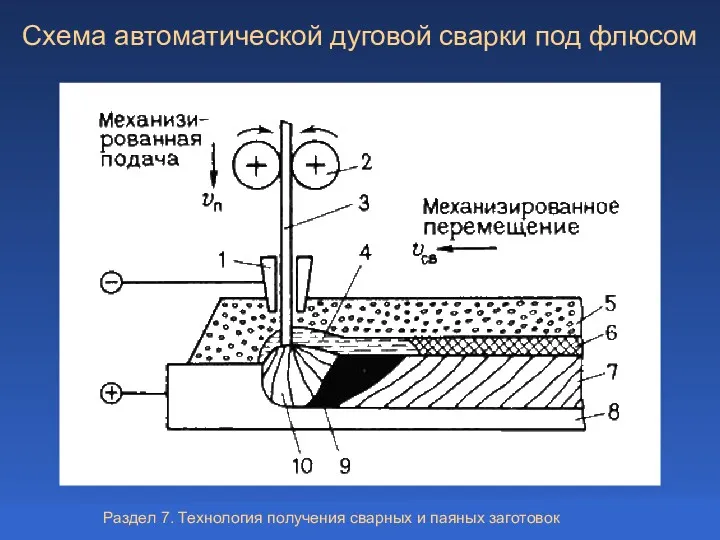
Схема автоматической дуговой сварки под флюсом
Схема автоматической дуговой сварки под флюсом
Преимущества перед ручной дуговой сваркой:
Производительность сварки под флюсом повышается в
Преимущества перед ручной дуговой сваркой:
Производительность сварки под флюсом повышается в
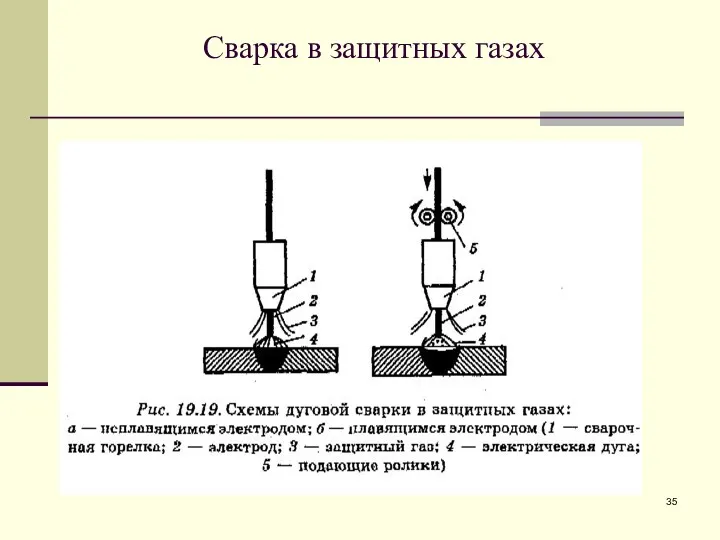
Сварка в защитных газах
Сварка в защитных газах
Особенности сварки в защитных газах
□ высокая степень концентрации дуги, обеспечивающая минимальную
Особенности сварки в защитных газах
□ высокая степень концентрации дуги, обеспечивающая минимальную
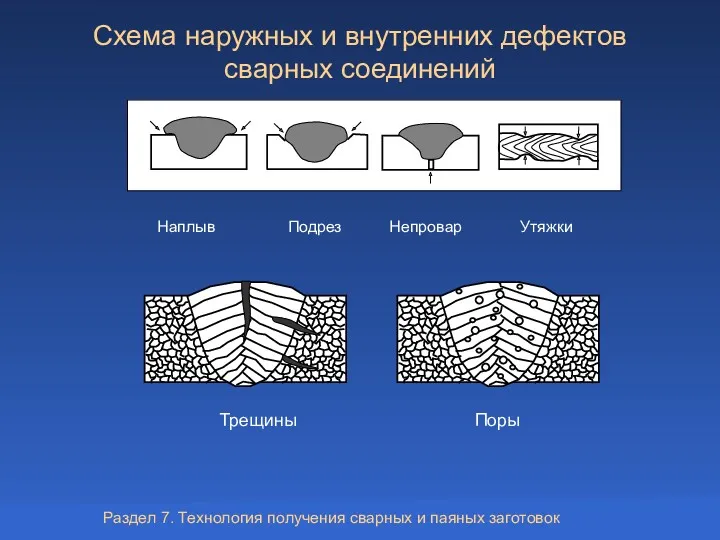
Схема наружных и внутренних дефектов сварных соединений
Подрез
Непровар
Наплыв
Утяжки
Трещины
Поры
Схема наружных и внутренних дефектов сварных соединений
Подрез
Непровар
Наплыв
Утяжки
Трещины
Поры

Продольные трещины:
а, б – в сварном шве; в - в
Продольные трещины: а, б – в сварном шве; в - в

Поперечная трещина в сварном шве (а) и кратерные трещины (б, в).
