- Техническое обеспечение производства КДК

Содержание
- 2. Линия по производству клееного бруса и КДК (клееных деревянных конструкций) Обеспечивает промышленное изготовление этих изделий требуемого
- 3. Технологический процесс изготовления клееного конструкционного бруса разделен на 2 потока: Поток подготовки пиломатериалов и заготовок. Поток
- 4. В свою очередь потоки подразделяются: на самостоятельные участки. Кроме производственных в цехе должны быть предусмотрены вспомогательные
- 5. Если для высокоскоростной строжки слоев оптимальным решением являются строгальные станки стредне-тяжелого класса, например станки серий Powermat
- 6. Для решения этой задачи используются станки тяжелого класса с мощной станиной с вертикальными опорами. Подобные станки
- 7. В индустрии клееных конструкций станки тяжелого класса традиционно используются на всех строгальных операциях, в том числе
- 8. Примерами станков, которые могут вести обработку самых больших заготовок конструкционных брусьев на большой скорости, являются станки
- 9. Строгальные станки тяжелого класса для обработки слоев и КДК: а – REX Bigmaster, б – Weinig
- 10. Для заготовок конструкционных брусьев (КДК)строжка после сращивания является одной из последних операций в технологической цепочке, дальше
- 11. На крупных специализированных предприятиях на этой операции задействован строгальный станок, на котором можно обрабатывать заготовки довольно
- 12. На крупных производствах слоистых элементов на этой операции задействуют станки, рассчитанные на меньшее сечение заготовок (обычно
- 13. Для получения качественной строганой поверхности станки, работающие на такой скорости, обязательно оснащаются устройствами прифуговки ножей на
- 14. В этом случае строгальный станок должен быть и высокоскоростным, чтобы эффективно строгать слои, и усиленным, чтобы
- 15. На небольших предприятиях, объемом производства 5-10 тыс. м3 в год, при односменном режиме строгальный станок зачастую
- 16. В этом случае требуется станок еще более тяжелого класса, обрабатывающий заготовки сечением до 310 х 450
- 17. Заготовки могут поступать на строгальную линию поштучно с конвейера-этажерки (это современное и поддающееся автоматизации решение), а
- 18. Для разборки пачек применяются полуавтоматические наклонно-опрокидывающие механизмы, в которых слой заготовок соскальзывает на рольганг строгальной линии,
- 19. Для разборки пакетов используются механизмы, в которых верхний слой заготовок автоматически сталкивается в поперечном направлении захватами
- 20. Разборщики пачек фирмы Minda: полуавтоматический (слева) и автоматический (справа) Фильм: (3)
- 21. Простроганные слои поступают на буферный поперечный конвейер. Наличие перед клеенаносителем такого конвейера, который может вмещать запас
- 22. Это особенно актуально, когда применяются клеи с малым временем отверждения и малым временем закрытой выдержки.
- 23. Как известно, между строганием и склеиванием слоев перерыв должен быть не больше 12 часов (в случае
- 24. Склеивание прямолинейных элементов деревянных конструкций К прямолинейным относят элементы как постоянного, так и переменного сечения, такие
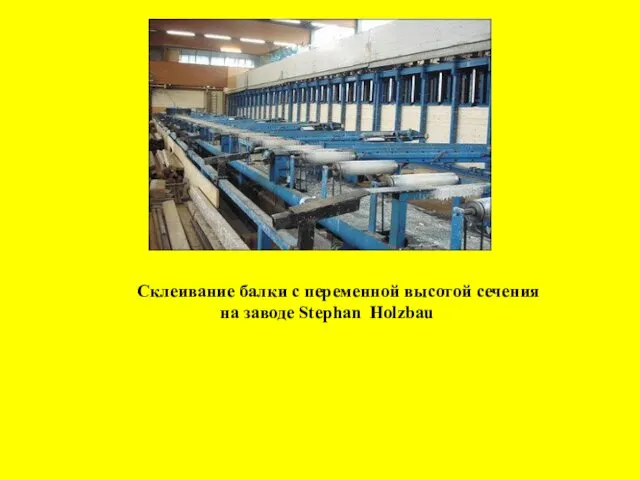
- 25. Склеивание балки с переменной высотой сечения на заводе Stephan Holzbau
- 26. Такие установки для производства элементов ДКК легко определить по длинным штокам, возвышающимся над прессом. Большой ход
