- Сварочные материалы

Содержание
- 2. На сегодняшний день в мире существует более пяти сотен марок и наименований С.Э. Новые разработки в
- 3. Общие сведения Неплавящиеся электроды: из вольфрама, угля и синтетического графита D = 4 …18 мм, длиной
- 6. Сварочная проволока низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2; легированная - Св-08ГС, Св-12ГС, Св-08Г2С,
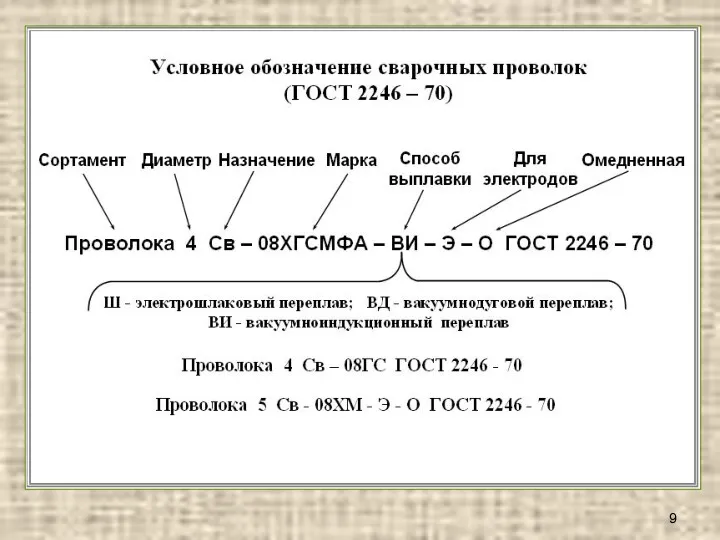
- 7. Условное обозначение сварочной проволоки по ГОСТ 2246 - 70 Проволока сварочная диаметром 3 мм, марки Св-08А,
- 8. Порошковая сварочная проволока K-71TLF d=1,2 мм Порошковая сварочная проволока для сварки в среде защитных газов (аналог
- 10. Условное обозначение сварочной проволоки по ГОСТ 2246 - 70 Э – для изготовления электродов О –
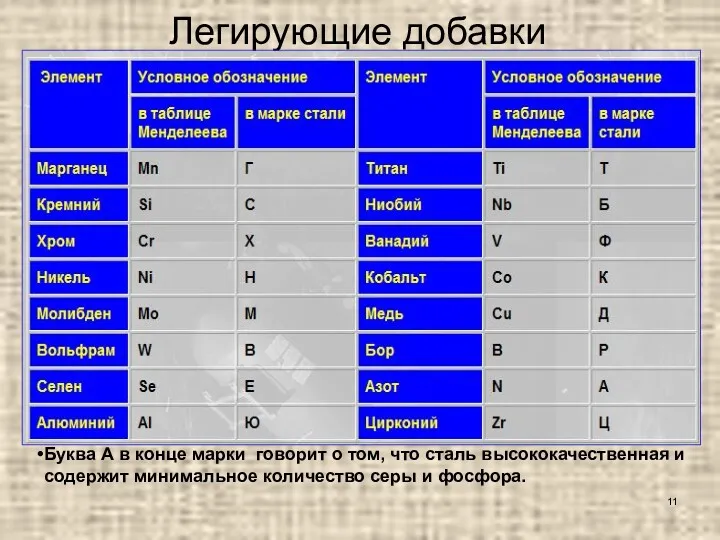
- 11. Легирующие добавки Буква А в конце марки говорит о том, что сталь высококачественная и содержит минимальное
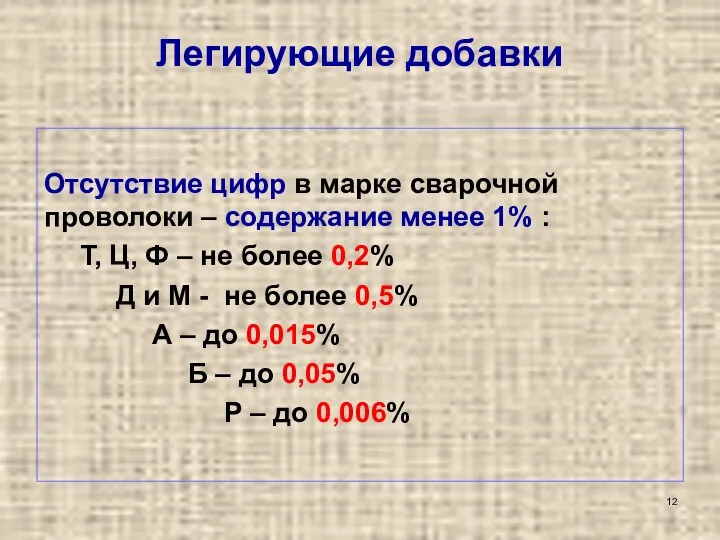
- 12. Легирующие добавки Отсутствие цифр в марке сварочной проволоки – содержание менее 1% : Т, Ц, Ф
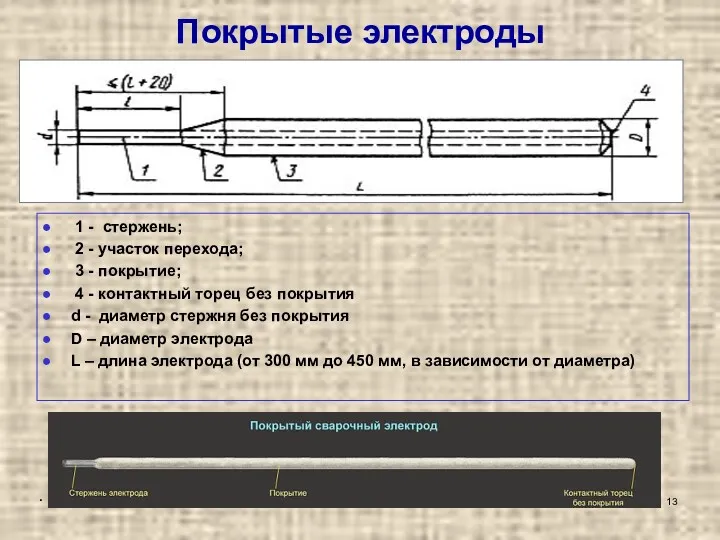
- 13. Покрытые электроды 1 - стержень; 2 - участок перехода; 3 - покрытие; 4 - контактный торец
- 15. Покрытые электроды Назначение покрытий Электродные покрытия в процессе сварки выполняют следующие важные функции: обеспечивают газошлаковую защиту