Поперечная трещина в сварном шве (а) и кратерные трещины (б, в).
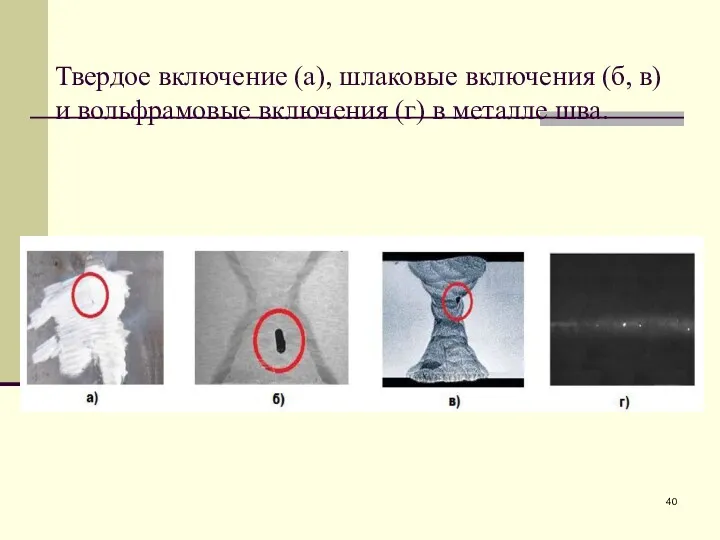
Твердое включение (а), шлаковые включения (б, в) и вольфрамовые включения (г)
Твердое включение (а), шлаковые включения (б, в) и вольфрамовые включения (г)

Несплавления и непровары в сварных швах:
а - несплавление по расплавляемой поверхности;
Несплавления и непровары в сварных швах: а - несплавление по расплавляемой поверхности;

Деформация сварных изделий от поперечной усадки наплавленного металла
а – до
Деформация сварных изделий от поперечной усадки наплавленного металла
а – до

Дефекты геометрии сварного соединения:
а – угловое смещение; б - линейное смещение
Дефекты геометрии сварного соединения:
а – угловое смещение; б - линейное смещение
Электрошлаковая сварка
При электрошлаковой сварке источником теплоты для расплавления основного и электродного
Электрошлаковая сварка
При электрошлаковой сварке источником теплоты для расплавления основного и электродного
Газовая сварка
При газовой сварке нагрев кромок соединяемых частей производится пламенем, образующимся
Газовая сварка
При газовой сварке нагрев кромок соединяемых частей производится пламенем, образующимся
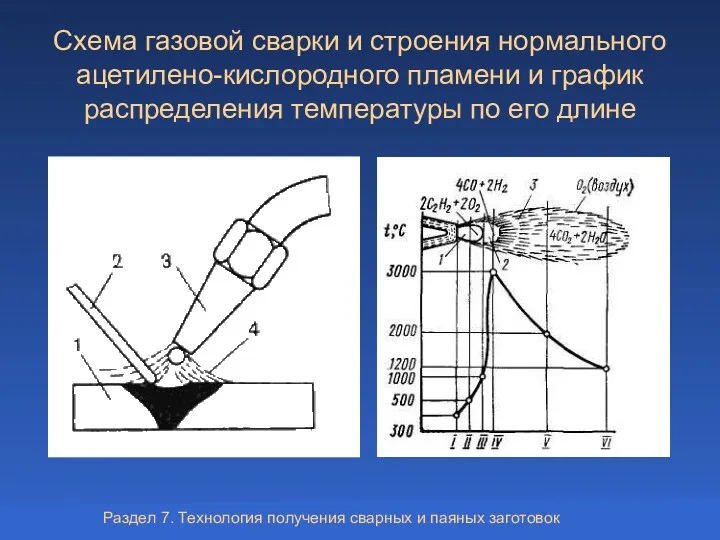