- 27. Высота прессуемого пакета обычно в пределах 1800 мм (в последние годы она все чаще ограничивается 1400
- 28. Прессы оснащают механизмами для автоматического набора пакета. При оснащении системой сброса заготовки в заданной точке возможен
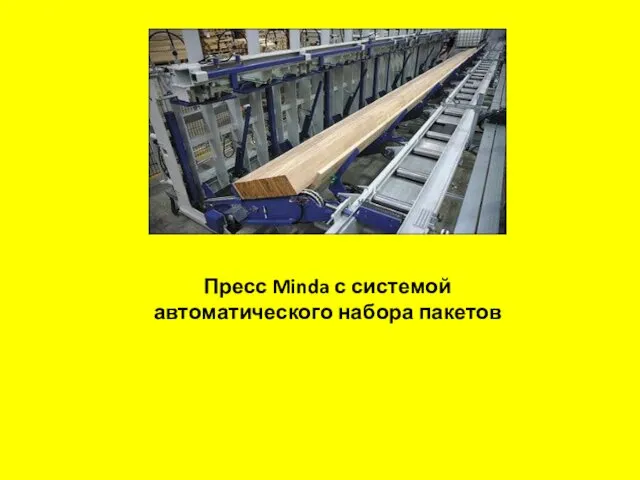
- 29. Пресс Minda с системой автоматического набора пакетов
- 30. Для удаления пакета из пресса чаще всего применяют приводные ролики, смонтированные на откидной раме или установленные
- 31. Другим возможным решением этой операции является установка внизу, под откидной рамой и рольгангом, поперечного цепного конвейера,
- 32. Самое простое решение, которое обычно применяют при склеивании элементов большепролетных конструкций длиной 18-30 м, - удаление
- 33. Использование современных клеевых систем при работе на паре прессов длиной 12 м, установленных по обеим сторонам
- 34. Однако совсем недавно, каких-нибудь 20 лет назад, на рынке были только фенолрезорциновые (ФРФ) и мочевиномеламиновые (ММФ)
- 35. Поэтому в конструкциях разработанных несколько десятилетий назад линий повышенной мощности появились отдельный механизм для набора пакетов,
- 36. Эта же тележка использовалась и для приемки склеенных изделий. Следующим шагом стало создание кожуха вокруг прессов
- 37. В результате продолжительность цикла удалось сократить до 3-5 ч, что позволило достичь производительности 30-40 тыс. м3
- 38. Другим методом интенсификации производственного процесса стало склеивание в поле токов высокой частоты (ТВЧ), в результате чего
- 39. Пресс т.в.ч. Kallesøe на Сокольском ДОКе. Пакет в прессе склеивается в горизонтальном положении
- 40. Среди европейских изготовителей прессов т. в. ч. можно также отметить австрийские компании Technik Management и Höfer
- 41. Прессы ТВЧ выпускаются тактовые и непрерывного действия, горизонтальные и вертикальные. Обычно пакет склеивается не целиком, а
- 42. Однако с разработкой новых клеевых систем появилась возможность достичь высокой производительности без какого-либо нагрева. Так, внедрение
- 43. Затем появились полимер-изоцианатные клеи (ЭПИ), которые в настоящее время широко применяются для изготовления брусьев для японского
- 44. ПУР клей подается из герметичного контейнера и после нанесения при контакте с воздухом вспенивается и становится
- 45. Но самое главное: период прессования может быть сколь угодно коротким, его ограничивает лишь сборочное время (об
- 46. Другой важной особенностью ПУР клеев является прекрасная адгезия к любым материалам, что, с одной стороны, позволяет
- 47. Ведущим изготовителем клеенаносящих машин всех типов является германская компания Oest. Машины для нанесения смесей и раздельного
- 48. Нанесение клея: а – нанесение клеевой смеси, б – раздельное нанесение клея и отвердителя, в –
- 49. Автоматика машины считает заготовки и выдает команду, на какие слои наносить клей, а на какие не
- 50. Появление клеев с коротким временем прессования позволило отказаться от прессов-камер. Так, на германском предприятии Hüttemann Wismar
- 51. Торцовая загрузка пресса Видео: https://youtu.be/9AUv22fN1DE (4)
- 52. Применяется клеевая система на основе МФ-смолы. Помимо прессов с торцовой загрузкой, на предприятии есть длинный пресс
- 53. Однако полностью реализовать потенциал современных клеевых систем мешало ограничение скорости набора пакета и подачи в пресс.
