- Сверление отверстии в листовом, полосовом и фасонном материале

Содержание
- 2. Сверление отверстий в металле – это один из видов обработки металла, который осуществляется при помощи стационарного
- 3. Сверление отверстий в металле происходит поэтапно: - Выполняется разметка. Также может использоваться кондуктор, который крепится на
- 5. Для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную
- 6. Сверление отверстий в листовом металле Сверлить отверстие в тонком листовом металле обычными сверлами очень трудно, так
- 7. Преимущества сверления: Сверление отверстий в металлопрокате (лист, уголок, балка) и металлоконструкциях осуществляется по чертежам клиента при
- 8. Недостатки сверления: - возможность неровности реза; невозможность осуществления сложных форм реза. Стоимость услуги сверления зависит от:
- 9. Спасибо за внимание☺
- 13. Скачать презентацию

Сверление отверстий в металле – это один из видов обработки металла,
Сверление отверстий в металле – это один из видов обработки металла,
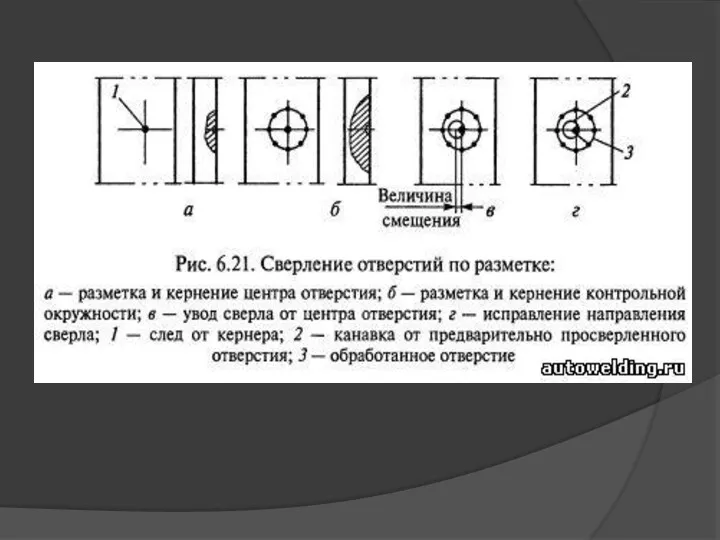
Сверление отверстий в металле происходит поэтапно:
- Выполняется разметка. Также может использоваться
Сверление отверстий в металле происходит поэтапно: - Выполняется разметка. Также может использоваться
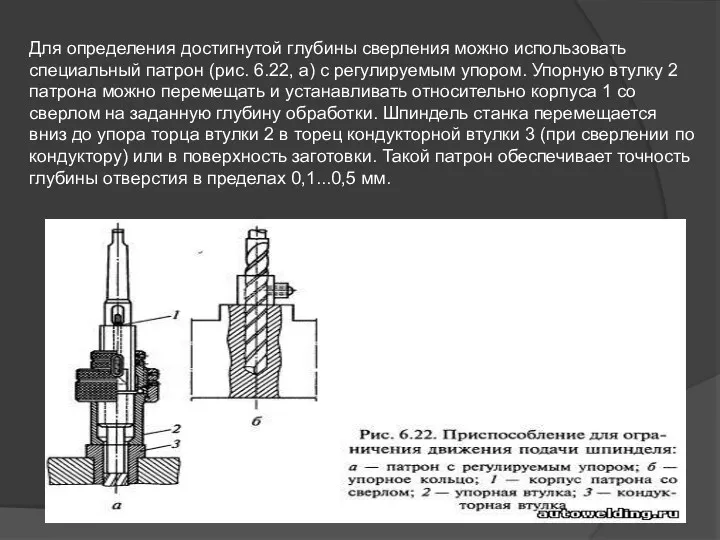
Для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22,
Для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22,
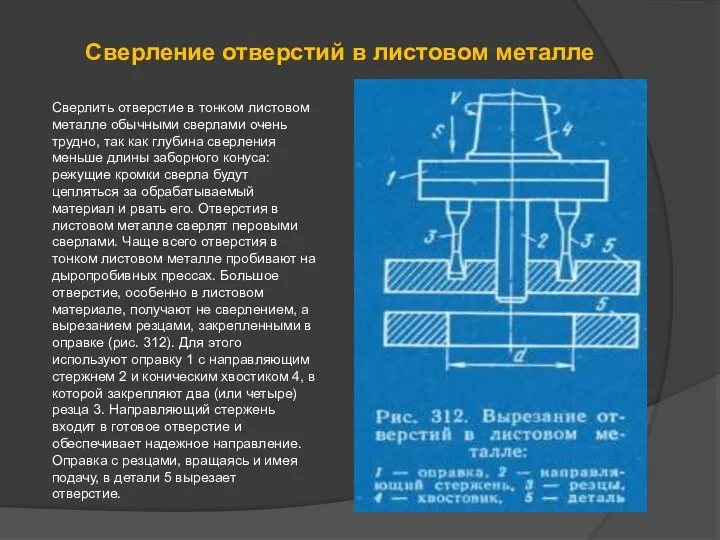
Сверление отверстий в листовом металле
Сверлить отверстие в тонком листовом металле обычными
Сверление отверстий в листовом металле
Сверлить отверстие в тонком листовом металле обычными
Преимущества сверления:
Сверление отверстий в металлопрокате (лист, уголок, балка) и металлоконструкциях
Преимущества сверления:
Сверление отверстий в металлопрокате (лист, уголок, балка) и металлоконструкциях
Недостатки сверления:
- возможность неровности реза;
невозможность осуществления сложных форм реза.
Стоимость услуги
Недостатки сверления:
- возможность неровности реза;
невозможность осуществления сложных форм реза.
Стоимость услуги
Спасибо за внимание☺
Спасибо за внимание☺