Схема газовой сварки и строения нормального ацетилено-кислородного пламени и график распределения
Схема газовой сварки и строения нормального ацетилено-кислородного пламени и график распределения

Технологические особенности газовой сварки
Технологические особенности газовой сварки
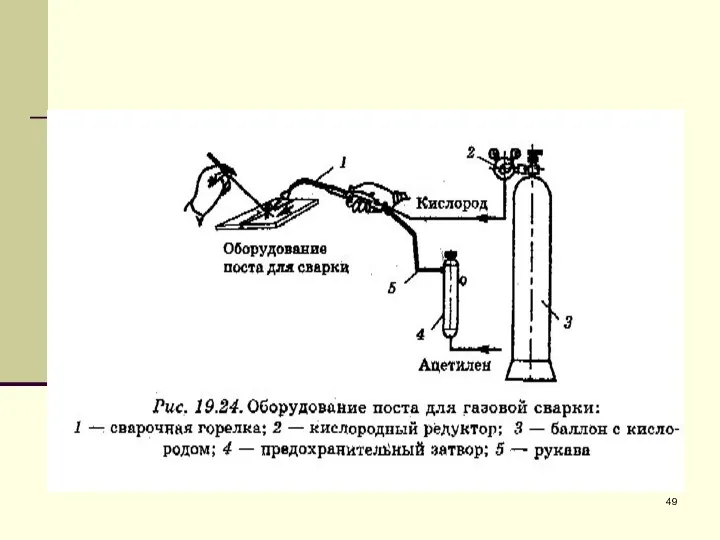
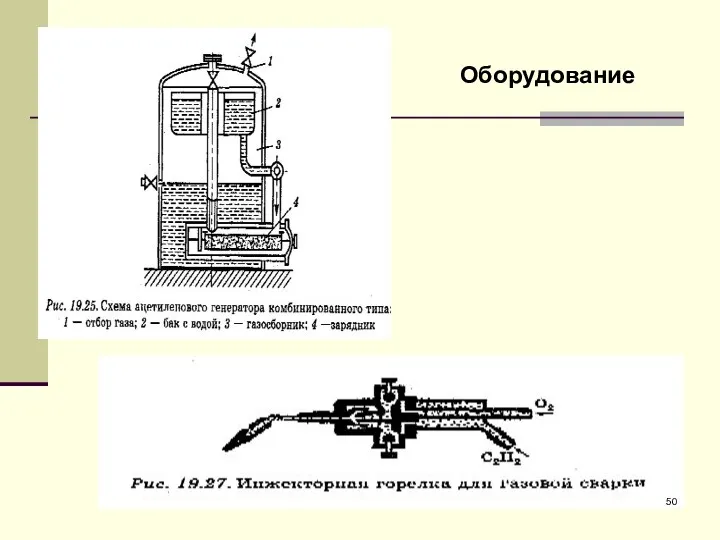
Оборудование
Оборудование
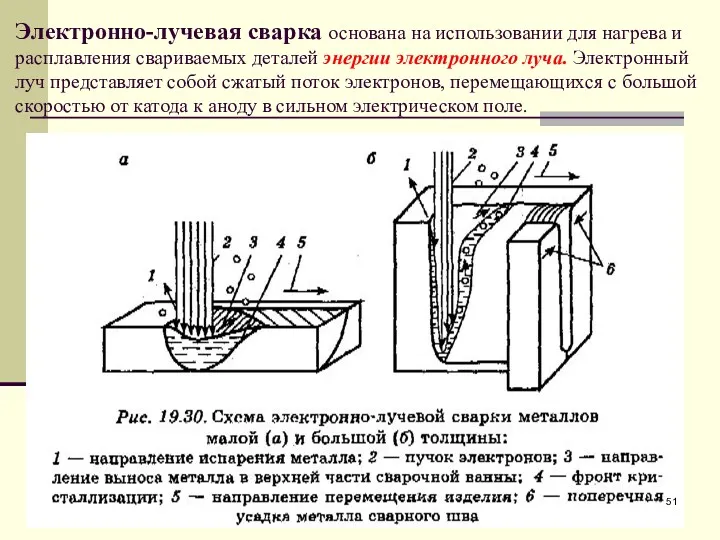
Электронно-лучевая сварка основана на использовании для нагрева и расплавления свариваемых деталей
Электронно-лучевая сварка основана на использовании для нагрева и расплавления свариваемых деталей
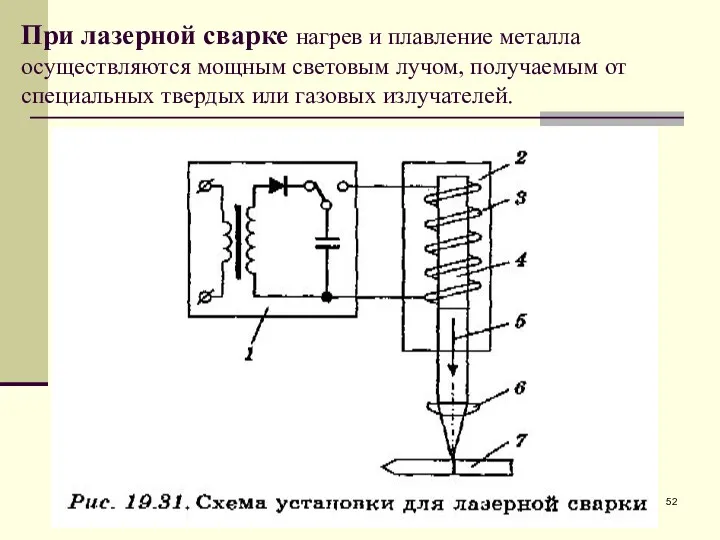
При лазерной сварке нагрев и плавление металла осуществляются мощным световым лучом,
При лазерной сварке нагрев и плавление металла осуществляются мощным световым лучом,
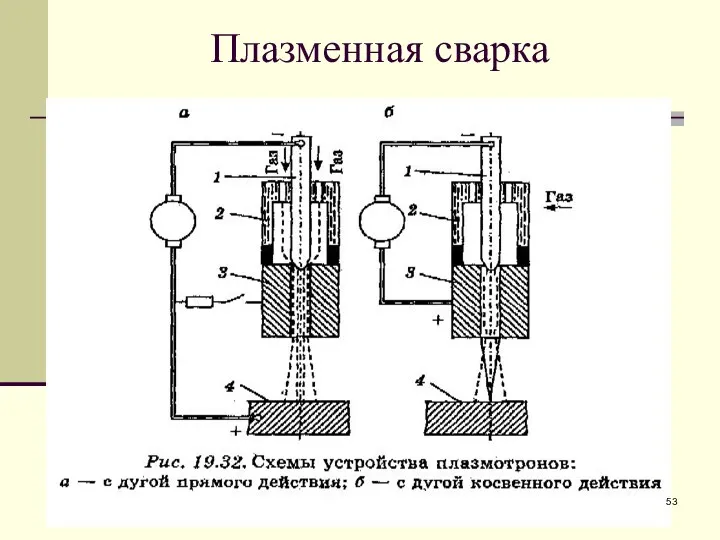
Плазменная сварка
Плазменная сварка
Термическая резка
Получили распространение несколько способов термической резки металлов:
газокислородная;
кислородно-флюсовая;
дуговая резка
Термическая резка
Получили распространение несколько способов термической резки металлов:
газокислородная;
кислородно-флюсовая;
дуговая резка