- 54. Так называемое сборочное время обычно составляет примерно 40% от времени прессования. Это означает, что для сокращения
- 55. Одним из решений этой проблемы стали передвижные прессовые установки, которые сегодня предлагают компании Minda, HIT (прессы
- 56. Батарея прессов (обычно она состоит из двух одинарных или сдвоенных прессов) представляет собой единый комплекс, установленный
- 57. Пресс, подлежащий разгрузке и загрузке, устанавливается торцом напротив пакетоукладчика. Противоположный торец пресса при этом оказывается напротив
- 58. Разгрузка пресса и его загрузка следующим пакетом осуществляются одновременно. В результате стало возможным применение клеевых систем
- 59. Передвижная прессовая установка lignoPRESS в составе комплекса оборудования, изготовленного фирмой HIT для завода Nordlam. На заднем
- 60. Подобное оборудование, например, установлено в построенном в 2012 году втором цехе завода Nordlam, с пуском которого
- 61. Установка lignoPRESS состоит из двух прессов длиной 16 м, высота пакета - 1300 мм. Слои к
- 62. Разделение заготовок на сорта происходит после поперечного раскроя, в дальнейшем они обрабатываются раздельно, хранятся на разных
- 63. Набор пакета на пакетоукладчике и загрузка в пресс на заводе Hüttemann Wismar. Изготовитель оборудования – компания
- 64. Весь процесс автоматизирован. Небольшая высота прессов обеспечивает оптимальную технологическую гибкость. В целом весь технологический процесс от
- 65. Как HIT, так и Minda заявляют, что при использовании их прессов можно добиться значительной экономии материала,
- 66. Аналогичная конструкция, обеспечивающая большое боковое давление, и у пресса Springer. Да и вертикальное давление достигается чрезвычайно
- 67. Поставляются прессы с высотой пакета до 1800 мм. Однако на практике есть тенденция к использованию прессов
- 68. Ширина склеиваемого пакета обычно в пределах 320 мм, на заказ изготавливаются и прессы с широким проемом,
- 69. Другое решение предложила словенскаякомпания Ledinek: четырехсекционный роторный пресс (6) Rotopress. Видео: https://youtu.be/1h_4iyeoKfg Пакет формируется в горизонтальном
- 70. У этого пресса нет боковых прижимов, выравнивающих пакет, как в вертикальных прессах. При большой высоте пакета
- 71. Выравнивание пакета выполняется с помощью механизма подъема при загрузке снизу. Вряд ли такая система по степени
- 72. В числе достоинств - простота и компактность конструкции. Возможно, поэтому австрийская фирма Weinberger-Holz остановила выбор именно
- 73. Таким образом, для склеивания прямолинейных элементов в наши дни предлагается широкий спектр оборудования, включающий прессы с
- 74. Сборка и запрессовка балок Сборка и запрессовка являются ведущими процессами при изготовлении мостовых большепролетных балок и
- 75. В первом случае нанесение клеевого состава производится как в виде смеси, так и способом раздельного нанесения
- 76. При сборке и запрессовке недопустимо превышение сроков жизнеспособности клея, что возможно при ручной сборке и при
- 77. Развиваемое прессом давление должно соответствовать рекомендациям завода-изготовителя клея. Рекомендованные значения давления приведены Толщина ламели t, мм
- 78. Для криволинейных элементов требуется большее давление запрессовки с учетом того, что ламели проскальзывают относительно друг друга,
- 79. При изготовлении клеефанерных конструкций в отдельных прессах на участки стенки, соединяемыми с элементами из пиломатериала, клей
- 80. Выдержка под давлением при запрессовке Время запрессовки зависит от марки клея и вида конструкции. Запрессовку необходимо
- 81. Температура воздуха не должна быть больше рекомендованной производителем клея. Время от начала запрессовки до момента поднятия
- 82. Всвязи с тем, что после распрессовки полимеризация клея полностью не завершена, склеенный элемент следует переместить с
- 83. После окончания склеивания все части оборудования, имеющие соприкосновение с клеем, должны быть очищены и вымыты 5-10%-ным
- 84. Склеивание криволинейных элементов деревянных конструкций Оборудование, которое используется для склеивания криволинейных элементов, позволяет прессовать и прямолинейные
- 85. Наиболее популярным решением здесь были и остаются горизонтальные винтовые прессы. В наши дни подобное оборудование оснащают
- 86. https://youtu.be/a6SkoVIYE4w (7, 8)
- 87. Подобные сложные прессовые установки в настоящее время выпускают две фирмы: немецкая Minda и словенская Ledinek. А
- 88. Комплекс оборудования фирмы Minda для прессования криволинейных элементов: а – установка формирования пакета, б – пресс
- 89. Установка формирования пакета представляет собой рольганг, на котором автоматически перемещается упор, определяющий, в каком месте будет
- 90. Сформированный пакет переносят краном в пресс. Подобное решение позволяет осуществлять автоматизированный процесс формирования пакета параллельно с
- 91. У прессов и околопрессового оборудования Minda и Ledinek схожая конструкция. Горизонтальные стальные балки основания, в которых
- 92. Положение и угол поворота каждой стойки задаются CAD-программой, и в соответствии с этими данными специальное устройство
- 93. После выставления всех стоек, задействованных в склеивании изделия, пресс готов к использованию. Пакеты запрессовываются парами, между
- 94. Для повышения производительности вдоль пресса от центра к краям могут двигаться два консольных крана. Перед запрессовкой
- 95. После завершения запрессовки двух пакетов в этом же прессе запрессовывают следующую пару. В итоге в прессе
- 96. Комплекс оборудования фирмы Ledinek для прессования криволинейных элементов: а – общий вид участка, слева – установка
- 97. На протяжении цикла склеивания гайки неоднократно подтягивают для сохранения необходимого давления. Как можно видеть на рис.