- 17. Стальные электроды Качество и свойства металла сварного шва во многом определяется правильным выбором электродов. Покрытый электрод
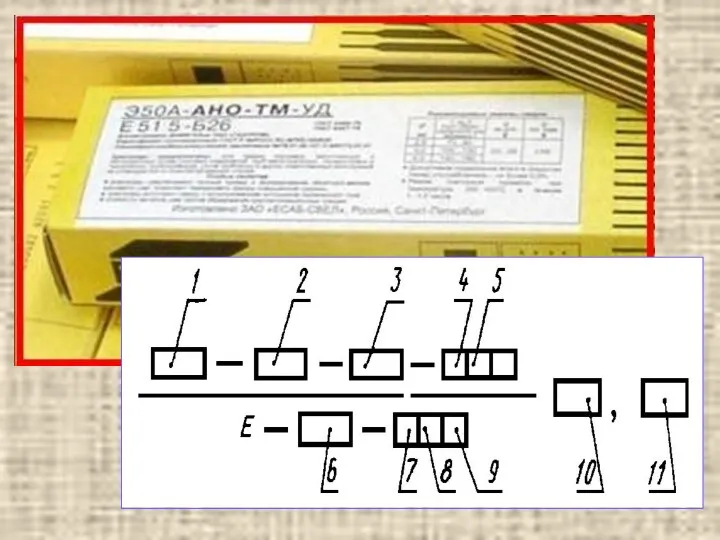
- 18. Этикетка (бирка) на пачках с указанием назначения сварочных материалов, ГОСТов, химического состава, характеристик плавления, рекомендуемых режимов
- 19. Подразделение и маркировка электродов по типам выполнено в ГОСТ 9467-75, 10051-75 и 10052-75. По ГОСТ 9467-75
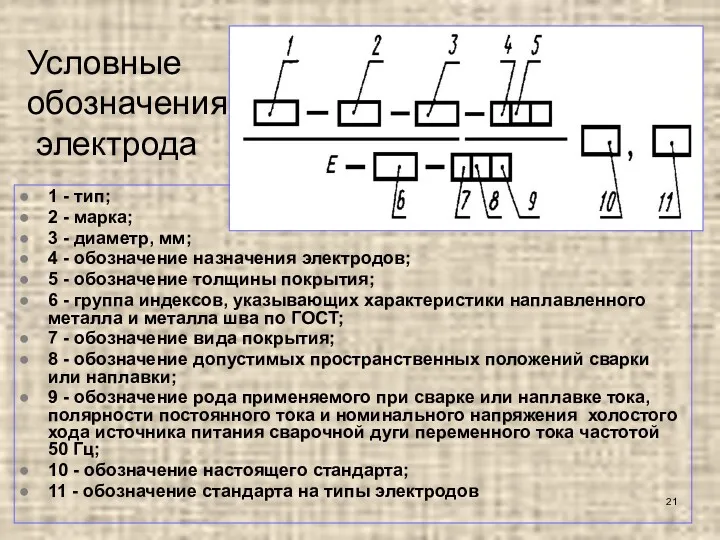
- 21. Условные обозначения электрода 1 - тип; 2 - марка; 3 - диаметр, мм; 4 - обозначение
- 22. Условные обозначения электрода
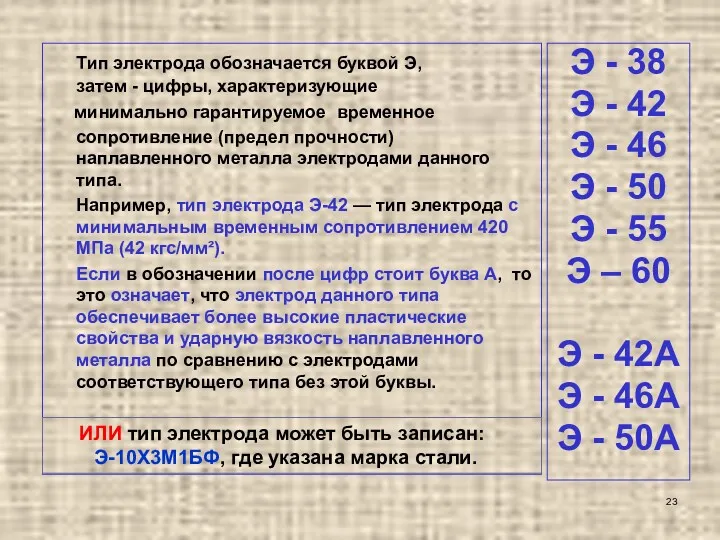
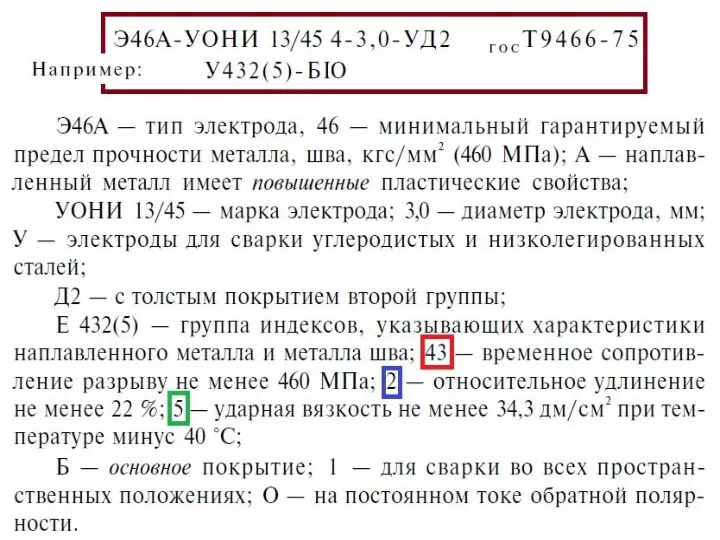
- 23. Тип электрода обозначается буквой Э, затем - цифры, характеризующие минимально гарантируемое временное сопротивление (предел прочности) наплавленного
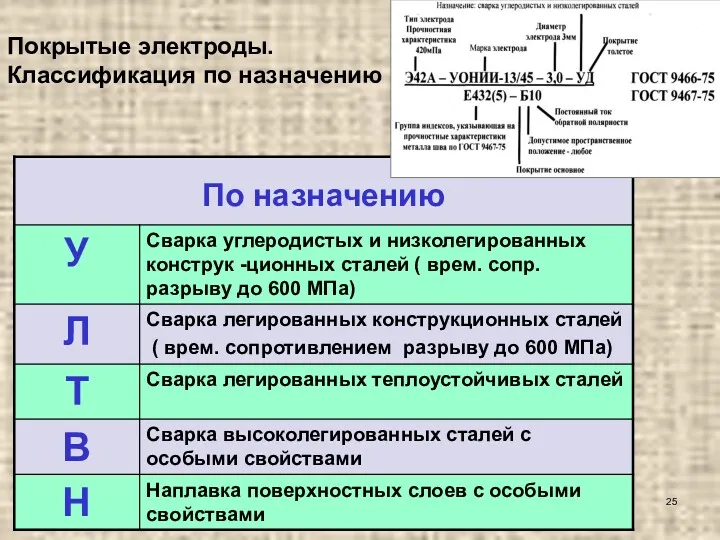
- 25. Покрытые электроды. Классификация по назначению
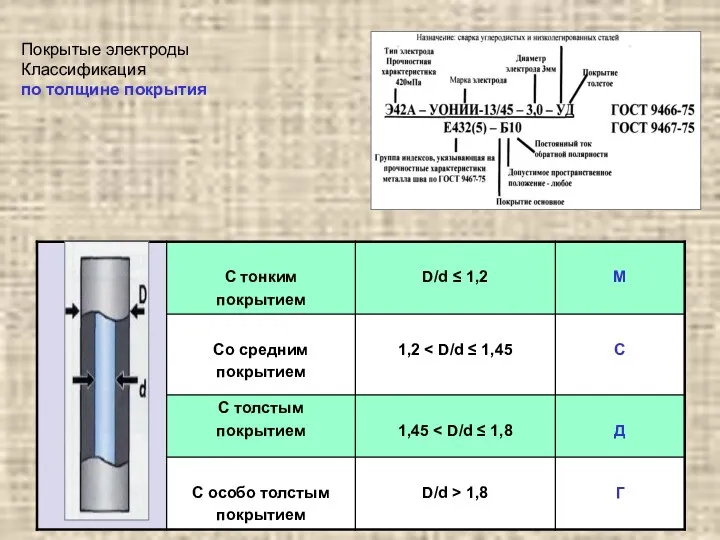
- 26. Покрытые электроды Классификация по толщине покрытия
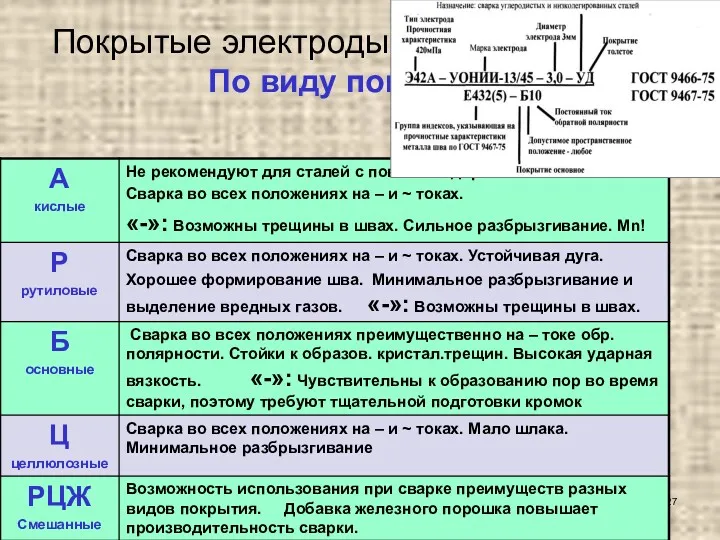
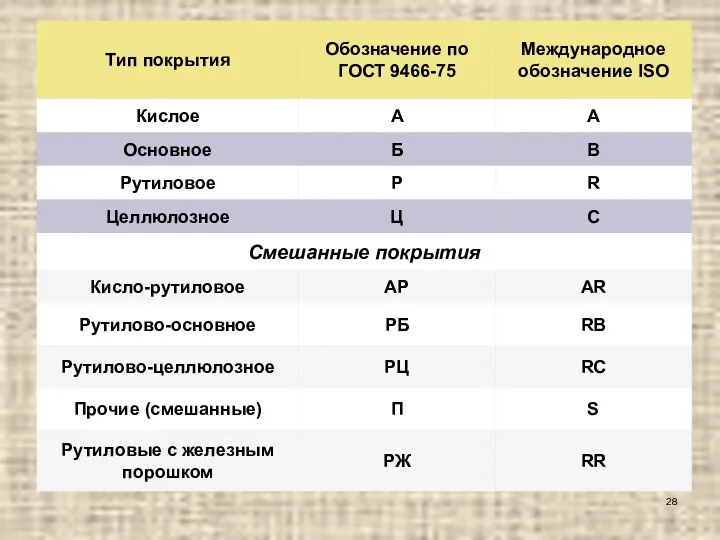
- 27. Покрытые электроды. Классификация По виду покрытия
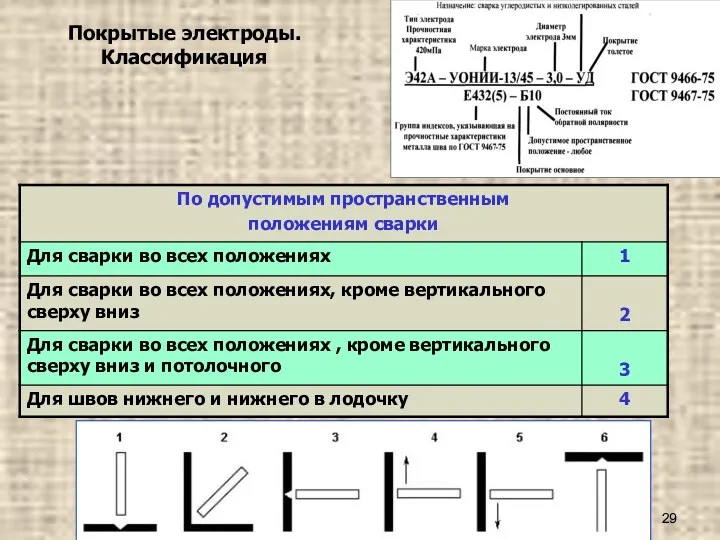
- 29. Покрытые электроды. Классификация
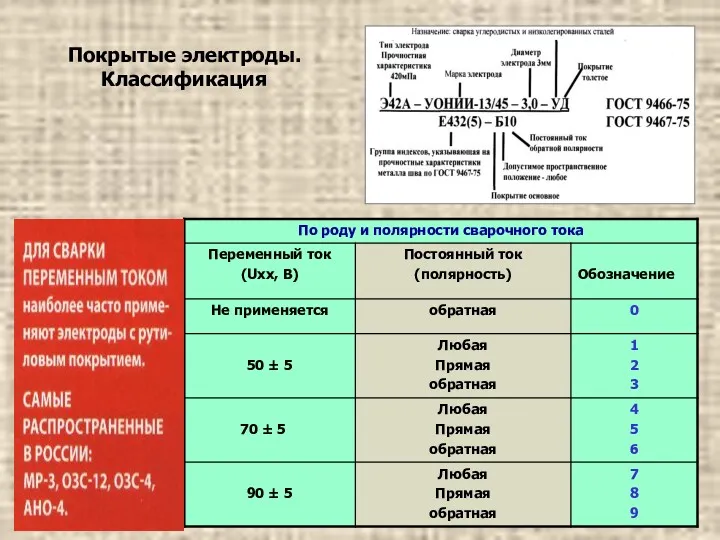