СВАРКА ДАВЛЕНИЕМ
Контактная электрическая сварка является основным видом сварки давлением. Все способы
СВАРКА ДАВЛЕНИЕМ
Контактная электрическая сварка является основным видом сварки давлением. Все способы
Точечная сварка — способ контактной сварки, при котором
детали свариваются по отдельным
Точечная сварка — способ контактной сварки, при котором детали свариваются по отдельным

Схема, стадии и циклограмма точечной контактной сварки
Схема, стадии и циклограмма точечной контактной сварки
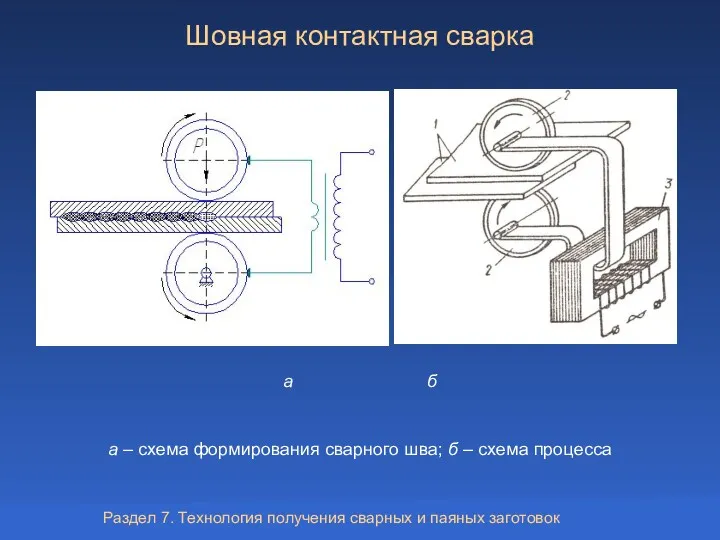
Шовная контактная сварка
а б
а – схема формирования сварного шва; б
Шовная контактная сварка
а б
а – схема формирования сварного шва; б

Схема, стадии и циклограмма стыковой контактной сварки оплавлением
Схема, стадии и циклограмма стыковой контактной сварки оплавлением
Оборудование для контактной сварки
Современное сварочное оборудование можно классифицировать:
по способу преобразования
Оборудование для контактной сварки
Современное сварочное оборудование можно классифицировать:
по способу преобразования
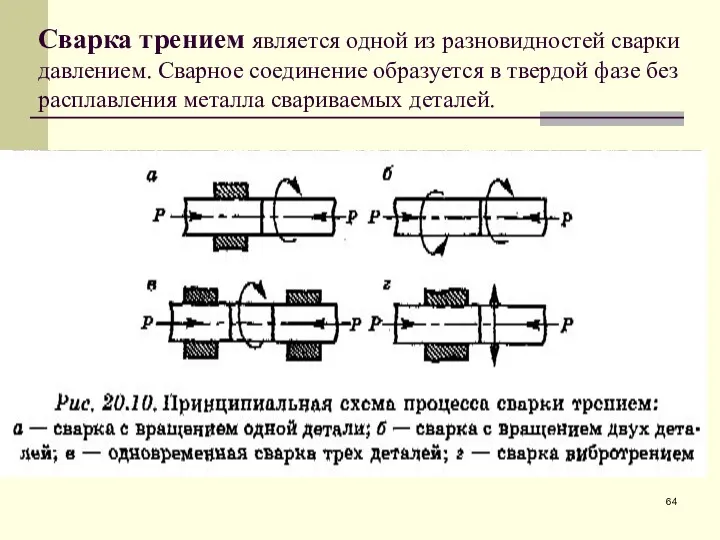
Сварка трением является одной из разновидностей сварки давлением. Сварное соединение образуется