- 98. Горизонтальные гидравлические и электромеханические прессы с ЧПУ для склеивания криволинейных элементов Minda и Ledinek
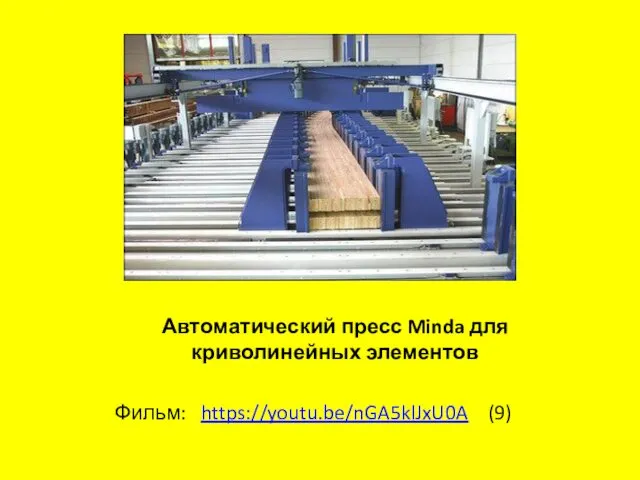
- 99. Автоматический пресс Minda для криволинейных элементов Фильм: https://youtu.be/nGA5klJxU0A (9)
- 100. Достоинством этого типа оборудования является возможность полной автоматизации процесса, включая настройку на форму элемента, выравнивание слоев,
- 102. Скачать презентацию
Линия по производству клееного бруса и КДК (клееных деревянных конструкций)
Обеспечивает промышленное
Линия по производству клееного бруса и КДК (клееных деревянных конструкций)
Обеспечивает промышленное
Технологический процесс изготовления клееного конструкционного бруса разделен на 2 потока:
Поток
Технологический процесс изготовления клееного конструкционного бруса разделен на 2 потока:
Поток
В свою очередь потоки подразделяются: на самостоятельные участки.
Кроме производственных в
В свою очередь потоки подразделяются: на самостоятельные участки.
Кроме производственных в
Если для высокоскоростной строжки слоев оптимальным решением являются строгальные станки стредне-тяжелого
Если для высокоскоростной строжки слоев оптимальным решением являются строгальные станки стредне-тяжелого
Для решения этой задачи используются станки тяжелого класса с мощной станиной
Для решения этой задачи используются станки тяжелого класса с мощной станиной
В индустрии клееных конструкций станки тяжелого класса традиционно используются на всех
В индустрии клееных конструкций станки тяжелого класса традиционно используются на всех

Примерами станков, которые могут вести обработку самых больших заготовок конструкционных брусьев
Примерами станков, которые могут вести обработку самых больших заготовок конструкционных брусьев
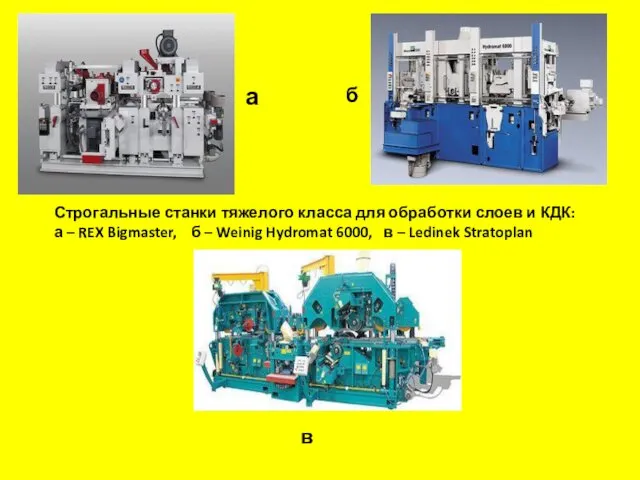
Строгальные станки тяжелого класса для обработки слоев и КДК:
а –
Строгальные станки тяжелого класса для обработки слоев и КДК: а –
Для заготовок конструкционных брусьев (КДК)строжка после сращивания является одной из последних
Для заготовок конструкционных брусьев (КДК)строжка после сращивания является одной из последних
На крупных специализированных предприятиях на этой операции задействован строгальный станок, на
На крупных специализированных предприятиях на этой операции задействован строгальный станок, на
На крупных производствах слоистых элементов на этой операции задействуют станки, рассчитанные
На крупных производствах слоистых элементов на этой операции задействуют станки, рассчитанные
Для получения качественной строганой поверхности станки, работающие на такой скорости, обязательно
Для получения качественной строганой поверхности станки, работающие на такой скорости, обязательно
В этом случае строгальный станок должен быть и высокоскоростным, чтобы эффективно
В этом случае строгальный станок должен быть и высокоскоростным, чтобы эффективно
На небольших предприятиях, объемом производства 5-10 тыс. м3 в год, при
На небольших предприятиях, объемом производства 5-10 тыс. м3 в год, при
В этом случае требуется станок еще более тяжелого класса, обрабатывающий заготовки
В этом случае требуется станок еще более тяжелого класса, обрабатывающий заготовки
Заготовки могут поступать на строгальную линию поштучно с конвейера-этажерки (это современное
Заготовки могут поступать на строгальную линию поштучно с конвейера-этажерки (это современное
Для разборки пачек применяются полуавтоматические наклонно-опрокидывающие механизмы, в которых слой заготовок
Для разборки пачек применяются полуавтоматические наклонно-опрокидывающие механизмы, в которых слой заготовок
Для разборки пакетов используются механизмы, в которых верхний слой заготовок автоматически
Для разборки пакетов используются механизмы, в которых верхний слой заготовок автоматически

Разборщики пачек фирмы Minda: полуавтоматический (слева) и автоматический (справа)
Фильм: (3)
Разборщики пачек фирмы Minda: полуавтоматический (слева) и автоматический (справа)
Фильм: (3)
Простроганные слои поступают на буферный поперечный конвейер.