- 30. Покрытые электроды. Классификация
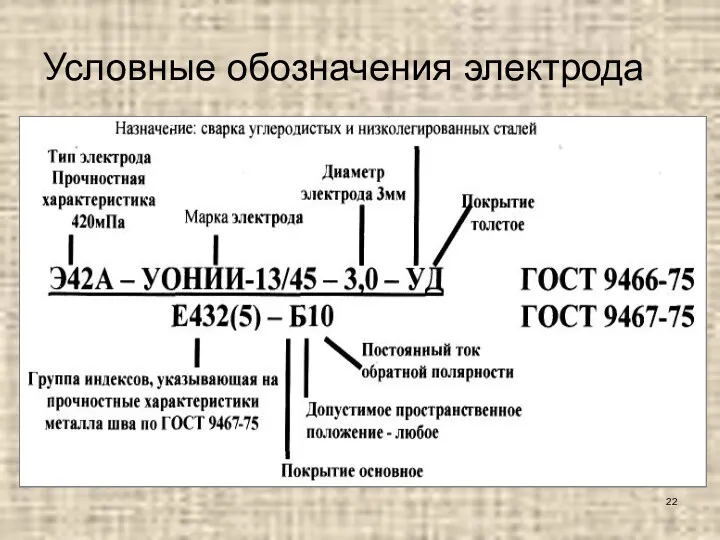
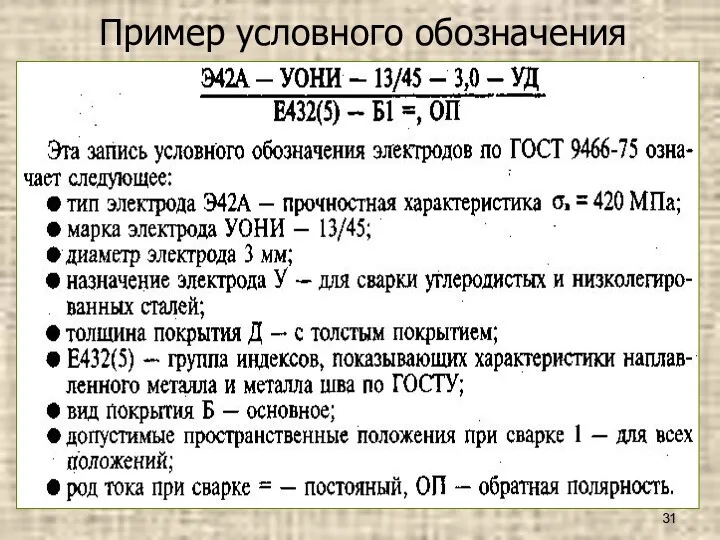
- 31. Пример условного обозначения
- 32. Маркировка электродов зарубежного производства
- 33. Стальная проволока для наплавки ГОСТ 10543 - 82 - углеродистой (4 марок) - легированной (11 марок)
- 34. Стальные прутки для наплавки ГОСТ 21449 - 75 Применяют при наплавке износостойких слоев на детали машин
- 35. Стальные наплавочные ленты Применяют при автоматической наплавке под флюсом антикоррозионного покрытия. Марки ленты аналогичны маркам сварочной
- 36. Порошковые материалы для сварки и наплавки Порошковая проволока для сварки и наплавки D = 1,2 …
- 39. Условное обозначение порошковой проволоки 1 - марка, 2 – диаметр, мм, 3 – условия применения, 4
- 40. Сварочная проволока для сварки цветных металлов ГОСТ 7871 – 75 Из алюминия и его сплавов Диаметр
- 41. Электроды для сварки алюминия Покрытия электродов для сварки алюминия и его сплавов состоят из хлористых и
- 42. Электроды для сварки алюминия Для сварки алюминия пригодны электроды марок ОЗА-1 и ОЗА-2. Электроды ОЗА-1 со
- 43. Электроды для сварки меди Для сварки конструкций средних и больших толщин (5-20мм) наибольшее распространение получили электроды