 Углеводы. Классификация углеводов
Углеводы. Классификация углеводов Методика проведения учебно-тренировочного занятия со сборной командой по армейскому рукопашному бою
Методика проведения учебно-тренировочного занятия со сборной командой по армейскому рукопашному бою Блиц - турнир. Я знаю лес
Блиц - турнир. Я знаю лес презентация программы творческого объединения Активисты школьного музея
презентация программы творческого объединения Активисты школьного музея Основы информационных технологий
Основы информационных технологий Бақытжан Бейсалыүлы Каратаев
Бақытжан Бейсалыүлы Каратаев Аркадзь Куляшоў балада “Маці” (урок беларускай літаратуры, 8 кл.)
Аркадзь Куляшоў балада “Маці” (урок беларускай літаратуры, 8 кл.) Проблемы современной энергетики
Проблемы современной энергетики aukcion-istoriya-pismennosti
aukcion-istoriya-pismennosti Измерение напряжения переменного тока (Лекция 4)
Измерение напряжения переменного тока (Лекция 4) Презентация - викторина Улицы нашего района
Презентация - викторина Улицы нашего района Сестринский процесс при бронхоэктатической болезни (бронхоэктазах)
Сестринский процесс при бронхоэктатической болезни (бронхоэктазах) Миклухо-Маклай Николай Николаевич
Миклухо-Маклай Николай Николаевич Les Articles
Les Articles Презентация к сценарию Золотая осень России.
Презентация к сценарию Золотая осень России. Пассажирские автомобильные перевозки
Пассажирские автомобильные перевозки Арифметика Магницкого
Арифметика Магницкого Физико–географические особенности природы северных материков. Евразия. Зарубежная европа
Физико–географические особенности природы северных материков. Евразия. Зарубежная европа Ситуативные теории, как методология дифференциальной психологии. (Лекция 7)
Ситуативные теории, как методология дифференциальной психологии. (Лекция 7) МАРК-SQL электронная программа
МАРК-SQL электронная программа Презентация Работа с планшетными компьютерами и электронными учебниками
Презентация Работа с планшетными компьютерами и электронными учебниками Особенности организации рептилий как первых первичноназемных позвоночных. Классификация рептилий
Особенности организации рептилий как первых первичноназемных позвоночных. Классификация рептилий Машины для подготовительных работ. Бульдозеры и их рабочее оборудование
Машины для подготовительных работ. Бульдозеры и их рабочее оборудование Выпускной класс
Выпускной класс Дизельные двигатели. Рудольф Дизель (1858-1913)
Дизельные двигатели. Рудольф Дизель (1858-1913) 9 мая - День Победы
9 мая - День Победы Бартоломео Франческо Растрелли (Варфоломей Варфоломеевич Растрелли) 1700 - 1771
Бартоломео Франческо Растрелли (Варфоломей Варфоломеевич Растрелли) 1700 - 1771 Семинар Добро пожаловать в проектные технологии!
Семинар Добро пожаловать в проектные технологии!