Наличие перед клеенаносителем такого
Простроганные слои поступают на буферный поперечный конвейер.
Наличие перед клеенаносителем такого
Это особенно актуально, когда применяются клеи с малым временем отверждения и
Это особенно актуально, когда применяются клеи с малым временем отверждения и
Как известно, между строганием и склеиванием слоев перерыв должен быть не
Как известно, между строганием и склеиванием слоев перерыв должен быть не
Склеивание прямолинейных элементов деревянных конструкций
К прямолинейным относят элементы как постоянного, так
Склеивание прямолинейных элементов деревянных конструкций
К прямолинейным относят элементы как постоянного, так
Склеивание балки с переменной высотой сечения
на заводе Stephan Holzbau
Склеивание балки с переменной высотой сечения
на заводе Stephan Holzbau
Такие установки для производства элементов ДКК легко определить по длинным штокам,
Такие установки для производства элементов ДКК легко определить по длинным штокам,
Высота прессуемого пакета обычно в пределах 1800 мм
(в последние
Высота прессуемого пакета обычно в пределах 1800 мм
(в последние
Прессы оснащают механизмами для автоматического набора пакета.
При оснащении системой сброса
Прессы оснащают механизмами для автоматического набора пакета.
При оснащении системой сброса
Пресс Minda с системой автоматического набора пакетов
Пресс Minda с системой автоматического набора пакетов
Для удаления пакета из пресса чаще всего применяют приводные ролики, смонтированные
Для удаления пакета из пресса чаще всего применяют приводные ролики, смонтированные
Другим возможным решением этой операции является установка внизу, под откидной рамой
Другим возможным решением этой операции является установка внизу, под откидной рамой
Самое простое решение, которое обычно применяют при склеивании элементов большепролетных конструкций
Самое простое решение, которое обычно применяют при склеивании элементов большепролетных конструкций
Использование современных клеевых систем при работе на паре прессов длиной 12
Использование современных клеевых систем при работе на паре прессов длиной 12
Однако совсем недавно, каких-нибудь 20 лет назад, на рынке были только
Однако совсем недавно, каких-нибудь 20 лет назад, на рынке были только
Поэтому в конструкциях разработанных несколько десятилетий назад линий повышенной мощности появились
Поэтому в конструкциях разработанных несколько десятилетий назад линий повышенной мощности появились
Эта же тележка использовалась и для приемки склеенных изделий.
Следующим шагом
Эта же тележка использовалась и для приемки склеенных изделий.
Следующим шагом
В результате продолжительность цикла удалось сократить до 3-5 ч, что позволило
В результате продолжительность цикла удалось сократить до 3-5 ч, что позволило
Другим методом интенсификации производственного процесса стало склеивание в поле токов высокой
Другим методом интенсификации производственного процесса стало склеивание в поле токов высокой

Пресс т.в.ч. Kallesøe на Сокольском ДОКе. Пакет в прессе
склеивается в
Пресс т.в.ч. Kallesøe на Сокольском ДОКе. Пакет в прессе склеивается в
Среди европейских изготовителей прессов т. в. ч. можно также отметить австрийские
Среди европейских изготовителей прессов т. в. ч. можно также отметить австрийские
Прессы ТВЧ выпускаются тактовые и непрерывного действия, горизонтальные и вертикальные.
Обычно
Прессы ТВЧ выпускаются тактовые и непрерывного действия, горизонтальные и вертикальные.