- 44. Электроды для сварки меди Сварку электродами АНЦ, «Комсомолец-100» и ЗТ выполняют постоянным током обратной полярности. Для
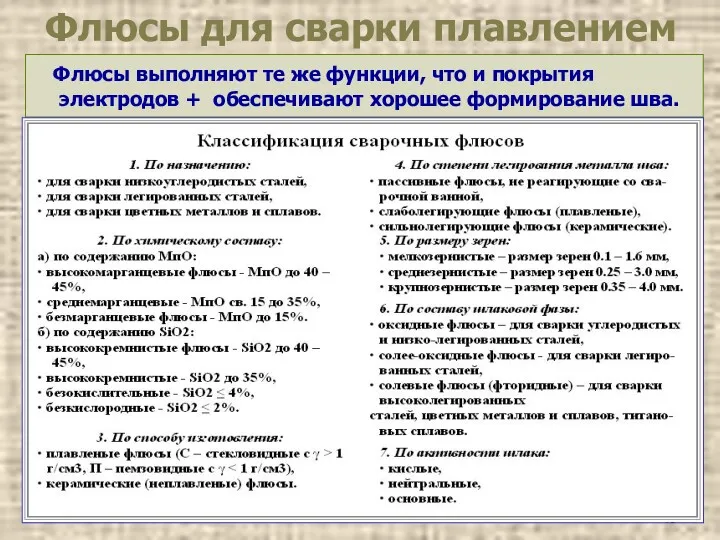
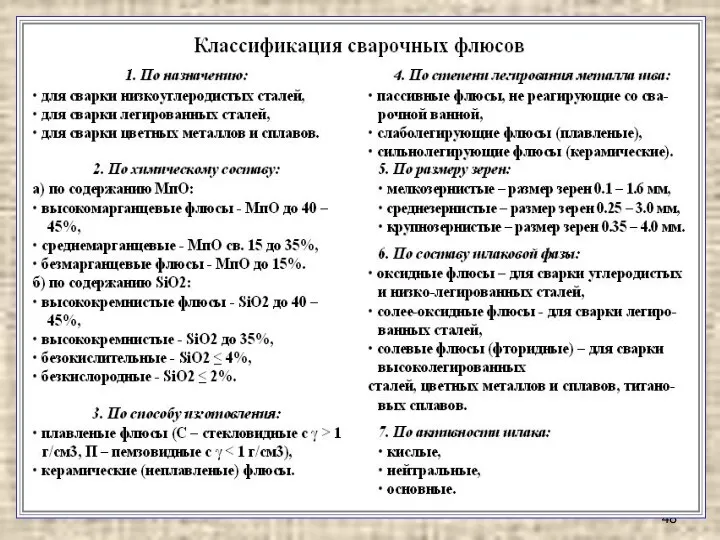
- 45. Флюсы для сварки плавлением Флюсы выполняют те же функции, что и покрытия электродов + обеспечивают хорошее
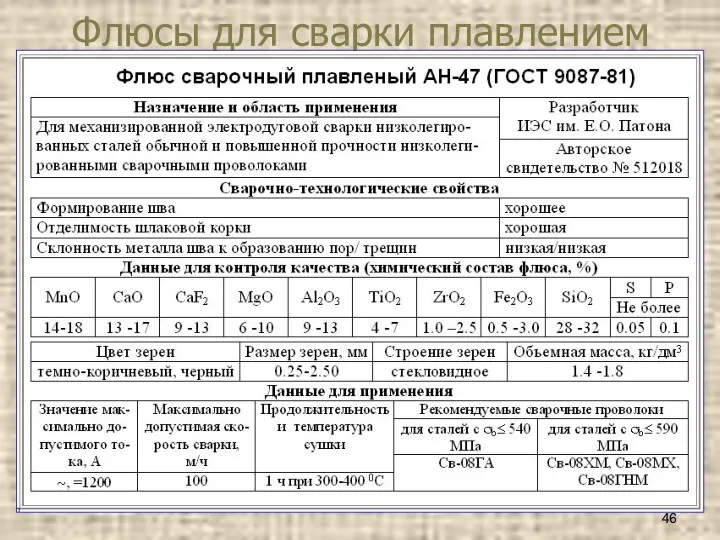
- 46. Флюсы для сварки плавлением
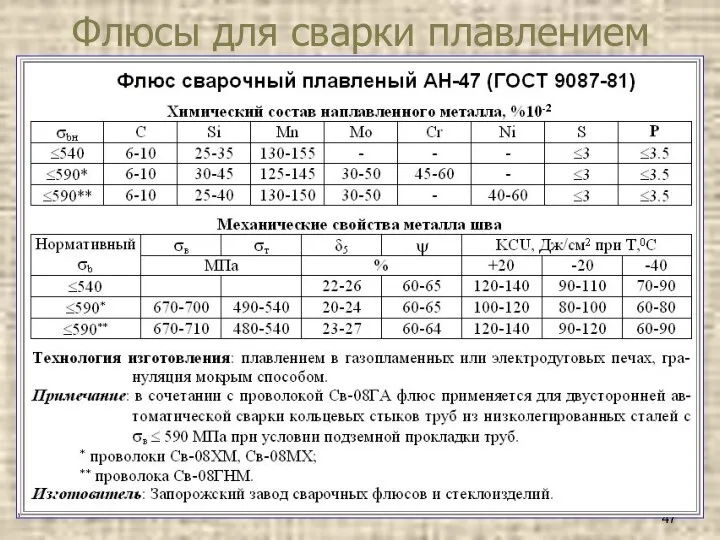
- 47. Флюсы для сварки плавлением
- 49. Хранение и подготовка материалов к сварке В сухих и отапливаемых помещениях при t ≥ 18 ̊C
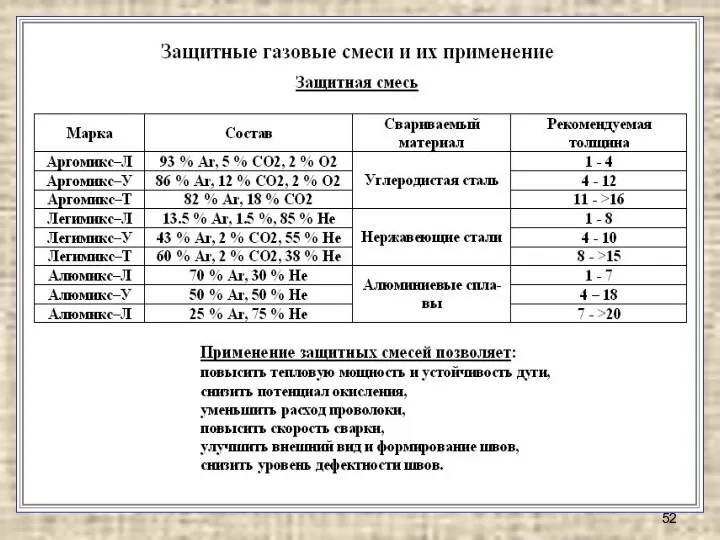
- 50. Защитные газы Для защиты дуги при электросварке применяют газы: Защитные газы хранят и перевозят в баллонах
- 53. Маркировка кислородного баллона 1- заводской номер баллона 2 – масса, кг 3 – месяц и год
- 55. Скачать презентацию
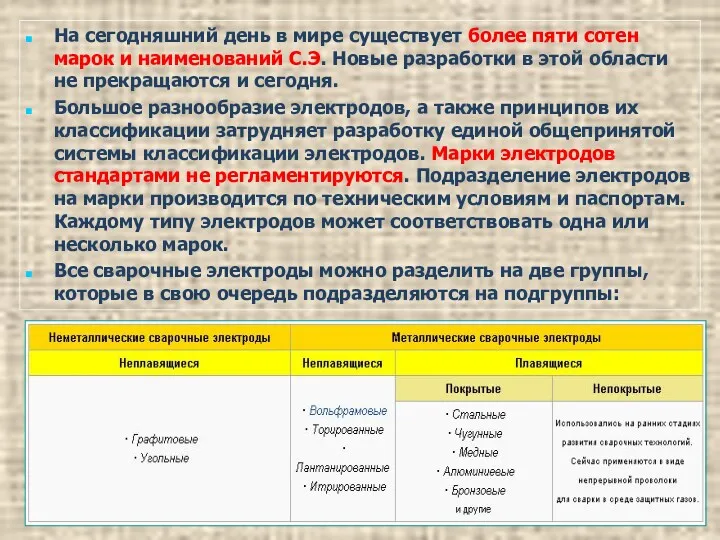
На сегодняшний день в мире существует более пяти сотен марок и
На сегодняшний день в мире существует более пяти сотен марок и
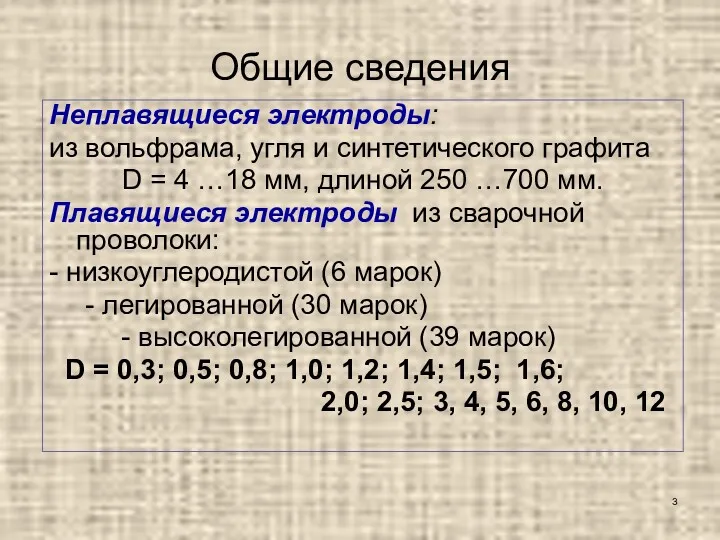
Общие сведения
Неплавящиеся электроды:
из вольфрама, угля и синтетического графита
D = 4 …18
Общие сведения
Неплавящиеся электроды:
из вольфрама, угля и синтетического графита
D = 4 …18
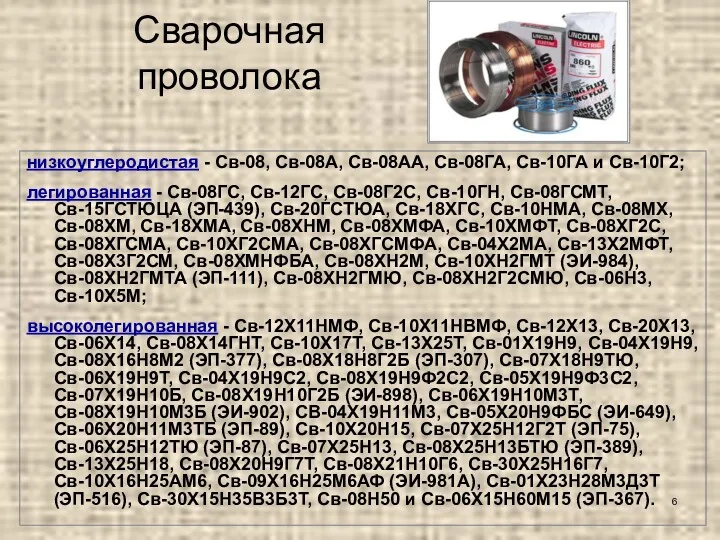
Сварочная
проволока
низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2;
легированная -