Сварка трением является одной из разновидностей сварки давлением. Сварное соединение образуется
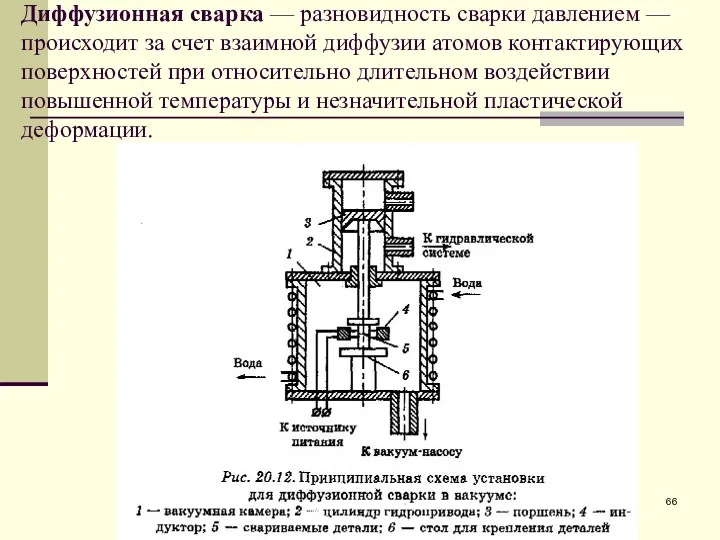
Диффузионная сварка — разновидность сварки давлением —происходит за счет взаимной диффузии
Диффузионная сварка — разновидность сварки давлением —происходит за счет взаимной диффузии
Ультразвуковая сварка. Неразъемное соединение металлов
образуется при совместном воздействии на детали механических
колебаний
Ультразвуковая сварка. Неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний
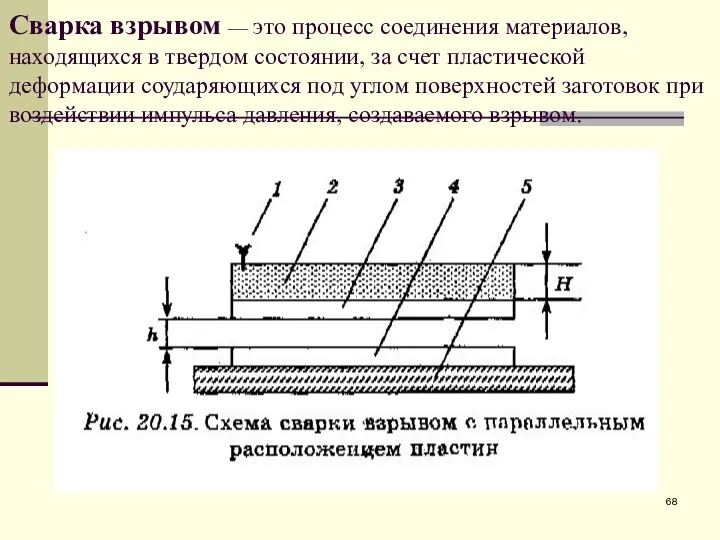
Сварка взрывом — это процесс соединения материалов, находящихся в твердом состоянии,
Сварка взрывом — это процесс соединения материалов, находящихся в твердом состоянии,
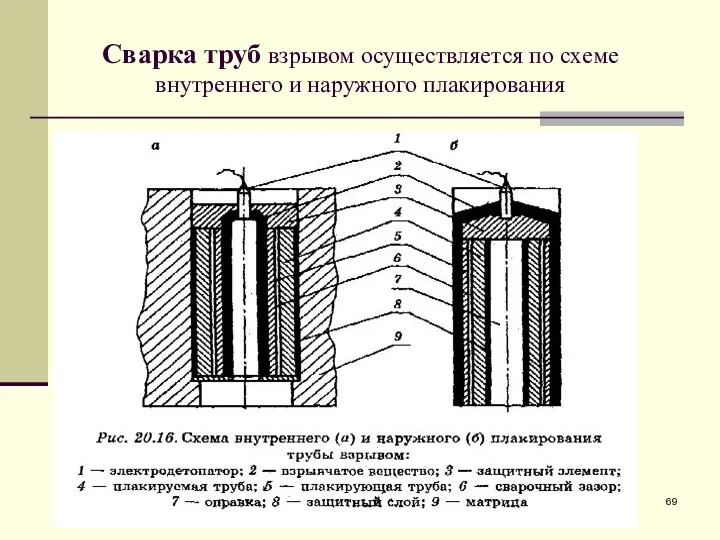
Сварка труб взрывом осуществляется по схеме внутреннего и наружного плакирования
Сварка труб взрывом осуществляется по схеме внутреннего и наружного плакирования

Цельносварная рама автомобиля-самосвала БелАЗ
Цельносварная рама автомобиля-самосвала БелАЗ
Кузов автомобиля ВАЗ-2121
1 – корпус; 2 – капот двигателя; 3
Кузов автомобиля ВАЗ-2121
1 – корпус; 2 – капот двигателя; 3
Пайка
Пайка – процесс получения неразъемного соединения заготовок без их расплавления
Пайка