Обычно
Однако с разработкой новых клеевых систем появилась возможность достичь высокой производительности
Однако с разработкой новых клеевых систем появилась возможность достичь высокой производительности
Затем появились полимер-изоцианатные клеи (ЭПИ), которые в настоящее время широко применяются
Затем появились полимер-изоцианатные клеи (ЭПИ), которые в настоящее время широко применяются
ПУР клей подается из герметичного контейнера и после нанесения при контакте
ПУР клей подается из герметичного контейнера и после нанесения при контакте
Но самое главное: период прессования может быть сколь угодно коротким, его
Но самое главное: период прессования может быть сколь угодно коротким, его
Другой важной особенностью ПУР клеев является прекрасная адгезия к любым
Другой важной особенностью ПУР клеев является прекрасная адгезия к любым
Ведущим изготовителем клеенаносящих машин всех типов является германская компания Oest.
Машины
Ведущим изготовителем клеенаносящих машин всех типов является германская компания Oest.
Машины

Нанесение клея:
а – нанесение клеевой смеси,
б – раздельное
нанесение
Нанесение клея:
а – нанесение клеевой смеси,
б – раздельное
нанесение
Автоматика машины считает заготовки и выдает команду, на какие слои наносить
Автоматика машины считает заготовки и выдает команду, на какие слои наносить
Появление клеев с коротким временем прессования позволило отказаться от прессов-камер.
Появление клеев с коротким временем прессования позволило отказаться от прессов-камер.
Торцовая загрузка пресса
Видео: https://youtu.be/9AUv22fN1DE
(4)
Торцовая загрузка пресса
Видео: https://youtu.be/9AUv22fN1DE
(4)
Применяется клеевая система на основе МФ-смолы.
Помимо прессов с торцовой загрузкой,
Применяется клеевая система на основе МФ-смолы.
Помимо прессов с торцовой загрузкой,
Однако полностью реализовать потенциал современных клеевых систем мешало ограничение скорости набора
Однако полностью реализовать потенциал современных клеевых систем мешало ограничение скорости набора
Так называемое сборочное время обычно составляет примерно 40% от времени прессования.
Так называемое сборочное время обычно составляет примерно 40% от времени прессования.
Одним из решений этой проблемы стали передвижные прессовые установки, которые сегодня
Одним из решений этой проблемы стали передвижные прессовые установки, которые сегодня
Батарея прессов (обычно она состоит из двух одинарных или сдвоенных прессов)
Батарея прессов (обычно она состоит из двух одинарных или сдвоенных прессов)
Пресс, подлежащий разгрузке и загрузке, устанавливается торцом напротив пакетоукладчика.
Противоположный торец
Пресс, подлежащий разгрузке и загрузке, устанавливается торцом напротив пакетоукладчика.
Противоположный торец
Разгрузка пресса и его загрузка следующим пакетом осуществляются одновременно.
В результате
Разгрузка пресса и его загрузка следующим пакетом осуществляются одновременно.
В результате

Передвижная прессовая установка lignoPRESS в составе комплекса
оборудования, изготовленного фирмой HIT
Передвижная прессовая установка lignoPRESS в составе комплекса оборудования, изготовленного фирмой HIT
Подобное оборудование, например, установлено в построенном в 2012 году втором цехе
Подобное оборудование, например, установлено в построенном в 2012 году втором цехе
Установка lignoPRESS состоит из двух прессов длиной 16 м, высота пакета
Установка lignoPRESS состоит из двух прессов длиной 16 м, высота пакета
Разделение заготовок на сорта происходит после поперечного раскроя, в дальнейшем они
Разделение заготовок на сорта происходит после поперечного раскроя, в дальнейшем они

Набор пакета на пакетоукладчике и загрузка в пресс на заводе Hüttemann
Набор пакета на пакетоукладчике и загрузка в пресс на заводе Hüttemann
Весь процесс автоматизирован.
Небольшая высота прессов обеспечивает оптимальную технологическую гибкость.
В
Весь процесс автоматизирован.
Небольшая высота прессов обеспечивает оптимальную технологическую гибкость.
В
Как HIT, так и Minda заявляют, что при использовании их прессов
Как HIT, так и Minda заявляют, что при использовании их прессов
Аналогичная конструкция, обеспечивающая большое боковое давление, и у пресса Springer.
Да
Аналогичная конструкция, обеспечивающая большое боковое давление, и у пресса Springer.
Да
Поставляются прессы с высотой пакета до 1800 мм.
Однако на практике
Поставляются прессы с высотой пакета до 1800 мм.
Однако на практике
Ширина склеиваемого пакета обычно в пределах 320 мм, на заказ изготавливаются
Ширина склеиваемого пакета обычно в пределах 320 мм, на заказ изготавливаются
Другое решение предложила словенскаякомпания Ledinek:
четырехсекционный роторный пресс (6) Rotopress. Видео:
Другое решение предложила словенскаякомпания Ledinek:
четырехсекционный роторный пресс (6) Rotopress. Видео:
У этого пресса нет боковых прижимов, выравнивающих пакет, как в вертикальных
У этого пресса нет боковых прижимов, выравнивающих пакет, как в вертикальных
Выравнивание пакета выполняется с помощью механизма подъема при загрузке снизу.