Сварочная
проволока
низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2;
легированная -
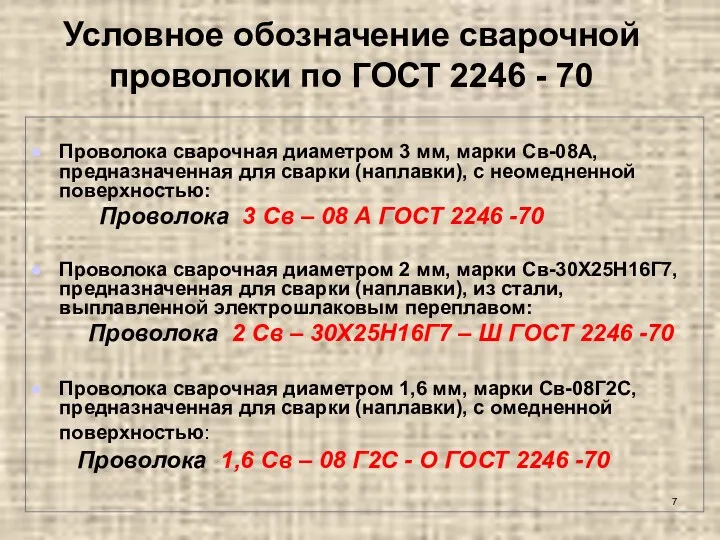
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Проволока сварочная диаметром
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Проволока сварочная диаметром

Порошковая сварочная проволока K-71TLF d=1,2 мм
Порошковая сварочная проволока для сварки
Порошковая сварочная проволока K-71TLF d=1,2 мм Порошковая сварочная проволока для сварки
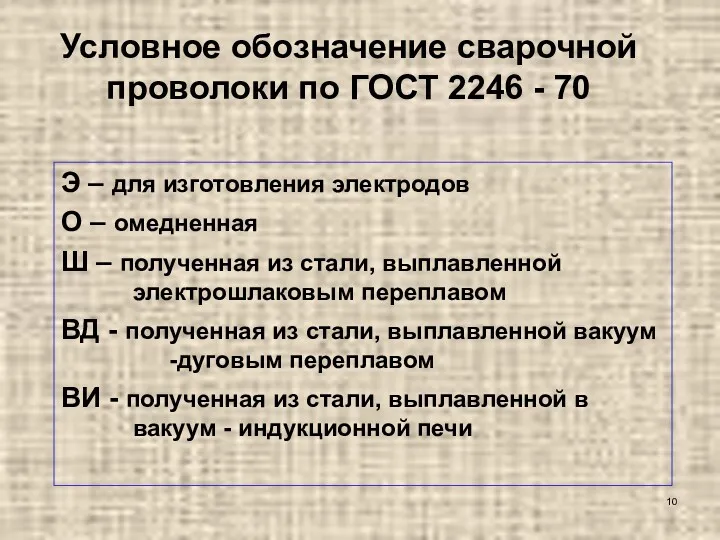
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Э – для
Условное обозначение сварочной проволоки по ГОСТ 2246 - 70
Э – для
Легирующие добавки
Буква А в конце марки говорит о том, что сталь
Легирующие добавки
Буква А в конце марки говорит о том, что сталь
Легирующие добавки
Отсутствие цифр в марке сварочной проволоки – содержание менее
Легирующие добавки
Отсутствие цифр в марке сварочной проволоки – содержание менее
Покрытые электроды
1 - стержень;
2 - участок перехода;
3 -
Покрытые электроды
1 - стержень;
2 - участок перехода;
3 -
Покрытые электроды
Назначение покрытий
Электродные покрытия в процессе сварки выполняют следующие
Покрытые электроды
Назначение покрытий
Электродные покрытия в процессе сварки выполняют следующие
Стальные электроды
Качество и свойства металла сварного шва во многом определяется