Пайка – процесс получения неразъемного соединения заготовок без их расплавления
 Лествица Великого поста
Лествица Великого поста Презентация Притча о доброте
Презентация Притча о доброте Исследовательская работа Я на радугу-дугу полюбуюсь, побегу!
Исследовательская работа Я на радугу-дугу полюбуюсь, побегу! Быть здоровым - это модно!
Быть здоровым - это модно! Противовоспалительные средства (ПВС)
Противовоспалительные средства (ПВС) Гармония. Адаптивная физическая культура
Гармония. Адаптивная физическая культура 20231101_prezentatsiya_k_uroku_matematiki_6_kl._po_teme_dlina_okruzhnosti
20231101_prezentatsiya_k_uroku_matematiki_6_kl._po_teme_dlina_okruzhnosti Презентация к уроку Классификация химических реакций
Презентация к уроку Классификация химических реакций Методы и средства профилактики заболеваний пародонта
Методы и средства профилактики заболеваний пародонта Виды инфляции. Дисциплина: Финансы и кредит
Виды инфляции. Дисциплина: Финансы и кредит ЭКОЛОГИЧЕСКИЕ ПРОБЛЕМЫ
ЭКОЛОГИЧЕСКИЕ ПРОБЛЕМЫ Презентация Глобализация и современное образование
Презентация Глобализация и современное образование Тотожні перетворення раціональних виразів
Тотожні перетворення раціональних виразів Проект технологического процесса по изготовлению женского жакета в ателье высшего разряда
Проект технологического процесса по изготовлению женского жакета в ателье высшего разряда Сергиево-Посадская нефтебаза
Сергиево-Посадская нефтебаза Менін дінім ислам діні
Менін дінім ислам діні Эксплуатация и мониторинг технического состояния зданий и сооружений
Эксплуатация и мониторинг технического состояния зданий и сооружений Линейные электрические цепи постоянного тока. Лекция 1
Линейные электрические цепи постоянного тока. Лекция 1 Цели и задачи интегрированного занятия
Цели и задачи интегрированного занятия Технология изготовления и сборка тумбы стеллажа
Технология изготовления и сборка тумбы стеллажа 6.2.Общее устройство ТЗА
6.2.Общее устройство ТЗА Эталоны единиц величин бесконтактных средств измерений температуры
Эталоны единиц величин бесконтактных средств измерений температуры Поступление на магистратуру
Поступление на магистратуру What is your favorite fruit?
What is your favorite fruit? Стили и направления в моде
Стили и направления в моде ПФ РФ. Представление корректирующих ИС
ПФ РФ. Представление корректирующих ИС Анна Шапарева. Самопрезентация
Анна Шапарева. Самопрезентация Тригонометрические уравнения
Тригонометрические уравнения