Вряд
Выравнивание пакета выполняется с помощью механизма подъема при загрузке снизу.
Вряд
В числе достоинств - простота и компактность конструкции.
Возможно, поэтому австрийская
В числе достоинств - простота и компактность конструкции.
Возможно, поэтому австрийская
Таким образом, для склеивания прямолинейных элементов в наши дни предлагается широкий
Таким образом, для склеивания прямолинейных элементов в наши дни предлагается широкий
Сборка и запрессовка балок
Сборка и запрессовка являются ведущими процессами при изготовлении
Сборка и запрессовка балок
Сборка и запрессовка являются ведущими процессами при изготовлении
В первом случае нанесение клеевого состава производится как в виде смеси,
В первом случае нанесение клеевого состава производится как в виде смеси,
При сборке и запрессовке недопустимо превышение сроков жизнеспособности клея, что возможно
При сборке и запрессовке недопустимо превышение сроков жизнеспособности клея, что возможно
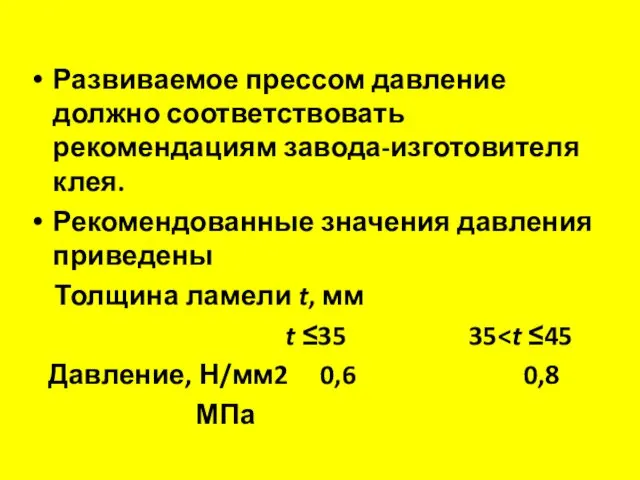
Развиваемое прессом давление должно соответствовать рекомендациям завода-изготовителя клея.
Рекомендованные значения давления
Развиваемое прессом давление должно соответствовать рекомендациям завода-изготовителя клея.
Рекомендованные значения давления
Для криволинейных элементов требуется большее давление запрессовки с учетом того, что
Для криволинейных элементов требуется большее давление запрессовки с учетом того, что
При изготовлении клеефанерных конструкций в отдельных прессах на участки стенки, соединяемыми
При изготовлении клеефанерных конструкций в отдельных прессах на участки стенки, соединяемыми
Выдержка под давлением при запрессовке
Время запрессовки зависит от марки клея и
Выдержка под давлением при запрессовке
Время запрессовки зависит от марки клея и
Температура воздуха не должна быть больше рекомендованной производителем клея.
Время от начала
Температура воздуха не должна быть больше рекомендованной производителем клея.
Время от начала
Всвязи с тем, что после распрессовки полимеризация клея полностью не завершена,
Всвязи с тем, что после распрессовки полимеризация клея полностью не завершена,
После окончания склеивания все части оборудования, имеющие соприкосновение с клеем, должны
После окончания склеивания все части оборудования, имеющие соприкосновение с клеем, должны
Склеивание криволинейных элементов деревянных конструкций
Оборудование, которое используется для склеивания криволинейных элементов,
Склеивание криволинейных элементов деревянных конструкций
Оборудование, которое используется для склеивания криволинейных элементов,
Наиболее популярным решением здесь были и остаются горизонтальные винтовые прессы.
В
Наиболее популярным решением здесь были и остаются горизонтальные винтовые прессы.
В
https://youtu.be/a6SkoVIYE4w
(7, 8)
https://youtu.be/a6SkoVIYE4w
(7, 8)
Подобные сложные прессовые установки в настоящее время выпускают две фирмы: немецкая
Подобные сложные прессовые установки в настоящее время выпускают две фирмы: немецкая

Комплекс оборудования фирмы Minda для прессования криволинейных элементов:
а – установка
Комплекс оборудования фирмы Minda для прессования криволинейных элементов:
а – установка
Установка формирования пакета представляет собой рольганг, на котором автоматически перемещается упор,
Установка формирования пакета представляет собой рольганг, на котором автоматически перемещается упор,
Сформированный пакет переносят краном в пресс.
Подобное решение позволяет осуществлять автоматизированный
Сформированный пакет переносят краном в пресс.
Подобное решение позволяет осуществлять автоматизированный
У прессов и околопрессового оборудования Minda и Ledinek схожая конструкция.