Стальные электроды
Качество и свойства металла сварного шва во многом определяется

Этикетка (бирка) на пачках с указанием назначения сварочных материалов, ГОСТов, химического
Этикетка (бирка) на пачках с указанием назначения сварочных материалов, ГОСТов, химического
Подразделение и маркировка электродов по типам выполнено в ГОСТ 9467-75, 10051-75
Подразделение и маркировка электродов по типам выполнено в ГОСТ 9467-75, 10051-75
Условные
обозначения
электрода
1 - тип;
2 - марка;
3 - диаметр,
Условные
обозначения
электрода
1 - тип;
2 - марка;
3 - диаметр,
Условные обозначения электрода
Условные обозначения электрода
Тип электрода обозначается буквой Э,
затем - цифры, характеризующие
минимально гарантируемое временное
сопротивление (предел
Тип электрода обозначается буквой Э,
затем - цифры, характеризующие
минимально гарантируемое временное
сопротивление (предел
Покрытые электроды. Классификация по назначению
Покрытые электроды. Классификация по назначению
Покрытые электроды
Классификация
по толщине покрытия
Покрытые электроды
Классификация
по толщине покрытия
Покрытые электроды. Классификация
По виду покрытия
Покрытые электроды. Классификация
По виду покрытия
Покрытые электроды. Классификация
Покрытые электроды. Классификация
Покрытые электроды.
Классификация
Покрытые электроды.
Классификация
Пример условного обозначения
Пример условного обозначения
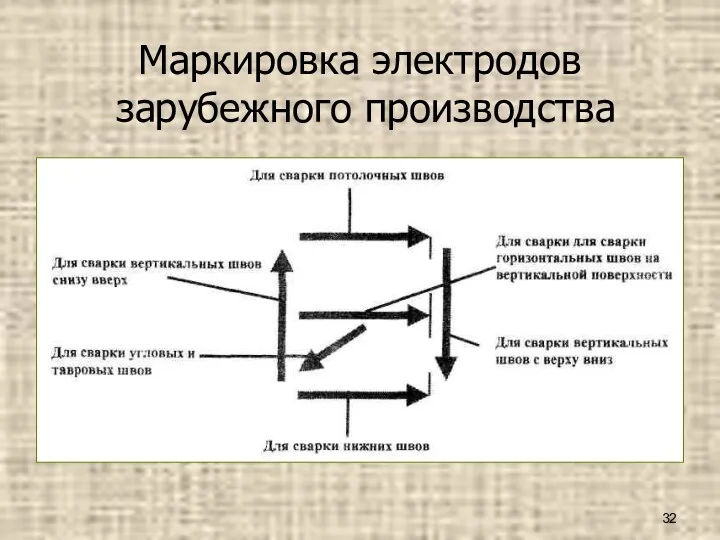
Маркировка электродов
зарубежного производства
Маркировка электродов
зарубежного производства
Стальная проволока для наплавки
ГОСТ 10543 - 82
- углеродистой (4 марок)
- легированной
Стальная проволока для наплавки
ГОСТ 10543 - 82
- углеродистой (4 марок)
- легированной
Стальные прутки для наплавки
ГОСТ 21449 - 75
Применяют при наплавке износостойких слоев
Стальные прутки для наплавки
ГОСТ 21449 - 75
Применяют при наплавке износостойких слоев
Стальные наплавочные ленты
Применяют при автоматической наплавке
под флюсом антикоррозионного покрытия.
Марки
Стальные наплавочные ленты
Применяют при автоматической наплавке
под флюсом антикоррозионного покрытия.
Марки
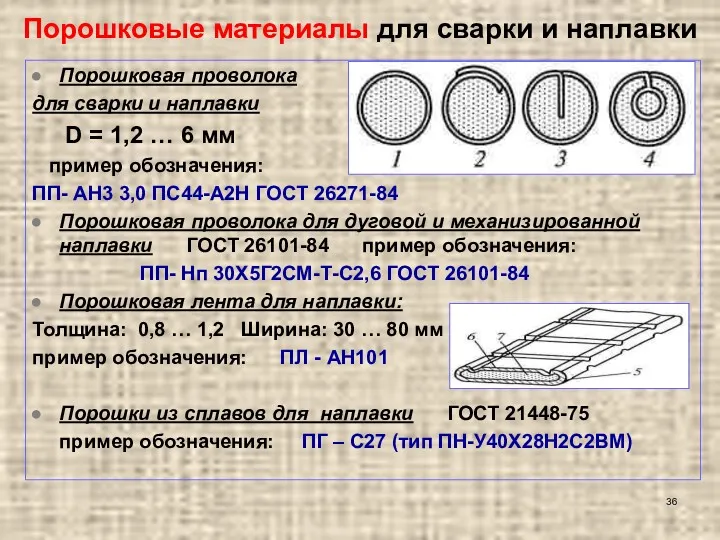
Порошковые материалы для сварки и наплавки
Порошковая проволока
для сварки и наплавки
D
Порошковые материалы для сварки и наплавки
Порошковая проволока
для сварки и наплавки
D
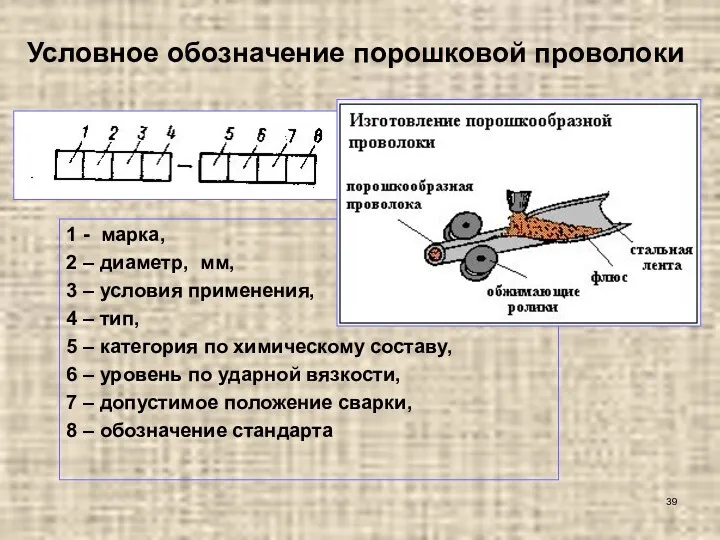
Условное обозначение порошковой проволоки
1 - марка,
2 – диаметр, мм,
3 – условия
Условное обозначение порошковой проволоки
1 - марка,
2 – диаметр, мм,
3 – условия
Сварочная проволока для сварки цветных металлов ГОСТ 7871 – 75
Из алюминия
Сварочная проволока для сварки цветных металлов ГОСТ 7871 – 75
Из алюминия
Электроды для сварки алюминия
Покрытия электродов для сварки алюминия и его
Электроды для сварки алюминия
Покрытия электродов для сварки алюминия и его
Электроды
для сварки
алюминия
Для сварки алюминия пригодны электроды марок ОЗА-1 и
Электроды
для сварки
алюминия
Для сварки алюминия пригодны электроды марок ОЗА-1 и
Электроды для сварки меди
Для сварки конструкций средних и больших толщин (5-20мм)
Электроды для сварки меди
Для сварки конструкций средних и больших толщин (5-20мм)
Электроды для сварки меди
Сварку электродами АНЦ, «Комсомолец-100» и ЗТ выполняют постоянным
Электроды для сварки меди
Сварку электродами АНЦ, «Комсомолец-100» и ЗТ выполняют постоянным
Флюсы для сварки плавлением
Флюсы выполняют те же функции, что и
Флюсы для сварки плавлением
Флюсы выполняют те же функции, что и
Флюсы для сварки плавлением
Флюсы для сварки плавлением
Флюсы для сварки плавлением
Флюсы для сварки плавлением
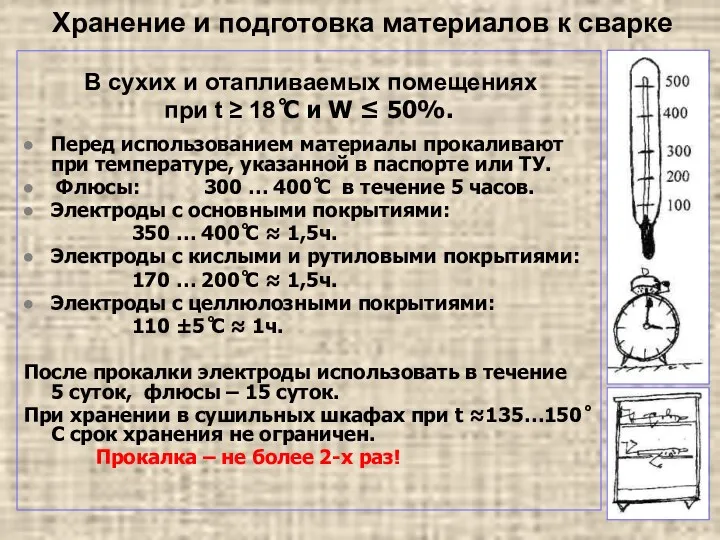
Хранение и подготовка материалов к сварке
В сухих и отапливаемых
Хранение и подготовка материалов к сварке
В сухих и отапливаемых
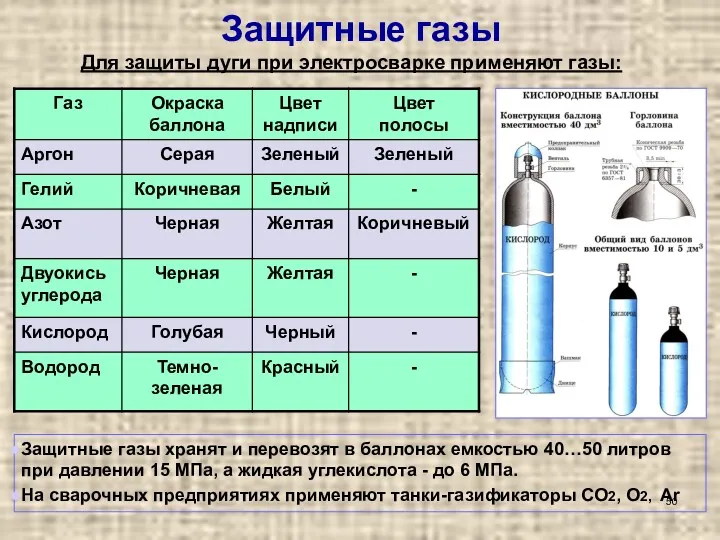
Защитные газы
Для защиты дуги при электросварке применяют газы:
Защитные газы хранят и
Защитные газы
Для защиты дуги при электросварке применяют газы:
Защитные газы хранят и
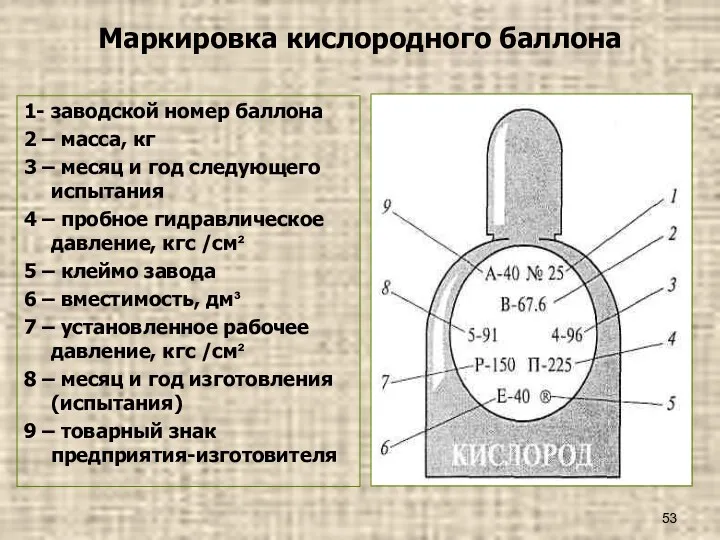
Маркировка кислородного баллона