Горизонтальные
У прессов и околопрессового оборудования Minda и Ledinek схожая конструкция.
Горизонтальные
Положение и угол поворота каждой стойки задаются CAD-программой, и в соответствии
Положение и угол поворота каждой стойки задаются CAD-программой, и в соответствии
После выставления всех стоек, задействованных в склеивании изделия, пресс готов к
После выставления всех стоек, задействованных в склеивании изделия, пресс готов к
Для повышения производительности вдоль пресса от центра к краям могут двигаться
Для повышения производительности вдоль пресса от центра к краям могут двигаться
После завершения запрессовки двух пакетов в этом же прессе запрессовывают следующую
После завершения запрессовки двух пакетов в этом же прессе запрессовывают следующую

Комплекс оборудования фирмы Ledinek для прессования криволинейных элементов:
а – общий
Комплекс оборудования фирмы Ledinek для прессования криволинейных элементов:
а – общий
На протяжении цикла склеивания гайки неоднократно подтягивают для сохранения необходимого давления.
Как
На протяжении цикла склеивания гайки неоднократно подтягивают для сохранения необходимого давления.
Как
Горизонтальные гидравлические и электромеханические прессы с ЧПУ для склеивания криволинейных элементов
Горизонтальные гидравлические и электромеханические прессы с ЧПУ для склеивания криволинейных элементов
Автоматический пресс Minda для криволинейных элементов
Фильм: https://youtu.be/nGA5klJxU0A (9)
Автоматический пресс Minda для криволинейных элементов
Фильм: https://youtu.be/nGA5klJxU0A (9)
Достоинством этого типа оборудования является возможность полной автоматизации процесса,
включая настройку
Достоинством этого типа оборудования является возможность полной автоматизации процесса,
включая настройку
 Презентация по ОРКСЭ
Презентация по ОРКСЭ Творческий, образовательно-коррекционный проект Про все на свете по произведениям С.Я. Маршака
Творческий, образовательно-коррекционный проект Про все на свете по произведениям С.Я. Маршака Рассказ Легкого дыхания, И.А. Бунина. Мини-размышление по сцене убийства Оленьки казачьим офицером
Рассказ Легкого дыхания, И.А. Бунина. Мини-размышление по сцене убийства Оленьки казачьим офицером Анна Андреевна Ахматова
Анна Андреевна Ахматова Джалиль Гиниятович Киекбаев
Джалиль Гиниятович Киекбаев Основы построения инфокоммуникационных систем и сетей
Основы построения инфокоммуникационных систем и сетей Пять уроков творчества
Пять уроков творчества Індивідуальність як феномен культури. Мистецькі здобутки емігрантів
Індивідуальність як феномен культури. Мистецькі здобутки емігрантів Системы электропривода. Принципы управления электроприводом. Разомкнутые системы электропривода. Лекция 1
Системы электропривода. Принципы управления электроприводом. Разомкнутые системы электропривода. Лекция 1 Украшение интерьера
Украшение интерьера Подарок для мамы
Подарок для мамы Технологии обучения
Технологии обучения Мезенская роспись
Мезенская роспись Ұлпа қабынуын емдеудің салыстырмалы сипаттамасы
Ұлпа қабынуын емдеудің салыстырмалы сипаттамасы Личностное развитие слабослышащих детей
Личностное развитие слабослышащих детей 10-9-1-fajlovaja-sistema-kompjutera
10-9-1-fajlovaja-sistema-kompjutera Zaha Hadid
Zaha Hadid Основы конструкции воздушных судов и авиационных двигателей
Основы конструкции воздушных судов и авиационных двигателей Мифология и религия в технотронном обществе
Мифология и религия в технотронном обществе Практикум. Способы cъёмки плана местности. 6 класс
Практикум. Способы cъёмки плана местности. 6 класс Переносное значение слова
Переносное значение слова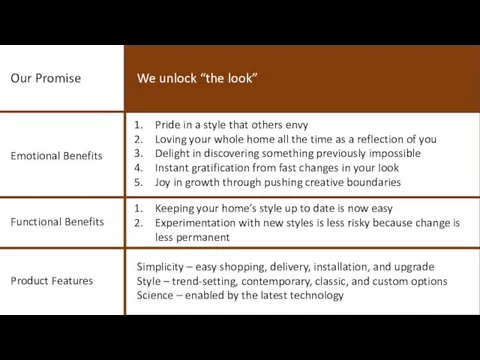 New flooring product - Brand Guide
New flooring product - Brand Guide Обезболивание в акушерстве
Обезболивание в акушерстве Геофизические методы исследования скважин
Геофизические методы исследования скважин Экология семьи
Экология семьи Автоматизация звука [Р]
Автоматизация звука [Р] Мнемотехника в детском саду
Мнемотехника в детском саду Проектная работа
Проектная работа