1- заводской номер баллона
2 – масса, кг
3 – месяц
Маркировка кислородного баллона
1- заводской номер баллона
2 – масса, кг
3 – месяц
 Конструирование швейных изделий. Снятие мерок
Конструирование швейных изделий. Снятие мерок Стихотворения русских поэтов о Великой Отечественной войне. Урок внеклассного чтения
Стихотворения русских поэтов о Великой Отечественной войне. Урок внеклассного чтения Христианство как мировая религия
Христианство как мировая религия Итоги деятельности центра здоровья для детей
Итоги деятельности центра здоровья для детей Cтруктура автоматизированных электроприводов (АЭП). Способы пуска и торможения
Cтруктура автоматизированных электроприводов (АЭП). Способы пуска и торможения презентация мы здоровыми растем
презентация мы здоровыми растем Печальная улыбка Василия Шукшина
Печальная улыбка Василия Шукшина Проект Чистый родник
Проект Чистый родник Проект Молоко и его польза
Проект Молоко и его польза Шахматный педагог-2015
Шахматный педагог-2015 Назначение геофизических исследований скважин при геологическом изучении недр и добычи нефти и газа
Назначение геофизических исследований скважин при геологическом изучении недр и добычи нефти и газа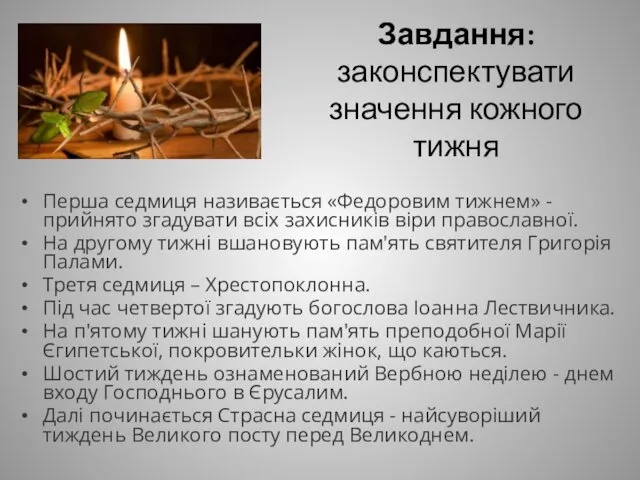 Значення кожного з семи тижнів до Великодня
Значення кожного з семи тижнів до Великодня Презентация Как здоровье сохранить
Презентация Как здоровье сохранить Шибальба боги подземного царства майя
Шибальба боги подземного царства майя Изменения в правовом регулировании деятельности учреждений
Изменения в правовом регулировании деятельности учреждений Личность. Социализация
Личность. Социализация Презентация команды LatteOwl
Презентация команды LatteOwl Бифидобактерии и использование их в молочной промышленности
Бифидобактерии и использование их в молочной промышленности Инновации в промышленности
Инновации в промышленности Введение в теорию интеллектуальных информационных систем
Введение в теорию интеллектуальных информационных систем Измерение информации
Измерение информации Презентация: ПОКЛОНИМСЯ ВЕЛИКИМ ТЕМ ГОДАМ
Презентация: ПОКЛОНИМСЯ ВЕЛИКИМ ТЕМ ГОДАМ Технология 3 класс, техника квиллинга, Снежинка
Технология 3 класс, техника квиллинга, Снежинка Представление о красоте человека
Представление о красоте человека Классификация дефектов трубопровода. Тема 1
Классификация дефектов трубопровода. Тема 1 Презентация по географии для 6 класса по теме Литосфера
Презентация по географии для 6 класса по теме Литосфера Основные задачи РСЧС. Единая государственная система предупреждения и ликвидации чрезвычайных ситуаций
Основные задачи РСЧС. Единая государственная система предупреждения и ликвидации чрезвычайных ситуаций Памятник Коркыт ата
Памятник Коркыт ата